ГОСТ 13877-96
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШТАНГИ НАСОСНЫЕ И МУФТЫ
ШТАНГОВЫЕ
ТЕХНИЧЕСКИЕ
УСЛОВИЯ
МЕЖГОСУДАРСТВЕННЫЙ
СОВЕТ
ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
Минск
Предисловие
1
РАЗРАБОТАН Азербайджанским научно-исследовательским и проектно-конструкторским
институтом нефтяного машиностроения (АзинМАШ) Государственной компании
«АЗНЕФТЕХИММАШ» Азербайджанской Республики
ВНЕСЕН
Азгосстандартом
2
ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации
(протокол от 4 октября 1996 г. № 10)
За
принятие проголосовали:
|
Наименование государства
|
Наименование национального
органа по стандартизации
|
|
Азербайджанская Республика
|
Азгосстандарт
|
|
Республика Беларусь
|
Госстандарт Беларуси
|
|
Республика Казахстан
|
Госстандарт Республики Казахстан
|
|
Киргизская Республика
|
Киргизстандарт
|
|
Республика Молдова
|
Молдовастандарт
|
|
Российская Федерация
|
Госстандарт России
|
|
Туркменистан
|
Главная государственная инспекция Туркменистана
|
|
Республика Узбекистан
|
Узгосстандарт
|
Настоящий
стандарт соответствует американскому стандарту API Spec 11В (1990 г.)
«Штанги, укороченные штанги, устьевые штоки, муфты и переходные муфты».
3 Постановлением
Государственного комитета Российской Федерации по стандартизации и метрологии
от 26 марта 1999 г. № 94 межгосударственный стандарт ГОСТ 13877-96 введен в
действие непосредственно в качестве государственного стандарта Российской
Федерации с 1 января 2001 г.
4 ВЗАМЕН ГОСТ
13877-80
Введение
Настоящий межгосударственный
стандарт предусматривает идентификацию основных параметров и присоединительных
размеров насосных штанг и штанговых муфт с принятыми в международной практике.
В отличие от
ранее действовавшего ГОСТ 13877-80 в
настоящий стандарт введены: раздел «Определения», требования к муфтам класса SM с износостойким покрытием и муфтам уменьшенного диаметра,
требования по калибровке штанг и муфт, а также расширена номенклатура
материалов, применяемых для изготовления штанг.
В стандарте
приведены только те марки сталей, штанги и муфты из которых прошли
эксплуатационные испытания не менее чем в двух регионах и рекомендованы к
серийному производству Государственной приемочной комиссией в установленном
порядке.
Настоящий
стандарт гармонизирован с американским стандартом API Spec 11В в части
размеров и конструктивного исполнения штанг и муфт, механических свойств
материалов, размеров резьб и их предельных отклонений, контроля штанг и муфт с
помощью калибров, маркировки и упаковки штанг и муфт (приложение А).
В стандарте не
рассматриваются известные в отечественной практике технологические приемы по
улучшению качества штанг, которые выходят за рамки гармонизированных
стандартов, такие как упрочнение штанг путем холодного их растяжения с
достижением пластической деформации; термомагнитная и пескоструйная обработки,
методы дефектоскопии, правки тела штанги, нормирования крутящих моментов при
свинчивании муфт и штанг, а также сварные конструкции как насосных штанг, так и
непрерывных (цельных) штанговых колонн.
При
необходимости эти вопросы должны найти отражение в технической документации
заводов-изготовителей штанг и муфт.
Ряд требований
стандарта приведен в рекомендательной форме: формирование резьб штанговых муфт
накаткой, антикоррозионное покрытие штанг лаком или мастикой, отличительная
окраска штанг.
По мере
внедрения этих требований стандарта в производство будет рассматриваться
целесообразность их перевода в разряд обязательных.
СОДЕРЖАНИЕ
ГОСТ 13877-96
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ШТАНГИ НАСОСНЫЕ
И МУФТЫ ШТАНГОВЫЕ
Технические условия
Sucker rods and sucker rod
couplings.
Specifications
Дата введения 2001-01-01
Настоящий
стандарт распространяется на насосные штанги и штанговые муфты, предназначенные
для передачи движения в составе колонны насосных штанг от наземного привода к
скважинному нефтяному штанговому насосу.
Стандарт
пригоден для целей сертификации.
В настоящем
стандарте использованы ссылки на следующие стандарты и документы:
ГОСТ 2.601-95
Единая система конструкторской документации. Эксплуатационные документы
ГОСТ
9.014-78 Единая система защиты от коррозии и старения. Временная
противокоррозионная защита изделий. Общие требования
ГОСТ 166-89
Штангенциркули. Технические условия
ГОСТ
633-80 Трубы насосно-компрессорные и муфты к ним. Технические условия
ГОСТ
1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности
из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1497-84
Металлы. Методы испытания на растяжение
ГОСТ
2216-84 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ
2590-88 Прокат стальной горячекатаный круглый. Сортамент
ГОСТ
2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ
2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие
технические условия
ГОСТ
4381-87 Микрометры рычажные. Общие технические условия
ГОСТ
4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ
5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 7417-75
Сталь калиброванная круглая. Сортамент
ГОСТ 7502-89
Рулетки измерительные металлические. Технические условия
ГОСТ 8734-75
Трубы стальные бесшовные холоднодеформированные. Сортамент
ГОСТ
8908-81 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов
ГОСТ
9012-59 Металлы. Метод измерения твердости по Бринеллю
ГОСТ
9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ
9378-93 Образцы шероховатости поверхности (сравнения). Общие технические
условия
ГОСТ
9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной
и повышенных температурах
ГОСТ
10243-75 Сталь. Метод испытаний и оценки макроструктуры
ГОСТ
10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ
12344-88 Стали легированные и высоколегированные. Методы определения
углерода
ГОСТ
12345-88 Стали легированные и высоколегированные. Методы определения серы
ГОСТ
12346-78 Стали легированные и высоколегированные. Методы определения
кремния
ГОСТ
12347-77 Стали легированные и высоколегированные. Методы определения
фосфора
ГОСТ
12348-78 Стали легированные и высоколегированные. Методы определения
марганца
ГОСТ
12352-81 Стали легированные и высоколегированные. Методы определения никеля
ГОСТ
12354-81 Стали легированные и высоколегированные. Методы определения
молибдена
ГОСТ 14192-96 Маркировка грузов
ГОСТ
14810-69 Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3
до 50 мм. Конструкция и размеры
ГОСТ
15150-69 Машины, приборы и другие технические изделия. Исполнения для
различных климатических районов. Категории, условия эксплуатации, хранения и
транспортирования в части воздействия климатических факторов внешней среды
ГОСТ
15846-79 Продукция, отправляемая в районы Крайнего Севера и труднодоступные
районы. Упаковка, маркировка, транспортирование и хранение
ГОСТ
16493-70 Качество продукции. Статистический приемочный контроль по альтернативному
признаку. Случай недопустимости дефектных изделий в выборке
ГОСТ
18321-73 Статистический контроль качества. Методы случайного отбора выборок
штучной продукции
ГОСТ
21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ
22235-76 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие
требования по обеспечению сохранности при производстве погрузочно-разгрузочных
и маневровых работ
ГОСТ
23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ
24634-81 Ящики деревянные для продукции, поставляемой для экспорта. Общие
технические условия
ГОСТ
25670-83 Основные нормы взаимозаменяемости. Предельные отклонения размеров
с неуказанными допусками
ГОСТ
28473-90 Чугун, сталь, ферросплавы, хром, марганец металлические. Общие
требования к методам анализа
API Spec 11B Спецификация на насосные штанги
(а также укороченные насосные штанги, полированные штоки, муфты и переводники)
API Spec 5CTM Трубы обсадные и
насосно-компрессорные
ТУ
2-034-22/197-011-91 Щупы моделей 82002, 82102, 82202, 82302
ТУ 14-127-185-82
Порошки хромоникелевые самофлюсующиеся сплавом для нанесения покрытия.
Технические условия
РД
39-0147213-237-89 Инструкция по эксплуатации нефтяных скважин скважинными
штанговыми насосами
3.1 Наименования
конструктивных элементов штанги приведены на рисунке 1.
3.2 В настоящем
стандарте применяют следующие термины:
3.2.1 штанговая
колонна: Жесткая тяга, передающая возвратно-поступательное движение и
продольное усилие от наземного штангонасосного привода к рабочему органу
скважинного штангового насоса.
Примечания
1 Штанговая колонна является составной частью добычной штангонасосной
установки.
2 Штанговая колонна может быть
непрерывной (цельной) или составной по длине - в виде колонны насосных штанг.
3.2.2 колонна
насосных штанг: Штанговая колонна, составленная из последовательно
соединенных насосных штанг;
3.2.3 насосная
штанга: Составная часть колонны насосных штанг, имеющая на концах соосную
резьбу для последовательного соединения с другими насосными штангами,
преимущественно с помощью штанговых муфт;

1 - тело штанги; 2 - головка штанги; 3 - подэлеваторный бурт; 4 - квадратная шейка; 5 - торец упорного бурта; 6 - упорный бурт; 7 -
зарезьбовая канавка; 8 - торец
штанги
Рисунок 1 -
Наименования конструктивных элементов насосной штанги
3.2.4 штанговая
муфта: Составная часть колонны насосных штанг, как правило, с внутренней резьбой
на обоих концах, предназначенная для соединения насосных штанг между собой;
3.2.5 соединительная
штанговая муфта (соединительная муфта): Штанговая муфта с одинаковыми
резьбами на обоих концах, предназначенная для соединения насосных штанг между
собой;
3.2.6 переводная
штанговая муфта (переводная муфта): Штанговая муфта с неодинаковыми
резьбами на обоих концах, предназначенная для соединения насосных штанг разных
условных размеров;
3.2.7 стандартная
длина штанги: Расстояние, отсчитываемое от торца упорного бурта насосной
штанги до наружного торца штанговой муфты, навинченной на противоположный конец
насосной штанги;
3.2.8 приведенное
напряжение в штангах: Напряжение sпр в верхней насосной штанге какой-либо ступени штанговой
колонны, определяемое по формуле

где smах - максимальное напряжение в теле штанги за цикл нагружения;
sа - амплитуда
напряжения в теле штанги за цикл нагружения,

где smin - минимальное
напряжение в теле штанги за цикл нагружения;
3.2.9 зона
термического влияния: Участок тела насосной штанги длиной 250 мм,
отсчитываемый от подэлеваторного бурта в сторону тела штанги;
3.2.10 продольные
дефекты проката: Дефекты проката в соответствии с ГОСТ
21014, расположенные вдоль оси проката;
3.2.11 поперечные
дефекты проката: Дефекты проката в соответствии с ГОСТ
21014, расположенные перпендикулярно к оси проката;
3.2.12 торцевая
контактная поверхность: Кольцевая поверхность, по которой контактируют
торец штанговой муфты с торцем упорного бурта насосной штанги (без учета
фасок).
4.1 Настоящий стандарт предусматривает цельные (без сварных
соединений) металлические насосные штанги (далее - штанги) с наружной резьбой
на обоих концах со следующими значениями стандартной длины:
нормальной длины
- 7620; 8000*; 9140 мм;
укороченной
длины - 610; 915; 1000*; 1220; 1500*; 1830; 2000*; 2440; 3050 и 3660 мм.
* Применяется по согласованию с потребителем.
4.2 Конструкция и размеры штанг должны соответствовать
указанным на рисунке 2 и в таблице 1.
Конструктивные
длины L штанг (без муфт) и их массы приведены в приложении Б.
4.3 Штанговые
муфты (далее - муфты) предусматриваются с внутренней резьбой на обоих концах и
должны изготовляться следующих типов:
соединительные -
для соединения штанг одинаковых условных размеров; переводные - для соединения
штанг разных условных размеров.
4.4 Муфты
каждого типа должны изготовляться исполнений:
1 - полноразмерные
с лысками под ключ;
2 -
полноразмерные без лысок;
3 - уменьшенного
диаметра.
4.5 Конструкция,
размеры и масса соединительных муфт должны соответствовать указанным на рисунке
3 и в таблице 2, а переводных
муфт - на рисунке 4 и в таблице 3.
Примечание - Допускается по заказу потребителя изготовление муфт
длиной (и, соответственно, массой), большей, чем предусмотрено в таблицах 2 и 3.

* Размер обеспечивается инструментом.
** Размер указан до накатки резьбы.
*** Допускается другая форма
сопряжения ударного бурта с квадратной шейкой.
Рисунок 2 -
Насосная штанга
Таблица 1
мм
|
Условный размер
штанг
|
d0
|
D
|
D1
±
0,13
|
D2
|
S
+0,7
-0,9
|
l
+1,5
|
l1
+1,6
|
l2
+1,0
+0,2
|
l3
+1,5
|
l4
|
r
+1,6
-0,4
|
r1
± 3
|
r2
+0,5
|
r3
+0,8
|
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред. откл.
|
|
ШН13
|
12,7
|
+0,18
-0,36
|
25,4
|
+0,13
-0,25
|
15,29
|
22,2
|
+0,13
-3,17
|
16
|
20
|
28,6
|
11
|
24,0
|
37,5
|
±
1,0
|
3,2
|
38
|
1,5
|
2,5
|
|
ШН16
|
15,9
|
31,8
|
20,07
|
31,0
|
22
|
32
|
31,7
|
13
|
26,5
|
42,5
|
47
|
3,0
|
|
ШН19
|
19,1
|
+0,20
-0,41
|
38,1
|
23,24
|
35,7
|
26
|
32
|
36,5
|
15
|
32,0
|
48,0
|
+1,5
|
57
|
2,0
|
|
ШН22
|
22,2
|
41,3
|
26,42
|
38,1
|
41,3
|
17
|
37,0
|
55,0
|
-1,0
|
4,8
|
67
|
|
ШН25
|
25,4
|
+0,23
-0,46
|
50,8
|
31,17
|
48,4
|
+0,13
-6,35
|
33
|
38
|
47,6
|
20
|
43,0
|
63,0
|
+2,0
-1,0
|
76
|
2,5
|
|
ШН29
|
28,6
|
+0,25
-0,51
|
57,2
|
±
0,38
|
35,92
|
55,6
|
36
|
42
|
53,9
|
22
|
49,5
|
71,5
|
86
|

* Rz 6,3 мкм -
для муфт исполнения 3
Рисунок 3 -
Соединительная муфта
Таблица 2
Размеры в миллиметрах
|
Условный размер соединительных
муфт
|
Исполнение
|
Диаметр муфт D +0,13; -0,25 полноразмерных
(уменьшенного диаметра)
|
D1
+0,25
|
L
± 1,0
|
Размер под ключ S -0,8
|
l
± 0,5
|
Масса муфт, кг, не более, полноразмерных (уменьшенного
диаметра)
|
|
МШ13
|
3
|
(25,4)
|
19,48
|
70
|
-
|
-
|
(0,15)
|
|
МШ16
|
1; 2
|
38,1
|
24,26
|
102
|
34,9
|
32
|
0,60
|
|
3
|
(31,8)
|
-
|
-
|
(0,40)
|
|
МШ19
|
1; 2
|
41,3
|
27,43
|
38,1
|
32
|
0,70
|
|
3
|
(38,1)
|
-
|
-
|
(0,48)
|
|
МШ22
|
1; 2
|
46,0
|
30,61
|
41,3
|
32
|
0,85
|
|
3
|
(41,3)
|
-
|
-
|
(0,53)
|
|
МШ25
|
1; 2
|
55,6
|
35,38
|
47,6
|
38
|
1,10
|
|
3
|
(50,8)
|
-
|
-
|
(0,90)
|
|
МШ29
|
1; 2
|
60,3
|
40,13
|
115
|
53,9
|
42
|
2,00
|
* Rz 6,3 мкм -
для муфт исполнения 3
Рисунок 4 -
Переводная муфта
Таблица 3
Размеры в миллиметрах
|
Условный размер переводных муфт
|
Исполнение
|
Диаметр муфт D +0,13; -0,25 полноразмерных
(уменьшенного диаметра)
|
D1
+0,25
|
D2
+0,25
|
L
± 1,0
|
Размер под ключ S
-0,8
|
l
± 0,5
|
l1
|
l2
|
Масса муфт, кг, не более, полноразмерных (уменьшенного
диаметра)
|
|
МШ13 ´ 16
|
1; 2
|
38,1
|
19,48
|
24,26
|
102
|
34,9
|
32
|
33
|
35
|
0,60
|
|
3
|
(31,8)
|
-
|
(0,42)
|
|
МШ16 ´ 19
|
1; 2
|
41,3
|
24,26
|
27,43
|
38,1
|
32
|
35
|
40
|
0,72
|
|
3
|
(38,1)
|
-
|
(0,50)
|
|
МШ19 ´ 22
|
1; 2
|
46,0
|
27,43
|
30,61
|
41,3
|
32
|
40
|
45
|
0,86
|
|
3
|
(41,3)
|
-
|
(0,55)
|
|
МШ22 ´ 25
|
1; 2
|
55,6
|
30,61
|
35,38
|
115
|
47,6
|
38
|
45
|
50
|
1,30
|
|
3
|
(50,8)
|
-
|
(1,00)
|
|
МШ25 ´ 29
|
1; 2
|
60,3
|
35,38
|
40,13
|
130
|
53,9
|
42
|
50
|
60
|
2,10
|
4.6 Муфты в
зависимости от вида термообработки и наличия покрытия подразделяют на классы в
соответствии с таблицей 4.
Таблица 4
|
Класс муфт
|
Конструктивное исполнение
|
Вид термообработки или покрытия
|
|
Т
|
1; 2; 3
|
Нормализация
|
|
S
|
2; 3
|
Упрочнение нагревом
ТВЧ наружной цилиндрической поверхности
|
|
SM
|
2; 3
|
Износостойкое
покрытие на наружной цилиндрической поверхности
|
4.7 Профиль и
основные размеры резьбы штанг и муфт должны соответствовать указанным на
рисунке 5 и в таблице 5, а допуски и
расположение полей допусков резьб - на рисунке 6 и в таблице 6.

* R = 0,28 … 0,36
Рисунок 5
Таблица 5
|
Условный размер
|
Обозначение резьбы
|
Диаметр резьбы штанг, муфт, мм (см. рисунок 5)
|
|
штанг
|
соединительных муфт
|
d, D
|
d2, D2
|
d1, D1
|
|
ШН13
|
МШ13
|
Ш13
|
19,050
|
17,400
|
16,300
|
|
ШН16
|
МШ16
|
Ш16
|
23,825
|
22,175
|
21,075
|
|
ШН19
|
МШ19
|
Ш19
|
27,000
|
25,350
|
24,250
|
|
ШН22
|
МШ22
|
Ш22
|
30,175
|
28,525
|
27,425
|
|
ШН25
|
МШ25
|
Ш25
|
34,935
|
33,285
|
32,185
|
|
ШН29
|
МШ29
|
Ш29
|
39,700
|
38,050
|
36,950
|
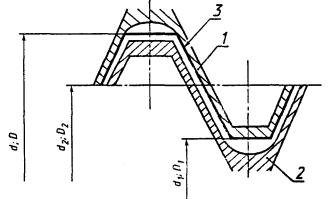
1 - поле допуска внутренней резьбы; 2 - поле допуска наружной резьбы; 3 - номинальный профиль; d; D - номинальный наружный диаметр; d1; D1 - номинальный внутренний диаметр; d2; D2 - номинальный средний диаметр
Рисунок 6
Таблица 6
|
Условный размер штанг
|
Предельное отклонение диаметра резьбы, мкм
|
|
штанги
|
муфты
|
|
d
|
d1
|
d2
|
D
|
D1
|
D2
|
|
верхнее
|
нижнее
|
верхнее
|
нижнее
|
верхнее
|
нижнее
|
верхнее
|
нижнее
|
верхнее
|
нижнее
|
верхнее
|
нижнее
|
|
ШН13
|
-46
|
-373
|
-412
|
*
|
-47
|
-197
|
*
|
0
|
+540
|
0
|
+195
|
0
|
|
ШН16
|
|
ШН19
|
-48
|
-376
|
-415
|
-47
|
-204
|
+202
|
|
ШН22
|
-50
|
-204
|
+202
|
|
ШН25
|
-50
|
-215
|
+218
|
|
ШН29
|
-53
|
-381
|
-420
|
-52
|
-225
|
+223
|
|
* Внутренний диаметр резьбы
штанги d1 и наружный диаметр резьбы муфты D обеспечиваются резьбообразующим инструментом.
|
|
Примечание - Отклонения отсчитываются от линии номинального профиля резьбы
в направлении, перпендикулярном оси штанги.
Предельные отклонения диаметров d1 и D относятся к оси впадины и
представляют расстояние между наинизшей ее точкой и линией номинального
размера.
|
4.8 Примеры
условных обозначений штанг
Штанги условным размером 19 мм, длиной
8000 мм из нормализованной стали марки 40 с соединительной муфтой исполнения 2
класса Т:
Штанга насосная ШН19-40
ГОСТ 13877-96.
То же, длиной 7620 мм:
Штанга насосная ШН19-7620-40
ГОСТ 13877-96.
То же, для штанги, подвергнутой
поверхностному упрочнению нагревом ТВЧ:
Штанга насосная ШН19-7620-40S ГОСТ 13877-96.
То же, с муфтой исполнения 2 класса S:
Штанга насосная ШН19-7620-40S-S ГОСТ 13877-96.
То же, с соединительной муфтой исполнения
3 класса SM:
Штанга насосная ШН19-7620-40S-3SМ ГОСТ 13877-96.
4.9 Примеры
условных обозначений муфт
Соединительной муфты условным размером 19
мм, исполнения 2, из стали 40, класса Т:
Муфта МШ19 ГОСТ 13877-96.
То же, исполнения 3, из стали марки 20Н2М,
класса S:
Муфта МШ19-20Н2М-3S ГОСТ 13877-96.
То же, класса SM:
Муфта МШ19-20Н2М-3SМ ГОСТ 13877-96.
Переводной муфты условным размером 19 ´ 22,
исполнения 2, из стали 20Н2М, класса Т:
Муфта МШ19 ´ 22-20Н2М ГОСТ 13877-96.
4.10 Пример
условного обозначения резьбы штанги (муфты) условным размером 19 мм:
Резьба Ш19 ГОСТ
13877-96.
5.1.1 Штанги и муфты должны изготовляться
в соответствии с требованиями настоящего стандарта по рабочим чертежам,
утвержденным в установленном порядке, а также с учетом договора на поставку.
5.1.2 Для
изготовления штанг должна применяться круглая горячекатаная сталь:
а) по
нормативно-техническому документу на прокат для штанг;
б) по ГОСТ
2590 с точностью прокатки для штанг условных размеров, мм:
13
и 29 - Б;
16 - В;
19,
22 и 25 - с плюсовыми
отклонениями (по таблице 2 ГОСТ 2590).
Примечание - Допуски на прокат приведены с учетом пластической
деформации штанг при горячей правке их растяжением после термообработки.
Технические
требования к прокату - по ГОСТ
1050, ГОСТ
4543 или по техническим условиям на прокат для штанг.
5.1.3 Марки
стали, виды термической обработки и механические свойства материала штанг после
их термической обработки должны соответствовать указанным в таблице 7.
Таблица 7
|
Марка стали
|
Вид термической обработки
|
Механические свойства, не менее
|
|
sв,
МПа
|
sт,
МПа
|
d5,
%
|
y,
%
|
KV,
Дж/см2
|
НВ,
не более
|
|
40 по ГОСТ 1050
|
Нормализация или нормализация с последующим поверхностным
упрочнением нагревом токами высокой частоты (ТВЧ)
|
559
|
314
|
16
|
45
|
59
|
217
|
|
20Н2М по ГОСТ 4543
|
То же
|
588
|
382
|
21
|
56
|
118
|
200
|
|
30ХМА по ГОСТ 4543
|
Нормализация и высокий отпуск с последующим поверхностным
упрочнением нагревом ТВЧ
|
598
|
392
|
20
|
62
|
176
|
229
|
|
15Н3МА
|
Нормализация или нормализация с последующим поверхностным
упрочнением нагревом ТВЧ
|
637
|
490
|
22
|
60
|
229
|
|
15Х2НМФ
|
Закалка и высокий отпуск или нормализация и высокий отпуск
|
686
|
617
|
16
|
63
|
137
|
255
|
|
15Х2ГМФ
|
То же
|
686
|
|
14Х3ГМЮ
|
»
|
725
|
269
|
|
Примечания
1 При поверхностном упрочнении
штанг нагревом ТВЧ механические свойства материала, указанные в таблице,
относятся к незакаленной сердцевине тела штанг и определяются до обработки
ТВЧ на отштампованных и термически обработанных заготовках штанг.
2 Закалка штанг из стали марок
15Х2НМФ, 15Х2ГМФ и 14Х3ГМЮ происходит на воздухе в процессе изготовления
проката и штамповки головок.
Допускается закалку штанг
проводить в воде или других охлаждающих средах.
3 Показатели твердости являются рекомендуемыми.
|
Обозначения в
таблице 7:
sв - временное
сопротивление разрыву;
sт - предел
текучести;
d5 - относительное
удлинение;
y - относительное сужение;
KV - ударная вязкость;
НВ - твердость по
Бринеллю.
Сведения о
материалах, применяемых для изготовления штанг, и их соответствие классификации
по стандарту API Spec 11B приведены в
приложении В.
5.1.4 Глубина
поверхностного упрочнения и твердость поверхности штанг, подвергнутых
нагреву ТВЧ, должны соответствовать указанным в таблице 8. Не допускается поверхностное упрочнение нагревом ТВЧ
участков квадратной шейки на головках штанги.
Таблица 8
|
Условный размер штанг
|
Глубина поверхностного упрочнения, мм
|
Твердость поверхности HRCэ, не менее, для стали марки
|
|
тела штанг
|
головки штанг на участках радиусом
|
|
r
|
r1
|
40
|
20Н2М
|
30ХМА
|
15Н3МА
|
|
ШН19
|
1,5 … 2,3
|
1,5 … 3,5
|
1,2 … 2,3
|
51
|
43
|
46
|
41
|
|
ШН22
|
1,7 … 2,5
|
1,7 … 4,5
|
1,5 … 2,5
|
|
ШН25;
ШН29
|
2,0 … 3,0
|
2,0 … 5,5
|
1,7 … 3,0
|
5.1.5 Пределы
прочности при растяжении штанг, подвергнутых поверхностному упрочнению нагревом ТВЧ, должны соответствовать, МПа, не
менее:
880 - для стали
марки 40; 30ХМА;
830 » » » 20Н2М;
780 » » » 15Н3МА.
5.1.6 Муфты
должны изготовляться:
а) из круглого
калиброванного проката по ГОСТ 7417, из стали марок 40
и 45 по ГОСТ
1050 и 20Н2М, 20ХН2М по ГОСТ
4543;
б) из труб по ГОСТ 8734,
из стали марки 45 по ГОСТ
1050;
в) из
горячекатаного поката по ГОСТ 2590, из
марок стали, указанных в перечислении а).
5.1.7 Глубина
поверхностного упрочнения и твердость поверхности муфт класса S должны соответствовать указанным в таблице 9.
При этом должны
оставаться незакаленными участки муфты, примыкающие к торцам, длиной от 3 до 10
мм.
Таблица 9
|
Наружный диаметр муфты D, мм
|
Исполнение
|
Глубина поверхностного упрочнения муфты, мм
|
Твердость поверхности HRCэ, не менее, для стали марки
|
|
40; 45
|
20Н2М; 20ХН2М
|
|
< 46,0
|
2
|
2,0 … 3,0
|
51
|
43
|
|
3
|
1,0 … 2,0
|
|
³ 46,0
|
2
|
2,5 … 3,5
|
|
3
|
1,5 … 2,5
|
5.1.8 Требования
к муфтам класса SM приведены в приложении Г.
5.1.9
Поверхность головок штанг, обработанных давлением, не должна иметь поперечных
дефектов глубиной более 1,6 мм и размером более 3,2 мм, а на участке перехода
от тела штанги к подэлеваторному бурту диаметром не более размера S (таблица 1) не должно быть
продольных дефектов глубиной более 0,8 мм.
5.1.10 На
поверхности тела штанги допускаются без удаления продольные дефекты глубиной не
более 0,5 мм, поперечные - не более 0,1 мм.
5.1.11
Допускается подвергать чистовой зачистке дефекты, превышающие по глубине нормы,
приведенные в 5.1.9 и 5.1.10, при условии, что
геометрические размеры будут находиться в пределах, предусмотренных в 5.1.18.
5.1.12 Наружная поверхность муфт не должна иметь раскатанных
трещин и трещин напряжения; не допускаются местные и отдельные дефекты
глубиной более:
0,25 мм - для
муфт исполнений 1 и 2;
0,13 мм - для
муфт исполнения 3.
5.1.13 Нагрев
концов заготовок проката под высадку головок штанг должен быть автоматизирован
по времени и исключать возможность штамповки заготовок с недогретыми и
перегретыми концами.
5.1.14 Макроструктура головок штанг должна быть без трещин,
расслоений и шлаковых включений, видимых невооруженным глазом.
5.1.15 Величина зерна в микроструктуре головок и тела штанги после
термической обработки не должна быть крупнее 5-го номера по ГОСТ 5639
для стали 40 и 6-го номера для сталей остальных марок. Пережог стали не
допускается.
5.1.16 Предельные
отклонения размеров обрабатываемых поверхностей, не указанные на рисунках 2, 3 и 4, - по
14-му квалитету ГОСТ
25670.
5.1.17
Предельные отклонения угловых размеров обрабатываемых поверхностей штанг и муфт
не должны превышать допуска по 10-й степени точности ГОСТ
8908.
5.1.18 Кривизна
тела штанги, характеризуемая стрелой прогиба, должна быть не более 3 мм на 1 м
длины, а на участках тела штанги длиной 1 м, примыкающих к каждой головке, - не
более 1 мм.
5.1.19 Правка
штанги или ее термически обработанной заготовки методами, вызывающими смятие ее
поверхности, не допускается.
Недопустимо
холодное выправление искривлений штанг, характеризуемых прогибом 3 мм и более
на 150 мм длины.
5.1.20 Резьба штанг должна быть накатанной, а поверхность
зарезьбовой канавки - обкатанной. Допускается применение других методов
обработки зарезьбовой канавки, не ухудшающих качество штанг.
5.1.21 Резьба
муфт (сквозная или нарезанная с обоих концов) должна быть накатанной и иметь
фосфатное покрытие.
Допускаются
другие методы формирования резьбы.
5.1.22 Резьба штанг и муфт должна быть гладкой, без забоин,
выкрашиваний по профилю резьбы, заусенцев и рванин, нарушающих ее непрерывность
и прочность.
5.1.23 Оси резьбы головки и тела штанги должны быть соосны.
Допускается
несоосность резьбы и тела штанги не более 1,5 мм на длине 200 мм от торца
штанги.
5.1.24 Оси резьб муфты должны быть соосны ее продольной оси.
Несоосность
резьбы муфты относительно продольной оси муфты - не более 0,5 мм.
5.1.25 Торцы
муфты и упорных буртов штанги должны быть соответственно перпендикулярны к осям
резьбы муфты и штанги. Отклонение от перпендикулярности - не более 0,05 мм.
5.1.26 Поверхности штанги и муфты, подвергнутые механической
обработке, не должны иметь заусенцев и царапин.
Допускается
наличие рисок от режущего инструмента на расточке муфты и упорном бурте штанги.
Допускается на
штангах наличие на обработанной цилиндрической поверхности упорного и подэлеваторного
буртов (рисунок 2, вариант В)
отдельных раковин от окалины, которые не превышают предельных отклонений
диаметра D.
5.1.27 На один
конец штанги должна быть плотно навинчена (до полного соприкосновения торцев
муфты и упорного бурта штанги) соединительная муфта.
Штанги из стали
марки 15Н3МА должны иметь соединительные муфты из стали марок 20Н2М, 20ХН2М.
Штанги из других марок сталей должны иметь соединительные муфты из сталей марок
40 и 45.
Допускаются, по
заказу потребителя, другие сочетания предусмотренных настоящим стандартом
материалов штанг и соединительных муфт.
5.1.28 Показатели надежности
5.1.28.1 Вероятность безотказной работы штанг (за 5 млн. циклов)
должна быть не менее 0,996, а для штанг из стали марки 40 и штанг, подвергнутых
только нормализации, - 0,995.
5.1.28.2
Установленный срок службы штанг - не менее 3 лет.
Средний срок
службы штанг - не менее 5,5 лет.
5.1.29 Критерием предельного состояния штанга или муфты является
их обрыв, а также значительный износ и (или) растрескивание головки и тела
штанги или муфты, искривление штанги, исключающие возможность их дальнейшей
эксплуатации.
5.2 Маркировка
5.2.1 Каждая
штанга и муфта должны маркироваться поверхностно-пластическим деформированием в
соответствии с настоящим стандартом.
Допускается проводить маркировку штанг и
муфт по другому стандарту, на соответствие которому (наряду с настоящим
стандартом) была проведена их сертификация в установленном порядке.
5.2.2 Маркировка штанг должна наноситься
на двух противоположных сторонах квадратной шейки.
На одной стороне квадратной шейки наносят:
численное значение условного размера
штанги;
товарный знак или условное обозначение
предприятия-изготовителя;
месяц и год выпуска.
Допускается вместо указания месяца
маркировать обозначение квартала.
На другой стороне квадратной шейки
наносят:
марку стали;
номер плавки;
вид термообработки (букву S) - для штанг, подвергнутых поверхностному
упрочнению нагревом ТВЧ.
Допускается наносить маркировку вида
термообработки на торце штанги.
5.2.3 На наружной поверхности муфты должна
наноситься маркировка, содержащая:
товарный знак или условное обозначение
предприятия-изготовителя;
численное значение условного размера
штанги;
букву Т, S или SM соответственно для их класса;
марку стали;
месяц и год выпуска.
Допускается вместо указания месяца
маркировать обозначение квартала.
Муфты, предназначенные для поставки в
сборе со штангами, допускается маркировать только обозначением марки стали и
буквой в соответствии с классом муфты.
5.2.4 Марки стали маркируют следующими
буквами:
40 и 45 У;
20Н2М, 20ХН2М Н;
30ХМА X;
15Н3МА Р;
15Х2НМФ П;
15Х2ГМФ Л;
14Х3ГМЮ М.
5.2.5 Год выпуска маркируют одной
последней цифрой календарного года. Кварталы маркируют следующими буквами:
I квартал А;
II квартал Б;
III квартал Г;
IV квартал И.
Месяцы маркируют цифрами от 1 до 12.
5.2.6 Условный номер плавки маркируется
тремя цифрами. При числе плавок одной марки стали на данном
предприятии-изготовителе штанг не более 100 в год допускается условный номер
плавки маркировать двумя цифрами.
5.2.7 На наружной поверхности
подэлеваторного бурта или на торце штанги может наноситься отличительная
окраска, соответствующая классу штанги по материалу в соответствии с
приложением В:
класс С - белая,
класс К - голубая;
класс Д:
для хромо-молибденовых сталей - желтая,
для сталей 15Х2НМФ, 15Х2ГМФ и 14Х3ГМЮ -
оранжевая,
для остальных сталей - окраска не
наносится.
5.3.1 Консервации по варианту защиты ВЗ-4 ГОСТ
9.014 подлежат резьбы штанги (включая резьбовую канавку и обращенный к ней
торец упорного бурта) и муфты.
Срок действия консервации - 2 года.
По заказу потребителя срок действия
консервации может быть увеличен до трех лет.
Наружная
поверхность штанги может быть покрыта антикоррозионным лаком или мастикой при
условии защиты резьбы в соответствии с 5.3.2.
5.3.2 Штанги
должны упаковываться в транспортные пакеты.
В каждый пакет
упаковывают штанги только одной марки стали, одного вида термической обработки,
одного диаметра, одной длины, с муфтами одного исполнения и класса.
Открытая резьба
штанг и муфт, а также их контактные поверхности должны быть защищены
предохранительными колпачками или пробками от повреждений и от скопления в них
грязи и влаги.
5.3.3
Конструкция пакетов должна обеспечивать предохранение штанг от искривления (за
пределы упругой деформации) при транспортировании и хранении.
В пакетах не
допускается соприкасание поверхностей тела штанг между собой. Концы штанг с
муфтами должны быть сориентированы в одну сторону.
5.3.4 Штанги
должны укладываться в пакеты рядами и скрепляться поперечными стяжками,
включающими бруски со стяжными болтами, деревянные прокладки между рядами и
строповочные приспособления.
Допускается при
стяжке брусков вместо болтов использовать металлическую ленту.
Пакеты со
штангами нормальной длины должны иметь не менее пяти поперечных стяжек по длине,
причем первая - на расстоянии 1,5 м от конца с муфтой, последняя - на
расстоянии 1,8 м от противоположного конца штанги, остальные - равномерно между
ними по длине пакета.
Допускаются иные
требования к упаковке по договору между изготовителем и потребителем.
5.3.5 Масса
пакета (брутто) - не более 1500 кг.
Допускается по
заказу потребителя объединение нескольких пакетов в укрупненный транспортный
блок-пакет массой брутто до 3500 кг.
Высота пакета не
должна превышать его ширины.
5.3.6 Каждый
пакет должен иметь паспорт по ГОСТ 2.601, который должен
содержать следующие данные:
наименование
предприятия-изготовителя;
условное
обозначение штанг;
количество штанг
в пакете;
условный номер
плавки;
результаты
заводских механических испытаний материала (сердцевины) штанг;
результаты
определения твердости поверхностей штанг и муфт, подвергнутых поверхностному
упрочнению нагревом ТВЧ, и муфт классов S и SM;
месяц (квартал)
и год выпуска.
Допускается
перечисленные данные дополнять наименованием внешнеторговой организации по
согласованию с ней.
Паспорт должен
предусматривать возможность внесения в него следующих данных:
номеров скважин,
в которые спущены штанги;
дату спуска
штанг в скважину;
подпись мастера,
выполняющего текущий ремонт скважин.
Паспорт,
уложенный в мешок из полиэтиленовой пленки по ГОСТ 10354, должен
помещаться внутри одной из муфт пакета. Муфта, внутри которой находится паспорт,
должна иметь отличительную окраску.
Допускается
отличительную окраску наносить на предохранительную пробку той муфты, внутри
которой помещен паспорт.
По заказу
потребителя паспорт может быть помещен в пенал, закрепляемый проволокой между
рядами штанг пакета.
5.3.7 Каждая
партия должна состоять из штанг одного типоразмера и сопровождаться этикеткой
по ГОСТ 2.601,
содержащей следующие сведения:
наименование
предприятия-изготовителя;
количество штанг
в партии;
количество
пакетов в партии;
условные номера
плавок.
5.3.8 Переводные
или соединительные муфты, поставляемые самостоятельно, должны быть упакованы в
деревянные ящики типа II или III по ГОСТ
2991, массой брутто не более 50 кг. В случае поставки муфт в районы
Крайнего Севера и труднодоступные районы упаковку производят по ГОСТ
15846.
5.3.9 По заказу
потребителя допускается упаковка муфт в ящики по ГОСТ
24634.
5.3.10 Ящик
должен снабжаться упаковочным ярлыком с указанием на нем:
наименования
предприятия-изготовителя;
условного
обозначения муфт;
марки стали;
класса муфт;
исполнения муфт;
количества муфт
в ящике;
месяца
(квартала) и года выпуска.
Допускается
перечисленные данные дополнять наименованием внешнеторговой организации по
согласованию с ней.
6.1 Для проверки
соответствия штанг и муфт требованиям настоящего стандарта предприятие-изготовитель
должно подвергать их приемочному контролю, а штанги также периодическим
испытаниям.
6.2 Штанги и
муфты предъявляются приемочному контролю партиями, содержащими не более 1200
штанг или муфт.
Каждая партия
должна состоять из штанг одного типоразмера, изготовленных из стали одной
плавки, одного вида термической обработки, а каждая партия муфт - из муфт
одного типоразмера, одной марки стали, одного класса и одного исполнения.
6.3 Объем
выборки из партии должен устанавливаться в соответствии с ГОСТ
16493, исходя из заданного значения риска потребителя b = 0,1 и
браковочного уровня качества q = 1,0.
6.4 Отбор
изделий в выборку из проверяемой партии штанг или муфт должен производиться по ГОСТ
18321 с применением метода систематического отбора единиц продукции в
выборку.
6.5 В выборке
должно проверяться каждое изделие, за исключением контроля по 6.7 (перечисления б, в, г, ж), при
котором проверяются две муфты или штанги из выборки.
6.6 Если в
выборке обнаружено хотя бы одно дефектное изделие, партия бракуется в
соответствии с вариантом браковки КЗ по ГОСТ
16493.
При
неудовлетворительных результатах контроля по 6.7 (перечисления б, в, г, ж) хотя бы по одному
показателю разрешается проводить повторный контроль этого показателя на удвоенном
количестве проб, взятых от той же партии.
Допускается одна
повторная закалка штанг. Количество отпусков не ограничивается. После повторной
термообработки партия испытывается, как предъявленная вновь.
6.7 При приемочном контроле проверяют:
а) размеры штанг
(4.2) и муфт (4.5);
б) механические
свойства материалов штанг (5.1.3) и
муфт (5.1.6), а также их химический
состав;
в) глубину и
твердость поверхностного упрочнения штанг и муфт класса S (5.1.4 и 5.1.7);
г) глубину,
твердость и микроструктуру износостойкого покрытия муфт класса SM (приложение Г);
д) качество
износостойкого покрытия муфт класса SM (приложение Г);
е) качество
необработанных поверхностей (5.1.10);
ж) макро- и
микроструктуру штанг (5.1.14 и 5.1.15);
з) кривизну тела
штанги (5.1.18);
и) качество
резьб штанг и муфт (4.7; 5.1.20 - 5.1.22);
к) соосность
резьбы и тела штанги и муфты (5.1.23
и 5.1.24);
л) качество обработанных поверхностей штанг и муфт (5.1.9 и 5.1.26);
м)
перпендикулярность торцев упорных буртов штанги и торцев муфты к осям резьбы
штанги и муфты (5.1.25);
н) маркировку,
консервацию и упаковку штанг и муфт (5.2, 5.3):
6.8 При
периодических испытаниях, проводимых не реже одного раза в год, проверяют
предел прочности (5.1.5) и показатели
надежности (5.1.28) штанг.
Периодическим
испытаниям по 5.1.5 подвергают не
менее двух штанг одного типоразмера от партии, прошедшей приемочный контроль.
Объем выборки
для проверки показателей надежности по 5.1.28
определяется методикой проведения этих испытаний.
7.1 Размеры
штанг, муфт и их резьб по 4.1; 4.2; 4.5 и 4.7, а
также перпендикулярность торцев упорных буртов штанги и торцев муфты к осям
резьбы штанги и муфты по 5.1.25,
проверяют при калибровке штанг и муфт в соответствии с приложением Д.
Допускается
применение иных средств измерения, обеспечивающих необходимую точность
контроля.
7.2 Химический
состав материалов штанг, муфт и покрытий проверяют по сертификатам или
результатам химического анализа.
Химический
анализ проводят по ГОСТ
12344, ГОСТ
12348, ГОСТ
12352, ГОСТ
12354 и ГОСТ
28473.
7.3 Механические
свойства материала сердцевины штанг (5.1.3)
проверяют на образцах, вырезанных из термически обработанных отштампованных
заготовок штанг.
Отрезку следует
производить на участке зоны термического влияния. От каждой заготовки должно
быть взято не менее чем по два образца для каждого вида испытаний.
7.3.1
Статические испытания на растяжение с целью определения временного
сопротивления разрыву, предела текучести, относительного удлинения и
относительного сужения (5.1.3) проводят
по ГОСТ 1497.
7.3.2 Испытание
на ударную вязкость проводят по ГОСТ
9454.
7.4 Твердость
сердцевины отштампованных заготовок штанг (5.1.3),
а также твердость поверхности штанг и муфт, подвергнутых поверхностному
упрочнению нагревом ТВЧ (5.1.4), и муфт
классов S (5.1.7) и SM (приложение Г) проверяют по ГОСТ 9012 и ГОСТ
9013.
При этом на
каждой проверяемой муфте класса SM должно быть
сделано не менее пяти измерений в точках вдоль образующей наружной поверхности,
по которым выводится средний показатель твердости покрытия.
7.5 Глубина
поверхностного упрочнения штанг (5.1.4),
подвергнутых нагреву ТВЧ, должна определяться измерением на темплетах.
7.6
Макроструктуру головок штанг (5.1.14)
проверяют визуально. Допускается применять лупу с пятикратным увеличением.
7.7 Предел
прочности штанг, подвергнутых поверхностному упрочнению нагревом ТВЧ (5.1.5), проверяют испытанием на разрыв натурных
образцов штанг или отрезков штанг длиной не менее 600 мм.
7.8 Длину
незакаленных участков муфт (5.1.7) и
глубину поверхностного упрочнения муфт класса S (5.1.7) проверяют их
измерением на продольных протравленных темплетах муфт.
7.9
Микроструктуру износостойкого покрытия муфт класса SM (приложение Г)
проверяют сравнением с эталоном, изготовленным предприятием-изготовителем и
согласованным с головной организацией-разработчиком муфт.
7.10 Отсутствие
недопустимых дефектов поверхности штанг (5.1.9,
5.1.10) и муфт (5.1.12) проверяют визуально с помощью поверочной
линейки.
7.11 Отсутствие
пережога стали и микроструктуру головок (5.1.15)
проверяют с помощью микроскопа на поперечных шлифах, вырезанных из головки
термически обработанной заготовки штанг на расстоянии от 40 до 80 мм от торца и
из тела заготовки на расстоянии не менее 300 мм от торца.
Допускается
контроль перегрева и пережога стали проводить в изломе по ГОСТ 10243.
7.12 В процессе
нагрева головок штанг под высадку в индукторе ТВЧ должен осуществляться
активный контроль нагрева для обеспечения качества структуры металла (5.1.14 и 5.1.15).
Примечание - Примером активного контроля может служить устройство в
виде термопары, зачеканенной с торца в образец, отрезанный от заготовки штанги,
или установка термопары с автоматической регулировкой и записью температуры при
нагреве в печи.
7.13 Кривизну
тела штанги (5.1.18, 4.2.19) и
соосность резьбы и тела штанги и муфты (5.1.23,
5.1.24) проверяют универсальными
измерительными инструментами или с помощью специальных приспособлений.
7.14 Качество
поверхности резьбы (5.1.22) и других
механически обработанных поверхностей (5.1.26
и приложение Г) проверяют
визуально, а шероховатость поверхности - сопоставлением с эталонами
шероховатости, выполненными в соответствии с требованиями ГОСТ
9378.
7.15 Показатели
надежности проверяют по результатам сбора информации об эксплуатационной
надежности штанг и муфт.
При этом вероятность
безотказной работы штанг определяют по числу их обрывов без учета
эксплуатационных отказов в соответствии с приложением Е за 5 млн. циклов у штанг в количестве 1000 шт.,
изготовленных в период времени продолжительностью не более трех месяцев.
Допускается
подтверждение показателей надежности штанг по результатам подконтрольной
эксплуатации штанг одной марки стали и одного вида термообработки.
7.16
Соответствие маркировки, консервации и упаковки требованиям 5.2, 5.3
проверяют внешним осмотром.
8.1 Пакеты штанг
и ящики с муфтами транспортируют в открытых транспортных средствах автомобильным,
железнодорожным и водным транспортом в соответствии с правилами перевозок,
действующими на транспорте каждого вида, и техническими условиями погрузки и
крепления грузов, установленными для транспорта данного вида.
При проведении
погрузочно-разгрузочных работ в железнодорожные загоны должны выполняться
требования ГОСТ
22235. При этом высота штабеля пакетов не должна превышать 3 м, и
вышележащие пакеты должны соприкасаться с нижележащими только поперечными
стяжками. В каждом штабеле поперечные стяжки пакетов должны быть скреплены
между собой проволочной скруткой от возможного относительного смещения при
транспортировании. Коэффициент загрузки открытого полувагона (применительно к
штангам нормальной длины 8000 м) - до полной вместимости.
Транспортная
маркировка - по ГОСТ 14192 с
указанием мест строповки.
8.1.1 Погрузка,
выгрузка и перевалка пакетов или блок-пакетов должна производиться с помощью
приспособлений, обеспечивающих сохранность штанг в пакетах, и в соответствии с
требованиями приложения К.
8.2
Транспортирование штанг в части воздействия климатических факторов внешней
среды - по группе условий хранения 8 ГОСТ
15150, в части воздействия механических факторов - по ГОСТ 23170:
средняя (С) -
при перевозках любым путем (кроме моря);
жесткая (Ж) -
при морских перевозках.
8.3 Группа
условий хранения - 5 по ГОСТ
15150.
9.1 Штанги и муфты должны эксплуатироваться в соответствии с РД
39-0147213-237 или другим аналогичным руководящим документом, утвержденным в
установленном порядке.
9.2 Область
применения насосных штанг в зависимости от коррозионности продукции скважин,
диаметра скважинного насоса и величины допускаемого приведенного напряжения
приведена в приложении Ж.
9.3 Правила
компоновки штанговых колонн и замены штанг в колонне, а также возможности
применения муфт в колонне труб приведены в приложении Л, а правила обращения со штангами в процессе
эксплуатации - в приложении К.
10.1
Изготовитель гарантирует соответствие штанг и муфт требованиям настоящего
стандарта при соблюдении условий транспортирования, хранения и эксплуатации,
установленных настоящим стандартом и инструкцией по эксплуатации.
Гарантийный срок
эксплуатации штанг и муфт - 6 мес со дня ввода в эксплуатацию.
(справочное)
Таблица А.1
|
Номер и наименование раздела
настоящего стандарта
|
Объем гармонизации стандартов
|
|
1
Область применения
|
Стандарты гармонизированы в части цельных насосных штанг
и штанговых муфт с одноименными резьбовыми концами (соответственно с наружной
и внутренней резьбой на обоих концах.
|
|
Отличие:
Настоящий стандарт не распространяется на составные
штанги, на штанги с разноименными резьбовыми концами (ниппельным и муфтовым),
на устьевые штоки и их муфты и прочие
|
|
4
Конструкция, основные параметры и размеры
|
Гармонизированы конструкция и размеры штанг и муфт.
Отличие:
Дополнительно включены штанги нормальной длиной 8000 мм и
укороченной длины 1000, 1500 и 2000 мм, данные по конструктивной длине штанг,
по массе штанг и муфт. Приведены обозначения штанг и муфт и их резьб в
метрической системе
|
|
5
Технические требования
|
Гармонизированы технические требования к штангам и
муфтам.
Отличие:
Дополнительно включены требования к штангам и муфтам,
упрочненным нагревом ТВЧ; приведены конкретные марки стали для изготовления
штанг и муфт, а в приложении В
приведено их соответствие классификации стандарта API Spec 11В; приведены показатели
безотказной работы штанг и сроки их службы
|
|
6
Правила приемки
|
Гармонизированы правила приемки
|
|
7
Методы контроля
|
Гармонизированы методы контроля.
Отличие:
В настоящем стандарте отсутствует раздел с конструкцией и
размерами калибров
|
|
8
Маркировка, упаковка, транспортирование и хранение
|
Гармонизированы требования к маркировке, упаковке,
транспортированию и хранению штанг
|
|
9
Указания по эксплуатации
|
Гармонизированы указания по эксплуатации.
Отличие:
Дополнительно приведены сведения об области применения
штанг из различных материалов с учетом коррозионности продукции скважин;
допускаемые приведенные напряжения в штангах.
|
(справочное)
Таблица Б.1 В
миллиметрах
|
Условный размер штанг
|
Конструктивная длина L штанг при стандартной длине*
|
|
610
|
915
|
1000
|
1220
|
1500
|
1830
|
2000
|
2440
|
3050
|
3660
|
7620
|
8000
|
9140
|
|
ШН13
|
597
|
902
|
987
|
1207
|
1487
|
1817
|
1987
|
2427
|
3037
|
3647
|
7607
|
7987
|
9127
|
|
ШН16
|
571
|
876
|
961
|
1181
|
1461
|
1791
|
1961
|
2401
|
3011
|
3621
|
7581
|
7961
|
9101
|
|
ШН19
|
581
|
886
|
971
|
1191
|
1471
|
1801
|
1971
|
2411
|
3021
|
3631
|
7591
|
7971
|
9111
|
|
ШН22
|
591
|
896
|
981
|
1201
|
1481
|
1011
|
1981
|
2421
|
3031
|
3641
|
7601
|
7981
|
9121
|
|
ШН25
|
603
|
908
|
993
|
1213
|
1493
|
1823
|
1993
|
2433
|
3043
|
3653
|
7613
|
7993
|
9133
|
|
ШН29
|
603
|
908
|
993
|
1213
|
1493
|
1823
|
1993
|
2433
|
3043
|
3653
|
7613
|
7993
|
9133
|
|
* Значения конструктивных длин округлены до целых чисел.
|
Таблица Б.2
|
Условный размер штанг
|
Масса штанг (без муфт), кг, при
стандартной длине, мм
|
|
610
|
915
|
1000
|
1220
|
1500
|
1830
|
2000
|
2440
|
3050
|
3660
|
7620
|
8000
|
9140
|
|
ШН13
|
1,0
|
1,3
|
1,5
|
1,6
|
2,0
|
2,3
|
2,5
|
2,9
|
3,6
|
4,2
|
8,3
|
8,7
|
9,9
|
|
ШН16
|
1,7
|
2,1
|
2,3
|
2,6
|
3,2
|
3,6
|
4,0
|
4,5
|
5,5
|
6,5
|
12,6
|
13,1
|
15,1
|
|
ШН19
|
2,3
|
3,0
|
3,3
|
3,7
|
4,2
|
5,0
|
5,5
|
6,4
|
7,7
|
9,1
|
17,9
|
18,7
|
21,3
|
|
ШН22
|
3,6
|
4,4
|
4,8
|
5,3
|
6,0
|
7,1
|
7,5
|
8,9
|
10,7
|
12,6
|
24,4
|
25,3
|
29,0
|
|
ШН25
|
5,1
|
6,3
|
6,9
|
7,5
|
8,5
|
9,8
|
10,5
|
12,2
|
14,5
|
16,9
|
32,1
|
33,1
|
38,0
|
|
ШН29
|
5,5
|
6,6
|
7,5
|
8,1
|
9,7
|
11,3
|
12,5
|
14,5
|
17,6
|
20,8
|
41,3
|
43,2
|
49,0
|
(справочное)
В.1 Соответствие
прочностных характеристик материалов штанг, указанных в настоящем стандарте,
классификации материалов штанг, указанной в стандарте API Spec 11В, приведено
в таблице В.1.
Таблица В.1
|
Марка стали
|
Вид термообработки
|
Класс штанг по материалу (стандарт API Spec 11В)
|
|
40 по ГОСТ
1050
|
Нормализация
|
С
|
|
Нормализация с последующим поверхностным упрочнением нагревом
токами высокой частоты (ТВЧ)
|
(Д)
|
|
20Н2М по ГОСТ
4543
|
Нормализация
|
К
|
|
Нормализация с последующим поверхностным упрочнением нагревом
ТВЧ
|
(Д)
|
|
30ХМА по ГОСТ
4543
|
Нормализация и высокий отпуск с последующим поверхностным
упрочнением нагревом ТВЧ
|
(Д)
|
|
15Н3МА
|
Нормализация
|
К
|
|
Нормализация с последующим поверхностным упрочнением нагревом
ТВЧ
|
(Д)
|
|
15Х2НМФ
|
Закалка и высокий отпуск или нормализация и высокий отпуск
|
Д
|
|
15Х2ГМФ
|
Закалка и высокий
отпуск или нормализация и высокий отпуск
|
Д
|
|
14Х3ГМЮ
|
То же
|
Д
|
|
Примечание
- Для штанг, упрочненных нагревом ТВЧ, класс по стандарту
API Spec 11В указан в скобках для
отражения условного отнесения к этому классу при соответствии ему прочностных
(5.1.5) и эксплуатационных
(приложение Ж) характеристик штанг.
|
8.2 Стали марок
15Н3МА, 15Х2НМФ, 15Х2ГМФ и 14Х3ГМЮ выпускают по техническим условиям на них.
8.3 Стали марок
30ХМА, 15Н3МА, 15Х2ГМФ и 14Х3ГМЮ применяют для изготовления штанг условным
размером 19 мм и более.
(справочное)
Г.1 На наружной
поверхности муфт класса SM должно быть
нанесено износостойкое покрытие толщиной не менее 0,25 мм.
Г.2
Химический состав материала покрытия должен соответствовать указанному ниже:
|
Наименование химического
элемента
|
Содержание, %
|
|
мин
|
макс
|
|
Углерод
|
0,5
|
1,00
|
|
Кремний
|
3,5
|
5,50
|
|
Фосфор
|
-
|
0,02
|
|
Сера
|
-
|
0,02
|
|
Хром
|
12,0
|
18,00
|
|
Бор
|
2,5
|
4,50
|
|
Железо
|
3,0
|
5,50
|
|
Кобальт
|
-
|
0,10
|
|
Титан
|
-
|
0,05
|
|
Алюминий
|
-
|
0,05
|
|
Цирконий
|
-
|
0,05
|
|
Никель
|
Следы
|
Г.2.1
Допускается применение для покрытия сплава ПН70Х17С4Р4 в соответствии с ТУ
14-127-185, наносимого газопламенным напылением.
Г.3 Способ
нанесения покрытия должен исключать возможность повреждения накатанной резьбы.
В случае
формирования резьбы режущим инструментом эта операция должна производиться
после нанесения износостойкого покрытия.
Г.4 Твердость
износостойкого покрытия должна составлять 53 … 62 НКСэ.
Г.5
Износостойкое покрытие муфт должно иметь мелкодисперсную однородную
микроструктуру; при этом отношение микротвердости матрицы к микротвердости
зерна - не ниже 0,5.
Г.6
Износостойкое покрытие не должно иметь трещин, пор и прочих нарушений, которые
можно обнаружить при визуальном осмотре.
Следы окалины и
брызги твердого сплава на торцах муфты не допускаются.
Г.7 После
нанесения покрытия поверхность муфты должна быть отшлифована до получения
шероховатости Rz £ 6,3 мкм по ГОСТ
2789.
Г.8
Окончательные размеры муфты с покрытием должны быть в пределах, указанных в
таблицах 2 и 3 настоящего стандарта.
(обязательное)
Таблица Д.1
|
Контролируемые размер и форма
поверхности
|
Средство измерения
|
Нормативный документ (НД)
|
Пояснение к операции контроля
|
|
1 Штанги
|
|
|
|
|
1.1 Внутренний диаметр резьбы d1*
|
Непроходной резьбовой калибр-кольцо
|
НД на калибр или стандарт API Spec 11В
|
Резьбовой калибр-кольцо не
должен навинчиваться на резьбу штанги после третьего поворота
|
|
1.2 Наружный диаметр резьбы d*
|
Проходной резьбовой калибр-кольцо
|
То же
|
Резьбовой калибр-кольцо должен
навинчиваться на резьбу штанги до упора в торец упорного бурта
|
|
1.3 Отклонение от перпендикулярности торца упорного бурта
к оси резьбы штанги
|
Проходной резьбовой калибр-кольцо
|
»
|
Плоский щуп не должен проходить
между торцами упорного бурта и навинченного на штангу резьбового
калибра-кольца
|
|
Плоский щуп размером 0,05 мм
|
ТУ 2-034-22/197-011
|
|
|
1.4 Максимальный и минимальный диаметр зарезьбовой
канавки D1
|
Микрометры МР25; МР50
|
ГОСТ 4381
|
Средства измерения установить
поочередно на наибольший и наименьший размеры диаметра D1 в пределах допуска. При этом
калибр-скоба не должен проходить над контролируемой поверхностью при
измерении наименьшего диаметра D1
|
|
Регулируемый калибр-скоба
|
ГОСТ 2216
|
|
1.5 Максимальный и минимальный диаметры упорного D и подэлеваторного D2 буртов
|
Микрометры МР25; МР50; МР100
|
ГОСТ 4381
|
Средства измерения установить
поочередно на наибольший и наименьший размеры диаметров в пределах допуска.
При этом калибр-скоба не должен проходить над контролируемой поверхностью при
измерении наименьшего диаметра
|
|
Регулируемый калибр-скоба
|
ГОСТ 2216
|
|
1.6 Максимальная и минимальная длина зарезьбовой канавки l2
|
Регулируемый калибр-скоба
|
То же
|
Измерительные поверхности
калибра устанавливаются поочередно на наибольший и наименьший измеряемый
размер или его номинальное значение.
Измеряемая длина должна
находиться в пределах допуска
|
|
1.7 Максимальный и минимальный диаметры тела штанги d0
|
Микрометры МР25; МР50
|
ГОСТ 4381
|
-
|
|
Регулируемый калибр-скоба
|
ГОСТ 2216
|
|
|
1.8 Ширина квадратной шейки S
|
Регулируемый калибр-скоба
|
То же
|
-
|
|
1.9 Максимальная и минимальная длина насосной штанги L
|
Рулетка
|
ГОСТ 7502
|
-
|
|
2 Муфты
|
|
|
|
|
2.1 Наружный диаметр резьбы D*
|
Непроходной резьбовой калибр-пробка
|
НД на калибр или стандарт API Spec 11В
|
Резьбовой калибр-пробка не
должен ввинчиваться в резьбу муфты после третьего поворота
|
|
2.2 Внутренний диаметр резьбы D1*
|
Проходной резьбовой калибр-пробка
|
То же
|
Резьбовой калибр-пробка должен
ввинчиваться в резьбу муфты до упора
|
|
2.3 Отклонение от перпендикулярности торца муфты к оси
резьбы муфты
|
Проходной резьбовой калибр-пробка
|
НД на калибр или стандарт API Spec 11B
|
Плоский щуп не должен проходить
между торцами муфты и ввинченного в нее резьбового калибра-пробки
|
|
Плоский щуп размером 0,05
|
ТУ 2-034-22/197-011
|
|
|
2.4 Максимальный и минимальный диаметры расточек муфты D1 и D2 (наименьший диаметр торцевой контактной поверхности)
|
Штангенциркуль
|
ГОСТ 166
|
-
|
|
Калибр-пробка
|
ГОСТ
14810
|
|
|
2.5 Длина муфты L
|
Микрометры МК100; МК150
|
ГОСТ 4381
|
-
|
|
|
Регулируемый калибр-скоба
|
ГОСТ 2216
|
|
|
2.6 Максимальное и минимальное расстояние между срезами
под ключ S
|
Микрометры МК50; МК100
|
ГОСТ 4381
|
Калибр-скоба не должен
проходить над поверхностью срезов под ключ при установке измерительных
поверхностей на минимальное значение расстояния S
|
|
Регулируемый калибр-скоба
|
ГОСТ 2216
|
|
2.7 Максимальная и минимальная длина среза под ключ S1
|
Регулируемый калибр-скоба
|
То же
|
-
|
|
*
Одновременно контролируют профиль резьбы.
|
(рекомендуемое)
Данные для
расчета вероятности безотказной работы партии штанг (1030 > 1000) за 5 ´ 106
циклов приведены в таблице Е.1.
Таблица Е.1
|
Условный номер скважины
|
Количество штанг из партии в данной скважине
|
Частота двойных ходов в минуту п
|
Время наработки T (5 ´ 106), сутки*
|
Количество обрывов штанг за время T (5 ´ 106)
|
|
1
|
40
|
10,0
|
347
|
1
|
|
2
|
60
|
8,5
|
408
|
-
|
|
3
|
120
|
9,0
|
386
|
2
|
|
4
|
50
|
6,0
|
579
|
-
|
|
5
|
100
|
7,5
|
463
|
-
|
|
6
|
70
|
8,0
|
434
|
-
|
|
7
|
110
|
11,0
|
316
|
-
|
|
8
|
120
|
10,0
|
347
|
1
|
|
9
|
80
|
9,5
|
365
|
-
|
|
10
|
90
|
8,0
|
434
|
-
|
|
11
|
110
|
9,0
|
386
|
-
|
|
12
|
80
|
6,5
|
534
|
1
|
|
Всего
|
1030
|
|
|
5
|
|
* Время наработки штанг в данной скважине (без учета простоев)
за 5 ´ 106 циклов, сутки, - определяется по формуле

|
Вероятность
безотказной работы контрольной партии штанг за 5 ´ 106 циклов

Вывод: требования стандарта в части безотказной работы штанг (5.1.28.1) соблюдены.
(обязательное)
Таблица Ж.1
|
Показатели штанг
|
Условия эксплуатации штанг
|
|
Марка стали
|
Вид термической обработки
|
Группа коррозионности продукции нефтяных скважин
|
Диапазон условных размеров штанговых насосов, мм
|
Допускаемое приведенное
напряжение в штангах, Н/мм2, не более
|
|
40
|
Нормализация
|
Некоррозионная
|
От 27 до 95
|
69
|
|
Нормализация
с последующим поверхностным упрочнением нагревом ТВЧ
|
От 27 до 51
|
118
|
|
От 57 до 95
|
98
|
|
20Н2М
|
Нормализация
|
Некоррозионная
|
От 27 до 95
|
88
|
|
Среднекоррозионная (с присутствием H2S)
|
59
|
|
Нормализация
с последующим поверхностным упрочнением нагревом ТВЧ
|
Некоррозионная
|
От 27 до 51
|
127
|
|
От 57 до 95
|
108
|
|
Среднекоррозионная (при отсутствии H2S)
|
От 27 до 95
|
98
|
|
30ХМА
|
Нормализация
и высокий отпуск с последующим поверхностным упрочнением нагревом ТВЧ
|
Некоррозионная
|
От 27 до 51
|
127
|
|
От 57 до 95
|
108
|
|
Среднекоррозионная
|
От 27 до 95
|
88
|
|
15Н3МА
|
Нормализация
|
Высококоррозионная (с присутствием H2S до 6 %)
|
От 27 до 95
|
118
|
|
Нормализация
с последующим поверхностным упрочнением нагревом ТВЧ
|
Некоррозионная
|
От 27 до 51
|
167
|
|
От 57 до 95
|
147
|
|
Среднекоррозионная (с присутствием H2S)
|
От 27 до 95
|
118
|
|
15Х2НМФ
|
Закалка
и высокий отпуск или нормализация и высокий отпуск
|
Некоррозионная
|
От 27 до 95
|
98
|
|
Среднекоррозионная (при отсутствии H2S)
|
От 27 до 95
|
88
|
|
15Х2ГМФ
|
Закалка
и высокий отпуск или нормализация и высокий отпуск
|
Некоррозионная
|
От 27 до 95
|
98
|
|
Среднекоррозионная (при отсутствии H2S)
|
От 27 до 95
|
88
|
|
14Х3ГМЮ
|
То же
|
Некоррозионная
|
От 27 до 95
|
98
|
|
Среднекоррозионная (с присутствием H2S)
|
От 27 до 95
|
88
|
|
Примечание - Характеристика групп
коррозионности продукции скважин приведена в приложении И.
|
ПРИЛОЖЕНИЕ И
(справочное)
И.1 Условно
некоррозионная (некоррозионная) группа:
а) до 99 %
пластовых вод с минерализацией до 10 г/л при отсутствии растворенных H2S, СО2
и О2;
б) до 50 %
пластовых вод с минерализацией до 50 г/л при отсутствии растворенных H2S, CO2 и О2;
в) безводная
нефть с содержанием H2S до 60 мг/л.
И.2 Среднекоррозионная
группа:
а) до 99 %
пластовых вод с минерализацией до 50 г/л при отсутствии растворенных H2S, CO2 и О2;
б) до 60 %
пластовых вод с минерализацией свыше 50 г/л при отсутствии растворенных H2S, CO2 и О2;
в) до 60 %
пластовых вод с минерализацией до 100 г/л и присутствием H2S, СО2
и О2 (вместе или порознь) до 20 мг/л;
г) до 60 %
пластовых вод с минерализацией до 50 г/л и содержанием H2S до 150 мг/л;
д) безводная
нефть с содержанием H2S до 400 мг/л.
И.3
Высококоррозионная группа:
а) свыше 60 %
пластовых вод с минерализацией более 50 мг/л при отсутствии растворенных H2S, СО2
и О2;
б) свыше 60 %
пластовых вод и присутствием H2S, CO2 и О2
(вместе или порознь);
в) до 60 %
пластовых вод с минерализацией более 100 г/л и присутствием H2S, CO2 и О2 (вместе или
порознь) до 20 мг/л;
г) до 60 %
пластовых вод с минерализацией свыше 50 г/л и содержанием H2S до 150 мг/л;
д) безводная
нефть с содержанием H2S свыше 400 мг/л.
Примечание - Коррозионная активность продукции скважины может зависеть
также от ионного состава растворенных солей, концентрации водородных ионов
(рН), содержания сернистых соединений, температуры продукции и т.п.
(обязательное)
К.1 Штанги до
спуска в скважину должны проверяться внешним осмотром.
Штанги
изогнутые, скрученные и имеющие механические повреждения поверхности должны
быть забракованы.
Выпрямление
изогнутых штанг и зачистка поверхностных повреждений не допускаются.
К.2 Для
проведения спускоподъемных операций со штангами скважина должна быть
оборудована приспособлением для подвешивания штанг или деревянными стеллажами
для укладывания на них штанг.
Стеллажи должны
быть оборудованы таким образом, чтобы не получалось прогибов штанг или
свешивания их концов.
К.3 Штанги
должны укладываться на стеллажах рядами с применением деревянных междурядных
прокладок.
К.4 Штанги со
стеллажей должны подаваться к скважине по одной. Концы штанг нельзя волочить по
земле.
К.5 Захват штанг
при спускоподъемных операциях должен производиться только за головку на участке
радиуса r1 (рисунок 2), а
свинчивание (развинчивание) производить только за квадратную шейку.
Допускается при
подвешивании штанг производить захват штанги (или двух свинченных штанг) за
квадрат.
К.6 Штанговые
элеваторы, крюки, ключи и другие инструменты, применяемые при спускоподъемных
операциях, должны исключать возможность искривления тела штанги у головки,
смятие штанг и других повреждений поверхности.
К.7 Во избежание
заедания резьбы штанг при их свинчивании или развинчивании спускоподъемное
оборудование должно быть отцентрировано над устьем скважины.
К.8 Перед
свинчиванием резьбовых соединений штанг они должны быть очищены от грязи и
смазаны.
К.9 При
развинчивании резьбовых соединений штанг удары по муфте не допускаются. Муфты,
подвергшиеся ударам, должны быть заменены на новые.
К.10 Штанги без
упаковки транспортируют штанговозами или транспортом других видов, имеющим
ровную платформу, превышающую длину штанг.
(рекомендуемое)
Л.1 Компоновка
колонн насосных штанг
Л.1.1 В
зависимости от режима работы штангонасосной установки колонна насосных штанг
может быть одноступенчатой и многоступенчатой.
Каждая ступень
должна состоять из штанг одного типоразмера.
Л.1.2 В
многоступенчатых колоннах, как правило, применяют штанги одной марки стали и
одного вида термической обработки.
Л.1.3 Длина
каждой ступени должна быть подобрана таким образом, чтобы все ступени колонны
были одинаково нагружены по значению приведенного напряжения, а в случае
применения штанг из разных марок стали или вида термической обработки - с
учетом различия в допустимых приведенных напряжениях.
Значение
приведенного напряжения при расчете штанговых колонн рекомендуется принимать в
пределах от 0,75 до 0,9 от допускаемого по приложению Ж.
Длина ступени
должна определяться расчетом, методика которого должна соответствовать
приведенной в руководящих документах, указанных в 9.1.
Л.2 Возможности
применения штанговых муфт внутри колонн насосно-компрессорных труб
Л.2.1 В
зависимости от исполнения муфт возможности их применения внутри колонн
насосно-компрессорных труб приведены в таблице Л.1.
Таблица Л.1 В
миллиметрах
|
Условный размер штанг
|
Наружный диаметр муфт полноразмерных (уменьшенного диаметра)
|
Минимальный условный (наружный) диаметр насосно-компрессорных
труб, внутри которых применяются муфты
|
|
ГОСТ 633
|
API Spec 5CTM
|
|
ШН13
|
(25,4)
|
42
|
42,2
|
|
ШН16
|
(31,8)
38,1
|
48
60
|
50,6
52,4
|
|
ШН19
|
(38,1)
41,3
|
60
60
|
52,4
60,4
|
|
ШН22
|
(41,3)
46,0
|
60
73
|
60,4
73,0
|
|
ШН25
|
(50,8)
55,6
|
73
89
|
73,0
88,9
|
|
ШН29
|
60,3
|
89
|
88,9
|
Л.3 Замена штанг
в колонне
Л.3.1 Отдельные
штанги, оборвавшиеся в процессе эксплуатации, должны быть заменены штангами
того же типоразмера.
В случае одного
или двух обрывов, имеющих место во вновь спущенной колонне штанг, не следует
менять всю колонну или ее ступень.
Полную смену
штанговой колонны или ее ступени следует производить только при увеличении
интенсивности (частоты) обрывов штанг не менее чем в 2 раза.
Л.3.2 При
наблюдении в скважине повышенной частоты обрывов штанг, по сравнению с частотой
обрывов в аналогичных условиях в других скважинах, необходимо выявить причины
этого и принять меры для их устранения.
Л.3.3
Штанги и муфты, достигшие в процессе эксплуатации предельного состояния (5.1.29), должны быть заменены на
новые.
Ключевые слова: насосные штанги,
насосные штанги укороченной длины, штанговые муфты, соединительные муфты,
переводные муфты, штанговая колонна, колонна насосных штанг, технические
условия, допускаемое приведенное напряжение в штангах, группы коррозионности
продукции скважин
