
ГОСУДАРСТВЕННЫЙ
СТАНДАРТ СОЮЗА ССР
МАСТИКИ КЛЕЯЩИЕ КАУЧУКОВЫЕ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 24064-80
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР
ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
РАЗРАБОТАН
Министерством промышленности строительных материалов СССР
ИСПОЛНИТЕЛИ
В. К. Комлев, канд. техн. наук; М. П.
Макотинский, канд. архитектуры; В.
И. Ватажина, канд. техн. наук (руководители темы); А. Д. Сугробкин; А. Т. Бублик, канд. техн. наук; В. С. Горшков, д-р техн. наук; Т. И. Михайлова; А. Н. Алексеева; Ю. М.
Дробышевский, канд. техн. наук; Т.
М. Шапиро, канд. техн. наук; С. З.
Поливода; И. П. Спивак, канд. хим. наук; М. П. Кораблин; Р. М. Ушаков, О. Э. Пфлаумер, канд. техн. наук
ВНЕСЕН Министерством
промышленности строительных материалов СССР
Зам. министра Н. П. Кабанов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета
СССР по делам строительства от 28 марта 1980 г. № 41
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
МАСТИКИ КЛЕЯЩИЕ КАУЧУКОВЫЕ
Технические условия
Mastics
adhering rubber.
Specifications
|
ГОСТ
24064-80
Взамен
ГОСТ 5.1907-73
|
Постановлением Государственного комитета СССР по делам строительства от
28 марта 1980 г. № 41 срок введения установлен
с 01.01.1982 г.
Несоблюдение
стандарта преследуется по закону
Настоящий стандарт распространяется
на клеящие каучуковые мастики, представляющие собой вязкую пастообразную
однородную массу и изготовляемые из хлоропренового каучука, модифицированного
нетемнеющим антиоксидантом, инденкумароновой смолы, наполнителей и
растворителей.
Мастики предназначаются для
приклеивания поливинилхлоридных и резиновых рулонных и плиточных покрытий
полов, нитролинолеума, паркета, а также профильных погонажных изделий и
уплотняющих герметизирующих прокладок.
1.1. Клеящие каучуковые
мастики в зависимости от содержания хлоропренового каучука и области применения
должны выпускаться следующих марок, указанных в табл. 1.
Таблица 1
|
Марка
мастики
|
Содержание хлоропренового каучука, %
|
Область применения
|
|
КН-2
|
18,0-22,0
|
Для
приклеивания резинового линолеума и резиновых плиток, герметизирующих
уплотняющих прокладок
|
|
КН-3
|
11,0-14,0
|
Для
приклеивания поливинилхлоридного линолеума, резиновых покрытий с пористым слоем,
нитролинолеума, паркета, профильных погонажных изделий
|
Пример
условного обозначения клеящей каучуковой мастики марки КН-2:
Мастика клеящая каучуковая КН-2 ГОСТ 24064-80
2.1. Клеящие каучуковые мастики
должны изготовляться в соответствии с требованиями настоящего стандарта по
технологическим регламентам, утвержденным в установленном порядке.
2.2. Показатели
физико-механических свойств мастик должны соответствовать нормам, указанным в
табл. 2.
Таблица 2
|
Наименование
показателя
|
Норма для мастики марки
|
|
КН-2
|
КН-3
|
|
высшей категории качества
|
I категории качества
|
высшей категории качества
|
I категории качества
|
|
Прочность
соединения между бетонным основанием и приклеиваемым материалом (клеящая
способность), МПа (кгс/см2), не менее:
|
|
|
|
|
|
через
24 ч после склеивания образцов
|
0,15 (1,50)
|
0,12 (1,20)
|
0,22 (2,20)
|
0,14 (1,40)
|
|
через
72 ч после склеивания образцов
|
0,28 (2,80)
|
0,24 (2,40)
|
0,32 (3,20)
|
0,30 (3,00)
|
|
Вязкость
на ротационном экспресс-вискозиметре ЭВ-3, Па·с (Пз)
|
2-9 (20-90)
|
2-9 (20-90)
|
2-9 (20-90)
|
2-9 (20-90)
|
|
Содержание
летучих компонентов по массе, %, не более
|
45
|
60
|
45
|
50
|
2.3. Мастика должна быть
однородной массой. Для мастики I категории качества не допускается более 5, а
для мастики высшей категории качества - более 3 легко разминаемых включений на поверхности
пластинки площадью 100-110 см2.
2.4. Вязкость мастик
допускается определять на вискозиметре типа ВЗ-246. Вязкость мастик не должна
превышать 100 с.
3.1. Мастики должны
приниматься техническим контролем предприятия-изготовителя партиями. Размер
партии устанавливается в количестве не более сменной выработки на одной
технологической линии.
3.2. Для проверки
соответствия мастики требованиям настоящего стандарта от каждой партии отбирают
5 %, но не менее 3 тарных единиц.
3.3. Пробы из тарных единиц
отбирают равномерно по всей высоте после тщательного перемешивания мастики.
Масса каждой пробы должна быть не менее 0,5 кг. Отобранные пробы соединяют
вместе, перемешивают и получают общую пробу массой не менее 2 кг.
3.4. Для каждой партии
мастики следует определять клеящую способность через 24 ч после склеивания
образцов, вязкость, содержание летучих компонентов, однородность.
3.5. Клеящую способность
мастики через 72 ч после склеивания образцов следует определять при каждом
изменении рецептуры, но не реже одного раза в квартал.
3.6. При получении
неудовлетворительных результатов испытаний мастики хотя бы по одному из
показателей по нему должны быть проведены повторные испытания на удвоенном
количестве проб, отобранных от той же партии.
При неудовлетворительных
результатах повторных испытаний партия мастики приемке не подлежит.
Если при приемке мастики,
которой в установленном порядке присвоен государственный Знак качества,
окажется, что она не удовлетворяет хотя бы одному из показателей, предусмотренных
настоящим стандартом, то мастика приемке по высшей категории качества не
подлежит.
3.7. Потребитель имеет право
проводить контрольную проверку качества мастики в соответствии с требованиями
настоящего стандарта.
4.1. Испытания образцов
мастики проводят при температуре 23±2 °С после предварительного выдерживания их при
этой температуре не менее 3 ч.
4.2. Количество образцов для
определения клеящей способности мастики, содержания летучих компонентов и
однородности должно быть не менее трех для каждого вида испытаний.
4.3. Величину каждого
показателя мастики вычисляют как среднее арифметическое значение результатов
испытания не менее трех образцов.
4.4. Определение клеящей
способности. Сущность метода заключается в определении нормально приложенной к
плоскости склейки нагрузки при отрыве образца линолеума от бетонной плитки.
Клеящую способность мастики
марки КН-3 определяют по прочности склеивания образца поливинилхлоридного
линолеума по ГОСТ 14632-79 или поливинилхлоридных плиток по ГОСТ 16475-81 с
бетонной плиткой, а клеящую способность мастики марки КН-2 определяют по
прочности склеивания образца резинового линолеума по ГОСТ 16914-71 с бетонной
плиткой.
4.4.1. Аппаратура
Для проведения испытаний
применяют разрывную машину, которая должна обеспечивать:
погрешность измерения
нагрузки -1 %;
измерение нагрузки в
диапазоне, исключающем первые и последние 10 % шкалы;
постоянную скорость
раздвижения захватов, равную 100 мм/мин.
Разрывная машина должна быть
укомплектована дополнительными захватами, изображенными на черт. 1.
4.4.2. Подготовка образцов к испытанию
Полоску линолеума размером
(50×30)±1,0 мм для придания ей
жесткости наклеивают лицевой поверхностью на деревянную пластинку толщиной 5-8
мм (доска, фанера, древесноволокнистая плита) тех же размеров. Приклеивание
проводят не менее чем за четверо суток до проведения испытания клеем,
обеспечивающим более высокую прочность их склеивания, чем испытуемая мастика.
Для изготовления бетонных
плиток размером 50×30×15 мм применяют бетон марки 200.
На образец линолеума и на
бетонную плитку испытуемую мастику в количестве 0,2-0,3 г наносят равномерным
слоем и выдерживают на воздухе 6-7 мин (до отлипа). Затем плитку с линолеумом
крестообразно приклеивают к бетонной плитке и прижимают место склеивания грузом
в 1,0 кг.
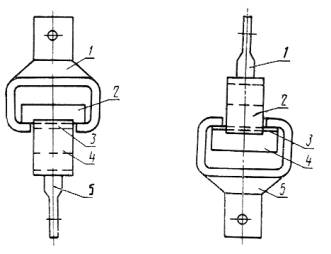
1 - верхний захват; 2 - бетонная плитка; 3 -
образец линолеума; 4 - деревянная
плитка; 5 - нижний захват
Черт. 1
Для приклеивания линолеума
могут быть использованы обе стороны бетонной плитки.
Подготовленный образец
выдерживают при температуре 23±2 °С в течение 24 и 72 ч.
4.4.3. Проведение испытания
В верхний захват разрывной
машины вставляют бетонную плитку образца, а в нижний - пластинку с линолеумом и
проводят отрыв приклеенного линолеума от бетонной плитки при скорости движения
захватов 100 мм/мин.
4.5. Обработка результатов
Клеящую способность мастики  в МПа
(кгс/см2) вычисляют по формуле
в МПа
(кгс/см2) вычисляют по формуле

где Р - нагрузка
по показанию разрывной машины, при которой происходит отрыв линолеума от
бетонной плитки, Н (кгс);
S - площадь склеивания
линолеума с бетонной плиткой, см2
4.6. Определение вязкости
Вязкость мастики определяют через
2 ч после изготовления. Вязкость мастики определяют как отношение напряжения
сдвига на поверхности вращающегося в мастике цилиндра-деформатора к скорости
сдвига на его поверхности.
4.6.1. Аппаратура
Ротационный портативный
экспресс-вискозиметр ЭВ-3 с погрешностями измерений, не превышающими ±7 %, в
комплекте с тремя цилиндрами-деформаторами диаметром 5,15 и 45 мм.
Сосуд для мастик диаметром
130 и высотой 120 мм.
Вискозиметр ЭВ-3
схематически изображен на черт. 2.
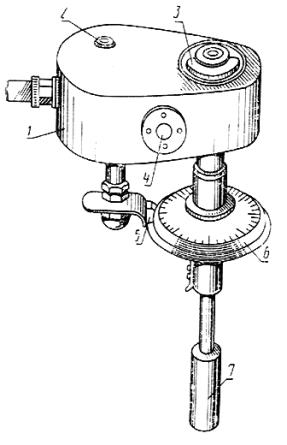
Черт. 2
Ротационный
экспресс-вискозиметр ЭВ-3 состоит из следующих частей: корпуса прибора 1;
переключателя скорости вращения цилиндра-деформатора 2; пружинного привода с
ключом завода 3; кнопки пуска и остановки прибора 4; тормоза 5, включаемого и
выключаемого одновременно с пуском и остановкой прибора; узла измерителя
моментов сопротивления 6, состоящего из верхнего диска со шкалой и нижнего - со
стрелкой-указателем, спиральной пружины между ними и механизма определения
числа поворотов дисков; цилиндра-деформатора 7.
4.6.2. Подготовка к испытанию
В узле измерителя моментов
сопротивления 6 закрепляют цилиндр-деформатор диаметром 45 мм (при повышенной
вязкости следует использовать цилиндр диаметром 15 мм). Поворотом переключателя
2 устанавливают скорость вращения цилиндра-деформатора 40 об/мин и ключом
полностью заводят привод.
Стрелку-указатель нижнего
диска узла измерителя моментов сопротивления устанавливают против нуля шкалы
верхнего диска.
Уровень исследуемой мастики
должен быть на расстоянии не более 20 мм от верхней кромки сосуда. Перед
измерением мастику тщательно перемешивают.
4.6.3. Проведение испытания
При испытаниях необходимо
выдерживать вертикальность оси цилиндра-деформатора. Зазор между
цилиндром-деформатором, стенками и дном сосуда должен быть не менее 40 мм.
Цилиндр-деформатор вискозиметра погружают в мастику на 1-2 мм ниже верхней его
кромки. Нажатием на кнопку 4 включают вискозиметр. При вращении
цилиндра-деформатора за счет вязкости мастики происходит смещение нижнего диска
по отношению к верхнему. После 4 оборотов цилиндра-деформатора резко отпускают
кнопку 4 для остановки прибора и снимают показание со шкалы верхнего диска
измерителя моментов.
4.6.4. Обработка результатов
По показаниям прибора с
помощью монограммы (прилагаемой к прибору) в зависимости от диаметра
цилиндра-деформатора и скорости его вращения определяют вязкость в паузах с
точностью до 1 Пз. Расхождение между параллельными измерениями не должно быть
более 5 %.
За результат испытаний
принимают среднее арифметическое значение трех параллельных измерений.
4.7. Вязкость мастик на
вискозиметре типа ВЗ-246, диаметр сопла 6,0 мм, определяют по ГОСТ
8420-74, при этом мастику разбавляют растворителем в соотношении по массе
4:1 (мастика : растворитель). В качестве растворителя применяется смесь бензин
: этилацетат в соотношении 1:1.
4.8. Определение содержания летучих компонентов
Сущность метода заключается
в нагревании навески мастики при заданной температуре до постоянной массы.
Содержание летучих
компонентов определяют по ГОСТ 17537-72, при этом мастику массой около 1 г
наносят на пластинку размерами 50×50 мм. Испытания проводят при
температуре 110±5 °С.
4.9. Однородность мастики
определяют визуально, наливая 2,5-3,5 г ее на стеклянную пластинку размером
9×12 см слоем толщиной не более 1 мм и просматривая невооруженным глазом.
5.1. Готовую мастику массой нетто
до 250 кг упаковывают в герметически закрывающиеся железные бочки по ГОСТ
13950-84, ГОСТ 6247-79, ГОСТ 17366-80, фляги по ГОСТ 5799-78, металлические
бидоны по ГОСТ 20882-75.
Мастику массой нетто от 1 до
10 кг упаковывают в герметически закрывающиеся металлические банки по ГОСТ
6128-81.
По согласованию с
потребителем допускается упаковка мастики в другую герметически закрывающуюся
тару из материала, не вступающего в химическое взаимодействие с мастикой.
5.2. Банки с мастикой массой
нетто от 1 до 10 кг должны быть упакованы в деревянные ящики по ГОСТ 18573-86.
Масса брутто ящика должна быть не более 50 кг.
5.3. Степень заполнения тары
должна составлять не более 96 % от общего объема тары.
5.4. На каждое тарное место
должна быть наклеена этикетка, на которой должно быть указано:
наименование организации, в
систему которой входит предприятие-изготовитель;
наименование и адрес
предприятия-изготовителя;
наименование, марка мастики;
масса брутто и нетто;
номер партии;
дата изготовления (число,
месяц, год);
обозначение настоящего
стандарта;
срок хранения.
На этикетке должны быть
крупные надписи "ОГНЕОПАСНО" и "ВЗРЫВООПАСНО", приведена
краткая инструкция по применению мастики и изображен государственный Знак
качества, присвоенный в установленном порядке для мастики.
5.5. На каждом ящике с
банками дополнительно должно быть указано:
масса нетто банки;
количество банок в ящике.
5.6. Каждая партия мастики
должна сопровождаться инструкцией по применению и документом о качестве
установленной формы с указанием:
наименования организации, в
систему которой входит предприятие-изготовитель;
наименования и адреса
предприятия-изготовителя;
наименования продукции,
марки;
номера партии и даты
изготовления, результатов испытаний;
срока хранения;
обозначения настоящего
стандарта.
5.7. Вся
товаросопроводительная документация для мастики высшей категории качества
должна иметь изображение государственного Знака качества, присвоенного в
установленном порядке.
5.8. Мастику транспортируют
всеми видами транспорта в крытых транспортных средствах в соответствии с
действующими "Правилами перевозок грузов".
Транспортирование мастики
при температуре ниже минус 20 °С более трех суток не допускается.
5.9. Мастика должна
храниться при температуре от 5 до 30 °С при соблюдении правил хранения легковоспламеняющихся
материалов.
При хранении мастика должна
быть защищена от прямого воздействия солнечных лучей.
6.1. Клеящие каучуковые
мастики являются огне- и взрывоопасными.
6.2. Клеящие каучуковые
мастики токсичны. Превышение предельно допустимых концентраций летучих веществ
раздражает слизистые оболочки дыхательных путей. Систематическое попадание
мастики на кожу может привести к дерматитам и экземам.
6.3. Содержание вредных
веществ: стирола, нафталина, бензина и этилацетата, выделяемых клеящими
мастиками, в воздухе рабочей зоны не должно превышать установленных предельно
допускаемых концентраций, указанных в ГОСТ 12.1.005-76.
Определение вредных
концентраций стирола, выделяемого мастиками, производится в соответствии с Методическими
указаниями на определение стирола в воздухе, утвержденными Минздравом СССР 5
августа 1976 г., № 1493-76, нафталина - техническими условиями на метод
определения нафталина в воздухе, утвержденными Минздравом СССР 16 мая 1969 г.,
№ 802-69, бензина - Методическими указаниями на определение органических
веществ в воздухе, утвержденными Минздравом СССР 5 августа 1976 г., № 1492-76 и
этилацетата - техническими условиями на определение вредных веществ в воздухе,
утвержденными Минздравом СССР 2 октября 1964 г.
6.4. В соответствии с ГОСТ
12.1.007-76 клеящие мастики относятся к третьему классу опасности.
6.5. Пожароопасность мастик
определяется содержащимися в них компонентами: бензином и этилацетатом.
6.6. Пределы взрываемости
объемной доли паров, содержащихся в смеси с воздухом, температура вспышки в
закрытом тигле и самовоспламенение бензина приведены в ГОСТ 443-76.
Температура вспышки в
открытом тигле, область и температурные пределы воспламенения этилацетата
приведены в ГОСТ 8981-78.
6.7. Определение температуры
самовоспламенения паров в воздухе производится по ГОСТ 12.1.044-84, температура
вспышки в закрытом тигле и воспламенения - по ГОСТ 12.1.021-80 и температурных
пределов воспламенения паров в воздухе - по ГОСТ 12.1.022-80.
6.8. В случае загорания
клеящей мастики следует применять огнетушитель, асбестовое полотно, тальк или
песок. При тушении пользоваться водой запрещается.
6.9. При работе с клеящей мастикой
должны быть обеспечены безопасные для работающих условия в соответствии с
требованиями СНиП III-А.11-70 "Техника безопасности в строительстве".
6.10. Режим слива и налива
мастик должен соответствовать указанным в "Правилах защиты от статического
электричества в производствах химической, нефтехимической и
нефтеперерабатывающей промышленности", утвержденных Госстроем СССР, ЦК
профсоюза рабочих нефтяной и химической промышленности и Госгортехнадзором
СССР.
7.1. Клеящие каучуковые
мастики должны применяться в соответствии с инструкцией по применению,
включающей раздел по технике безопасности.
7.2. При работе с мастикой
необходимо применять индивидуальные средства защиты в соответствии с типовыми
отраслевыми нормами, утвержденными Государственным комитетом СССР по труду и
социальным вопросам и Президиумом ВЦСПС от 30 декабря 1959 г. № 1097/П-27.
8.1.
Предприятие-изготовитель гарантирует соответствие мастик требованиям настоящего
стандарта при соблюдении условий хранения и транспортирования.
8.2. Гарантийный срок
хранения мастик - 2,5 месяца со дня изготовления.
8.3. По истечении
гарантийного срока хранения мастика перед применением должна быть проверена на
соответствие ее требованиям настоящего стандарта.
СОДЕРЖАНИЕ
