МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
|
Основные нормы
взаимозаменяемости
РЕЗЬБА КОНИЧЕСКАЯ
ВЕНТИЛЕЙ И БАЛЛОНОВ ДЛЯ ГАЗОВ
Basic norms of interchangeability. Taper
screw thread of valves and gas cylinder
|
ГОСТ
9909-81
|
Дата введения 01.01.83
1. Настоящий стандарт
распространяется на коническую резьбу с конусностью 3:25, применяемую для
вентилей и газовых баллонов, и устанавливает профиль, основные размеры и
предельные отклонения размеров, а также ее обозначение.
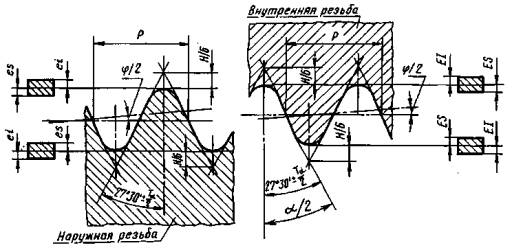
2. Номинальный
профиль резьбы (наружной и внутренней) и размеры его элементов должны
соответствовать указанным на черт. 1 и в табл. 1.

|
Конусность 2tg j/2=3:25; j=6°52¢4¢¢; j/2=3°26¢2¢¢; d - наружный (номинальный) диаметр наружной резьбы
(вентиля); d1 - внутренний диаметр наружной резьбы; d2 - средний диаметр
наружной резьбы; D - наружный (номинальный) диаметр внутренней резьбы
(баллона); D1 - внутренний диаметр внутренней резьбы; D2
- средний диаметр внутренней
резьбы; Р - шаг резьбы; j - угол конуса; j/2 - угол уклона; Н - высота исходного
треугольника; Н1 - рабочая высота профиля; R -
радиус закругления вершины и впадины резьбы.
Биссектриса угла профиля резьбы перпендикулярна к
образующей конуса.
Шаг резьбы определяется по линии, параллельной
образующей конуса.
В основной плоскости средний диаметр резьбы имеет
номинальное значение.
Черт. 1
|
Таблица
1
В
миллиметрах
|
Шаг Р
|
Н =
0,960491 Р
|
Н1 = 0,640327 Р
|

|
R =
0,137329 Р
|
|
1,814
|
1,742331
|
1,161553
|
0,290388
|
0,249115
|
Примечания:
1. Количество шагов на длине 25,4 мм - 14.
2. Числовое значение шага резьбы
определено из соотношения  с округлением до
третьего знака после запятой и принято в качестве исходного при расчете
размеров.
с округлением до
третьего знака после запятой и принято в качестве исходного при расчете
размеров.
3. Основные
размеры резьбы должны соответствовать указанным на черт. 1, 2 и в табл. 2.

l1 - рабочая длина резьбы; l2
- длина наружной резьбы от торца до основной плоскости; l3 -
длина внутренней резьбы
Черт. 2
Таблица 2
В миллиметрах
|
Номинальный диаметр резьбы d
|
Шаг Р
|
Диаметр резьбы в основной плоскости
|
Длина резьбы
|
|
d = D
|
d2 = D2
|
d1 = D1
|
l1, не менее
|
l2
|
|
19,2
|
1,814
|
19,2
|
18,036
|
16,872
|
24
|
16,000
|
|
27,8
|
27,8
|
26,636
|
25,472
|
26
|
17,667
|
|
30,3
|
30,3
|
29,136
|
27,972
|
4. Длину резьбы l3 в горловине баллона (см. черт.
2) устанавливают конструктивно, выполняя резьбу сквозной или с длиной,
обеспечивающей ввинчивание вентиля.
Допускается
увеличение длины резьбы l1 (см. табл. 2) с учетом конструкции
вентиля и требований ГОСТ
949.
Примечание.
Стандарт не определяет конструкцию вентиля за пределами длины резьбы l1.
В частности, вместо сбега резьбы допускается выполнять канавку.
5. В условное
обозначение конической резьбы вентилей и баллонов для газа должны входить буква
W и номинальный диаметр резьбы.
Например: W19,2.
6. Осевое
смещение основной плоскости Dl2 наружной и внутренней резьб (черт. 3)
от ее номинального расположения не должно превышать ±1,5 мм.
С целью
повышения срока службы газовых баллонов их резьбу рекомендуется изготовлять с
отрицательным смещением основной плоскости (-Dl2).
Примечание.
Осевое смещение основной плоскости является суммарным результатом отклонений
среднего диаметра, шага, угла наклона боковой стороны профиля и угла конуса
резьбы.
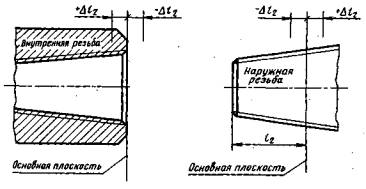
Черт. 3
7. Предельные отклонения некоторых параметров резьбы
приведены в справочном приложении.
ПРИЛОЖЕНИЕ
Справочное
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ
НЕКОТОРЫХ ПАРАМЕТРОВ РЕЗЬБЫ
Предельные
отклонения некоторых параметров резьбы, приведенные на чертеже и в таблице,
являются исходными при проектировании резьбообразующего инструмента и расчете
калибров и не контролируются на резьбе, если это не установлено особо.
|
es - верхнее отклонение
среза вершины и впадины наружной резьбы; ES - верхнее отклонение среза
вершины и впадины внутренней резьбы; ei - нижнее отклонение среза вершины и
впадины наружной резьбы; EI - нижнее отклонение среза вершины и впадины
внутренней резьбы; Тa - допуск угла наклона
боковой стороны профиля резьбы
|
В миллиметрах
|
Номинальный диаметр резьбы d
|
Предельные отклонения
|
|
среза 
|
шага Р на длине
|
угла a/2
|
разности средних диаметров
на длине l2
|
|
вершины
|
впадины
|
12,7
|
l2 и l3
|
наружной резьбы
|
внутренней резьбы
|
для наружной резьбы
|
для внутренней резьбы
|
|
es=ES
|
ei=EI
|
es=ES
|
ei=EI
|
±Тр
|

|
|
19,2;
27,8;
30,3
|
+0,025
|
-0,025
|
+0,025
|
-0,025
|
0,04
|
0,07
|
1°
|
1°30¢
|
+0,07
-0,03
|
-0,07
+0,03
|
Примечания:
1. Значение Тр относится к расстоянию между любыми
витками резьбы.
2. Значения разности средних диаметров
на длине l2 в
стандарте не приведены и являются расчетными величинами.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной
и инструментальной промышленности
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ
Постановлением Государственного комитета СССР по стандартам от 22.12.81 № 5566
3. Взамен ГОСТ 9909-70 в части разд. 1 и 2
4. Стандарт полностью соответствует СТ СЭВ 2056-79
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД,
на который дана ссылка
|
Номер пункта
|
|
ГОСТ
949-73
|
4
|
6. ПЕРЕИЗДАНИЕ
