| |
Государственный
комитет СССР по Стандартам
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
выбор универсальных средств
измерений ЛИНЕЙНЫХ РАЗМЕРОВ
до 500
мм
(По
применению ГОСТ 8.051-81)
РД
50-98-86
Москва
Издательство
Стандартов
1987
РАЗРАБОТАНЫ И
ВНЕСЕНЫ Всесоюзным научно-исследовательским и конструкторским институтом
средств измерения в машиностроении (ВНИИизмерения); Московским ордена Трудового
Красного Знамени станкоинструментальным институтом (Мосстанкин).
ИСПОЛНИТЕЛИ:
Д-р техн. наук Н.Н. Марков (руководитель темы), канд.
техн. наук П.А. Сацердотов, канд. техн. наук Г.Б. Кайнер.
УТВЕРЖДЕНЫ И
ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам
от 8 июля 1986 г. № 2035.
РУКОВОДЯЩИЙ НОРМАТИВНЫЙ ДОКУМЕНТ
|
МЕТОДИЧЕСКИЕ
УКАЗАНИЯ
|
РД
50-98-86
|
|
Выбор универсальных
средств измерений
|
|
|
линейных размеров до 500
мм
|
Взамен
|
|
(По применению ГОСТ 8.051-81)
|
РДМУ 98-77
|
Утверждены Постановлением Госстандарта от 8 июля 1986 г. № 2035, срок
введения установлен
с 01-07-87
Настоящие методические указания предусматривают выбор
средств измерений линейных размеров (диаметров и длин) и величин радиального и
торцового биения в диапазоне размеров до 500 мм.
Выбор средств измерений, с учетом условий измерений,
по настоящим методическим указаниям обеспечивает измерение диаметров и длин с
погрешностями, не превышающими значений, допускаемых ГОСТ
8.051-81.
Содержание
ГОСТ
8.051-81 установлены:
а) значения допускаемых погрешностей измерений,
б) приемочные границы с учетом допускаемых
погрешностей измерений.
1.1. Значения допускаемых погрешностей измерений.
В стандарте содержатся значения допускаемых
погрешностей измерений, установленные в зависимости от номинальных размеров и
допусков на изготовление. Значения погрешностей установлены для квалитетов
IT2-IT17, для номинальных размеров до 500 мм. Величины погрешностей приняты
равными от 20 % (для IT10 и грубее) до 35 % (для IT2-IT5) с округлениями,
учитывающими реальные значения погрешностей измерений измерительными
средствами.
Допускаемые погрешности измерений, установленные
стандартом, охватывают не только погрешности измерительных средств, но и
составляющие от других источников погрешности, оказывающих влияние на
погрешность измерения (установочные меры, базирование, температурные деформации
и т.д.).
Допускаемые погрешности измерений относятся к
случайным и неучтенным систематическим погрешностям измерений. Случайную
составляющую погрешности можно выявить практически при всех видах измерений. Однако
эту часть погрешности иногда принимают за всю погрешность измерения. Вот почему
в стандарте было признано необходимым отдельно указать, что случайная часть
погрешности измерения не должна превышать 0,6 от нормируемой допускаемой
погрешности измерения. Ограничивать неучтенную систематическую погрешность
измерения не представляется возможным, поскольку для ее непосредственного
определения необходимо иметь образцовые меры, что, особенно при точных
измерениях, практически невозможно сделать.
Допускаемые значения случайной погрешности измерения,
установленные в стандарте, приняты равными 2s.
Допускаемые погрешности измерений нормируются вне
зависимости от способа измерения размеров диаметров и длин при приемочном
контроле.
1.2. Приемочные границы с учетом нормируемых
допускаемых погрешностей измерений
Приемочные границы, т.е. значения размеров, по
которым производится приемка изделий, следует в соответствии со стандартом
устанавливать с учетом влияния допускаемой погрешности измерений. В связи с
этим при назначении допуска на изготовление необходимо учитывать не только
эксплуатационные условия работы и возможности технологического процесса
обработки в отношении точности, но и возможные погрешности измерений. Другими
словами, допуск на размер следует рассматривать как допуск на сумму
погрешностей технологического процесса, которые не дают возможности получить
абсолютно точное значение размера, в том числе и из-за погрешности измерений.
Влияние погрешности измерений на результаты
разбраковки рассмотрено в приложении 2 к ГОСТ
8.051-81 и в разд. 2.4 настоящих
методических указаний, где даны графики, позволяющие определить вероятное
количество неправильно принимаемых и неправильно бракуемых деталей, а также
выход за границу допуска размера у неправильно принятых деталей. Кроме того,
приведены таблицы экстремальных значений этих параметров, зависящих только от
погрешности измерений. Этих данных вполне достаточно конструктору для того,
чтобы оценить в какой мере допускаемая погрешность измерения, в случае
проявления ее предельным значением, может исказить характер сопряжения и
повлиять на эксплуатационные свойства детали.
Для учета влияния погрешностей измерений стандартом
предусмотрены два возможных варианта установления приемочных границ (рис. 1).
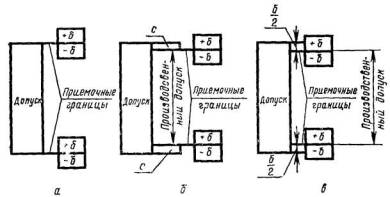
Рис. 1. Расположение приемочных
границ:
а -
без производственного допуска; б - производственный допуск определен
в зависимости от параметров разбраковки; в -
производственный допуск по ГОСТ
8.051-81
В первом варианте
приемочные границы устанавливают совпадающими с нормируемыми предельными
значениями проверяемого размера (рис. 1а), т.е. возможное влияние погрешности
измерения учитывается конструктором при выборе квалитета и вида посадки. Этот
вариант в стандарте является основным и вполне соответствует принятой
международной практике.
Во втором варианте приемочные границы устанавливают с
введением производственного допуска, т.е. нормируемые предельные значения
размера смещают внутрь допуска с учетом возможного влияния погрешности
измерения.
Смещение не должно превышать половины нормируемой в
стандарте допускаемой погрешности измерений (рис. 1в). Этот вариант менее
предпочтителен, поскольку вносит определенные затруднения при оформлении
документации и приводит к забракованию части годной продукции. Этот способ,
хотя и редко, но используют в практике. В приложении 3 к стандарту
рекомендуется, если необходимо, вводить производственный допуск, смещая
приемочные границы на величину возможного выхода размера за границу поля
допуска в зависимости от точности технологического процесса и погрешности
измерения (рис. 1б). Значения этих величин можно определить по графикам, приведенным
в приложении 2 к стандарту или в разд. 2.4
настоящих методических указаний.
В стандарте нормированы требования к арбитражной
перепроверке принятых деталей, при которой предусматривается выявление погрешности
измерения. Арбитражная перепроверка принятых деталей должна осуществляться с
погрешностью измерения, не превышающей 30 % предельной погрешности измерения,
допускаемой при приемке. При этом допускается обнаружение среди годных
определенного количества деталей, размеры которых выходят за границы поля
допуска, но не более чем на половину значения допускаемых погрешностей
измерения. Таким образом, учитывают только возможное влияние допускаемой
погрешности измерений, однако это не дает разрешения расширить допуск на
изготовление, например, при меньшей погрешности измерения. Необходимо иметь в
виду, что допускаемые погрешности измерений установлены исходя из факта
неизбежности существования погрешности измерения и нецелесообразности выявления
размера с высокой степенью точности, когда сам размер задается в относительно
широких пределах.
2.1. Погрешности измерения универсальными
измерительными средствами.
Для проведения измерений с погрешностями, не
превышающими допускаемые ГОСТ
8.051-81 значения, необходимо иметь сведения о значениях погрешностей
измерения различными измерительными средствами в различных условиях их
применения. Такие сведения о погрешностях измерения измерительными средствами,
серийно выпускаемыми специализированными заводами, даны в табл.
I и II.
В табл.
I приведены сведения о погрешностях измерения различными измерительными
средствами наружных размеров, размеров уступов и величин биения, а в табл.
II - сведения о погрешностях измерений внутренних размеров.
При разработке материалов, содержащихся в табл.
I и II,
использованы два принципиальных положения:
измерительным средством одного вида можно выполнить
измерения с различной погрешностью, в зависимости от методики и условий
выполнения измерения;
для выбора измерительных средств и условий выполнения
измерений необходимо оценивать возможные пределы погрешности измерения.
При этом имеется в виду, что измерительное средство
соответствует предъявляемым требованиям и используется оператором, имеющим
навык в работе с ним.
Различные значения погрешностей измерения при
использовании измерительных средств одного и того же вида получены в табл.
I и II
разработкой вариантов использования измерительных средств без учета
методической погрешности измерения.
Погрешности измерений в табл.
I и II
указаны без знаков ±, т.е. указаны абсолютные значения предельных погрешностей
измерения единичным измерительным средством, другими словами, даны предельные
значения, на которые результаты измерения могут отличаться от истинного
значения измеряемой величины.
ТАБЛИЦА
I
Предельные погрешности измерения наружных линейных
размеров, биений и глубин универсальными измерительными средствами
Таблица I.1
|
Средства измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл. VI, VII, VIII
|
Наименование и случаи применения
|
до 500
|
|
1.
|
Линейка
измерительная металлическая с ценой деления 1 мм
|
500
|
Таблица I.2
|
Средства измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
VI
|
Наименование и случаи применения
|
до 10
|
св. 10
до 50
|
св. 50
до 80
|
св. 80
до 120
|
св. 120
до 180
|
св. 180
до 250
|
св. 250
до 500
|
|
2.
|
Штангенциркули
(ШЦ-I, ШЦТ-I, ШЦ-II, ШЦ-III) с отсчетом по нониусу 0,1 мм
|
150
|
150
|
200
|
200
|
200
|
200
|
250
|
|
3.
|
Штангенциркули
(ШЦ-II, ЩЦ-III) с отсчетом по нониусу 0,05 мм
|
100
|
100
|
100
|
100
|
100
|
100
|
-
|
Таблица I.3
|
Средства измерения
|
Варианты использования
|
Температурный режим, °С, для диапазона размеров, мм
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
VI
|
Наименование и случаи применения
|
0-50
|
50-250
|
250-500
|
до 25
|
св. 25 до 50
|
св. 50 до 75
|
св. 75 до 100
|
св. 100 до 125
|
св. 125 до 150
|
св. 150 до 175
|
св. 175 до 200
|
св. 200 до 225
|
св. 225 до 250
|
св. 250 до 275
|
св. 275 до 300
|
св. 300 до 400
|
св. 400 до 500
|
|
4
|
Микрометры
гладкие (МК) с величиной отсчета 0,01 мм при настройке на нуль по
установочной мере
|
а*
|
5
|
5
|
5
|
5
|
10
|
10
|
15
|
15
|
15
|
20
|
20
|
25
|
25
|
30
|
30
|
40
|
50
|
|
б**
|
5
|
2
|
1
|
5
|
5
|
5
|
5
|
10
|
10
|
10
|
10
|
10
|
10
|
10
|
10
|
10
|
10
|
_______________
* Микрометры при работе находятся в руках.
** Микрометры при работе находятся в стойке или обеспечивается надежная
изоляция от тепла рук оператора.
Таблица I.4
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
VI
|
Наименование и случаи применения
|
Вид контакта
|
Используемое перемещение измерительного стержня, мм
|
Класс применяемых концевых мер
|
Температурный режим, °С, для диапазона размеров, мм
|
|
0-50
|
50-100
|
100-200
|
200-500
|
до10
|
св. 10 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 100
|
св. 100 до 180
|
св. 180 до 200
|
св. 200 до 300
|
св. 300 до 400
|
св. 400 до 500
|
|
5
|
Скобы
индикаторные (СИ) с ценой деления 0,01 мм
|
а*
|
Любой
|
3
|
5
|
5
|
5
|
5
|
5
|
10
|
12
|
15
|
15
|
20
|
20
|
25
|
40
|
50
|
60
|
|
б**
|
Любой
|
3
|
4
|
5
|
5
|
5
|
2
|
10
|
10
|
10
|
12
|
12
|
12
|
15
|
18
|
20
|
25
|
|
в**
|
Плоскостный и линейчатый
|
0,1
|
4
|
5
|
-
|
-
|
-
|
6
|
7
|
7
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3
|
-
|
2
|
1
|
1
|
-
|
-
|
-
|
7
|
7
|
7
|
8
|
10
|
10
|
12
|
|
г**
|
Плоскостный и линейчатый
|
0,02-0,03
|
3
|
5
|
2
|
1
|
-
|
5
|
5
|
5
|
5
|
6
|
6
|
7
|
-
|
-
|
-
|
_______________
* Скобы при работе находятся в руках.
** Скобы
при работе находятся в стойке или обеспечивается надежная изоляция от тепла рук
оператора.
Таблица I.5
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
VI
|
Наименование и случаи применения
|
Вид контакта
|
Класс применяемых концевых мер
|
Температурный режим, °С, для диапазона размеров, мм
|
до 25
|
св. 25 до 50
|
св. 50 до 75
|
св. 75 до 100
|
св. 100 до 125
|
св. 125 до 150
|
св. 150 до 175
|
св. 175 до 200
|
св. 200 до 250
|
св. 250 до 300
|
св. 300 до 400
|
св. 400 до 500
|
|
0-50
|
50- 200
|
200- 500
|
|
6
|
Микрометры
рычажные (МР и МРИ) с ценой деления 0,002 мм и 0,01 мм при установке на нуль
по установочной мере и скобы рычажные (СР) с ценой деления 0,002 мм при
настройке на нуль по концевым мерам длины при использовании на всем пределе
измерения
|
а*
|
Любой
|
3
|
5
|
5
|
5
|
4
|
7
|
9
|
12
|
14
|
16
|
18
|
21
|
26
|
30
|
40
|
50
|
|
|
б**
|
"
|
3
|
5
|
2
|
1
|
4
|
4,5
|
5
|
5
|
6
|
7
|
7
|
7
|
7
|
7
|
10***
|
10***
|
|
|
То
же при настройке на нуль по концевым мерам длины и использовании отсчета на
±10 делениях шкалы
|
в**
|
Плоскостный
и линейчатый
|
2
|
5
|
2
|
1
|
2
|
3
|
3
|
3
|
3,5
|
4
|
4,5
|
5
|
4
|
5
|
6
|
7
|
|
|
То
же при настройке на нуль по концевым мерам длины, использовании отсчета на
±(1-2) делениях шкалы и четырехкратном измерении
|
г**
|
"
|
1
|
1
|
0,5
|
0,5
|
0,6
|
0,8
|
0,8
|
1,0
|
1,2
|
1,3
|
1,4
|
1,7
|
1,8
|
2,3
|
2,6
|
3,3
|
_______________
* При работе приборы находятся в руках.
** При работе приборы находятся в стойке или обеспечивается надежная
теплоизоляция от рук оператора.
*** При измерении микрометром рычажным с ценой деления 0,002 мм
погрешность равна соответственно 8 мкм и 9 мкм.
Таблица I.6
|
Средства измерения
|
Вариант использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл. V
и IX
|
Наименование и случаи применения
|
Установочные узлы по ГОСТ
10197-70
|
Используемое перемещение измерительного стержня, мм
|
Класс применяемых концевых мер
|
Температурный режим, °С, для диапазона измеряемых размеров, мм
|
1-3
|
3-6
|
6-10
|
10-18
|
18-30
|
30-50
|
50-80
|
80-120
|
120-180
|
180-250
|
250-315
|
315-400
|
400-500
|
|
1-30
|
30- 120
|
120- 500
|
|
7
|
Индикаторы
часового типа (ИЧ и ИТ) с ценой деления 0,01 мм и пределом измерения от 2 до
10 мм, класс точности 1
|
а
|
До
250 мм - штативы и стойки с диаметром колонки не менее 30 мм и наибольшим
вылетом головки до 200 мм (C-IV; Ш-11Н; ШМ-11Н) Св. 250 мм - штативы с
диаметром колонки не менее 50 мм и наибольшим вылетом головки до 500 мм
(Ш-11В; ШМ-11В)
|
10
|
5
|
5
|
5
|
5
|
15
|
15
|
15
|
15
|
16
|
16
|
18
|
20
|
22
|
25
|
35
|
40
|
45
|
|
б
|
5
|
5
|
5
|
5
|
5
|
12
|
13
|
13
|
13
|
14
|
14
|
15
|
18
|
20
|
25
|
35
|
40
|
45
|
|
в
|
2
|
4
|
5
|
5
|
2
|
10
|
10
|
10
|
10
|
10
|
10
|
12
|
12
|
12
|
14
|
18
|
20
|
22
|
|
г
|
1
|
3
|
5
|
2
|
1
|
8
|
8
|
8
|
8
|
8
|
8
|
8
|
8
|
8
|
9
|
10
|
11
|
12
|
|
д
|
0,1
|
3
|
5
|
2
|
1
|
5
|
5
|
5
|
5
|
5
|
5
|
6
|
6
|
6
|
7
|
9
|
9
|
10
|
|
То
же, класс точности 0
|
е
|
10
|
4
|
5
|
5
|
2
|
12
|
12
|
12
|
12
|
12
|
12
|
13
|
14
|
14
|
15
|
18
|
20
|
22
|
|
ж
|
5
|
4
|
5
|
5
|
2
|
10
|
10
|
10
|
10
|
10
|
10
|
12
|
12
|
12
|
14
|
18
|
20
|
22
|
|
з
|
2
|
3
|
5
|
5
|
2
|
8
|
8
|
8
|
9
|
9
|
9
|
10
|
10
|
10
|
10
|
12
|
14
|
16
|
|
и
|
1
|
3
|
5
|
2
|
1
|
6
|
6
|
6
|
7
|
7
|
7
|
7
|
7
|
7
|
8
|
10
|
10
|
12
|
|
к
|
0,1
|
3
|
5
|
2
|
1
|
4
|
4
|
4
|
4
|
4
|
4
|
5
|
5
|
6
|
7
|
8
|
9
|
10
|
|
Индикаторы
часового типа (ИЧ и ИТ) с ценой деления 0,01 мм и пределом измерения от 2 до
10 мм, класс точности 1, при измерении биений
|
л
|
10
|
-
|
-
|
-
|
-
|
21
|
|
м
|
5
|
-
|
-
|
-
|
-
|
17
|
|
н
|
2
|
-
|
-
|
-
|
-
|
13
|
|
о
|
1
|
-
|
-
|
-
|
-
|
11
|
|
п
|
0,1
|
-
|
-
|
-
|
-
|
8
|
|
р
|
0,02-0,03
|
-
|
-
|
-
|
-
|
6
|
|
То
же, класс точности 0
|
с
|
10
|
-
|
-
|
-
|
-
|
16
|
|
т
|
5
|
-
|
-
|
-
|
-
|
14
|
|
у
|
2
|
-
|
-
|
-
|
-
|
11
|
|
ф
|
1
|
-
|
-
|
-
|
-
|
10
|
|
х
|
0,1
|
-
|
-
|
-
|
-
|
6
|
Таблица I.7
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм
|
|
№ для табл.
IX
|
Наименование и случаи применения
|
Используемый предел измерения, мм
|
|
8
|
Индикаторы
рычажно-зубчатые (ИРБ и ИРТ) с ценой деления 0,01 мм и пределом измерения 0,8
мм при измерении биения
|
а
|
0,8
|
15
|
|
б
|
0,1
|
10
|
|
в
|
0,01-0,02
|
5
|
Таблица I.8
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл. V
и IX
|
Наименование и случаи применения
|
Используемое перемещение измерительного стержня, в мм
|
Установочные узлы по ГОСТ
10197-70
|
Применяемые концевые меры
|
Температурный режим, °С, для диапазона измеряемых размеров, мм
|
|
Класс
|
Разряд
|
1-30
|
30- 120
|
120- 250
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 180
|
св. 180 до 250
|
|
9
|
Головки
рычажно-зубчатые (2ИГ) с ценой деления 0,002 мм и пределом измерения ±0,1 мм;
с настройкой по концевым мерам длины на любое деление
|
а
|
±0,10
|
Штативы*
|
3
|
-
|
5
|
2
|
1
|
3
|
3
|
3
|
3,5
|
3,5
|
3,5
|
4
|
4,5
|
5
|
6
|
|
То
же, с настройкой на нулевое деление
|
б
|
±0,06
|
Стойки**
|
-
|
5
|
2
|
1
|
0,5
|
1,4
|
1,4
|
1,4
|
1,5
|
1,5
|
1,6
|
1,8
|
2,2
|
2,2
|
-
|
|
9
|
Головки
рычажно-зубчатые (2ИГ) с ценой деления 0,002 мм и пределом измерения ±0,1 мм;
при измерении биений
|
в
|
0,04
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
1,4
|
1,4
|
1,4
|
1,4
|
1,4
|
1,4
|
1,4
|
1,8
|
1,8
|
1,8
|
|
10
|
Головки
рычажно-зубчатые (1ИГ) с ценой деления 0,001 мм и пределом измерения ±0,05
мм; с настройкой по концевым мерам длины на любое деление
|
а
|
±0,050
|
Штативы*
|
-
|
5
|
2
|
1
|
0,5
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2,5
|
2,5
|
2,8
|
|
То
же, с настройкой на нулевое деление
|
б
|
±0,030
|
Стойки**
|
-
|
4
|
2
|
0,5
|
0,2
|
0,6
|
0,6
|
0,6
|
0,8
|
0,8
|
0,8
|
0,8
|
1,0
|
1,0
|
-
|
|
Головки
рычажно-зубчатые (1ИГ) с ценой деления 0,001 мм и пределом измерения ±0,05
мм; при измерении биений
|
в
|
0,020
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
1,1
|
1,1
|
1,1
|
_______________
* Штативы с диаметром колонки не менее 30 мм и наибольшим вылетом
головки до 200 мм (Ш-11Н и ШМ-11Н).
** Стойки с пределами измерения 0-160 мм и 0-100 мм и диаметром колонки
не менее 50 мм и не менее 30 мм соответственно (С-II и C-III).
Таблица I.9
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл. V
и IX
|
Наименование и случаи применения
|
Используемое перемещение измерительного стержня, мм
|
Установочные узлы по ГОСТ
10197-70
|
Класс применяемых концевых мер
|
Температурный режим, °С, для диапазона измеряемых размеров, мм
|
|
1-30
|
30-120
|
120-250
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 180
|
св. 180 до 250
|
|
11
|
Индикаторы
многооборотные (2МИГ) с ценой деления 0,002 мм и пределом измерения 2 мм
|
a
|
2
|
Штативы*
|
4
|
5
|
5
|
2
|
5
|
5
|
5
|
6
|
6
|
7
|
8
|
10
|
10
|
12
|
|
б
|
1
|
Штативы*
|
3
|
5
|
2
|
2
|
5
|
5
|
5
|
5
|
5
|
5
|
5
|
6
|
7
|
8
|
|
в
|
0,4
|
Стойки**
|
2
|
5
|
1
|
0,5
|
3
|
3
|
3
|
4
|
4
|
4
|
4
|
4
|
4
|
|
|
То
же, при измерении биений
|
г
|
2
|
Штативы*
|
-
|
-
|
-
|
-
|
6
|
6
|
6
|
6
|
6
|
6
|
6
|
6
|
6
|
6
|
|
д
|
1
|
Штативы*
|
-
|
-
|
-
|
-
|
5
|
5
|
5
|
5
|
5
|
5
|
5
|
5
|
5
|
5
|
|
е
|
0,05
|
Стойки**
|
-
|
-
|
-
|
-
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
-
|
|
12
|
Индикаторы
многооборотные (1МИГ) с ценой деления 0,001 мм и пределом измерения 1 мм
|
a
|
1
|
Штативы*
|
2
|
5
|
1
|
0,5
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
3,5
|
3,5
|
4
|
|
б
|
0,2
|
Стойки**
|
|
5
|
1
|
0,5
|
2
|
2
|
2,2
|
2,5
|
2,5
|
2,5
|
2,5
|
3
|
3
|
|
|
То
же, при измерении биений
|
в
|
1
|
Штативы*
|
-
|
-
|
-
|
-
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
|
г
|
0,05
|
Стойки**
|
-
|
-
|
-
|
-
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
-
|
_______________
* Штативы с диаметром колонки не менее 30 мм и наибольшим вылетом
головки до 200 мм (Ш-11Н и ШМ-11Н).
** Стойки с пределами измерения 0-160 мм и 0-100 мм и диаметром колонки
не менее 50 мм и не менее 30 мм соответственно (C-II и C-III).
Таблица I.10
|
Средства измерения
|
Вариант использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл. V
и IX
|
Наименование и случаи применения
|
Используемые перемещения измерительного стержня, мм
|
Установочные узлы по ГОСТ
10197-70
|
Применяемые концевые меры
|
Температурный режим, °С, для диапазона размеров, мм
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 160
|
|
Класс
|
Разряд
|
1-30
|
30- 120
|
120- 180
|
|
13
|
Головки
измерительные пружинные (микрокаторы) (10ИГП, 10ИГПГ) с ценой деления 0,01 мм
и пределом измерений ±0,30 мм
|
а
|
±0,30
|
С-II*
|
4
|
-
|
5
|
5
|
2
|
6
|
6
|
6
|
7
|
7
|
7
|
8
|
10
|
10
|
|
б
|
0,30
|
С-II*
|
3
|
-
|
5
|
2
|
1
|
4
|
4
|
4
|
4
|
5
|
5
|
5
|
6
|
6
|
|
То
же, при измерении биения
|
в
|
±0,30
|
С-II*
|
-
|
-
|
-
|
-
|
-
|
6
|
6
|
6
|
6
|
6
|
6
|
6
|
6
|
6
|
|
г
|
0,30
|
С-II*
|
-
|
-
|
-
|
-
|
-
|
4
|
4
|
4
|
4
|
4
|
4
|
4
|
4
|
4
|
|
14
|
Головки
измерительные пружинные (микрокаторы) (5ИГП, 5ИГПГ) с ценой деления 0,005 мм
и пределом измерений ±0,15 мм
|
а
|
±0,15
|
С-II*
|
4
|
-
|
5
|
5
|
2
|
5
|
5
|
5
|
5
|
5
|
6
|
7
|
9
|
9
|
|
б
|
0,15
|
С-II*
|
3
|
-
|
5
|
2
|
1
|
3
|
3
|
3
|
3
|
3
|
3
|
4
|
5
|
5
|
|
То
же, при измерении биения
|
в
|
±0,15
|
С-II*
|
-
|
-
|
-
|
-
|
-
|
4
|
4
|
4
|
4
|
4
|
4
|
4
|
4
|
4
|
|
г
|
0,15
|
С-II*
|
-
|
-
|
-
|
-
|
-
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
3
|
|
15
|
Головки
измерительные пружинные (микрокаторы) (2ИГП, 2ИГПГ) сценой деления 0,002 мм и
пределом измерения ±0,060 мм
|
а
|
±0,060
|
С-II*
|
2
|
-
|
2
|
1
|
0,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
2
|
2
|
2,5
|
2,5
|
|
б
|
0,060
|
С-II*
|
2
|
-
|
2
|
1
|
0,5
|
1,0
|
1,0
|
1,0
|
1,5
|
1,5
|
1,5
|
1,5
|
2,0
|
2,0
|
|
То
же, при измерении биения
|
в
|
±0,060
|
С-II*
|
-
|
-
|
-
|
-
|
-
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
|
г
|
0,060
|
С-II*
|
-
|
-
|
-
|
-
|
-
|
1,0
|
1,0
|
1,0
|
1,0
|
1,0
|
1,0
|
1,0
|
1,0
|
1,0
|
|
16
|
Головки
измерительные пружинные (микрокаторы) (1ИГП, 1ИГПГ) с ценой деления 0,001 мм
и пределом измерения ±0,030 мм
|
а
|
±0,030
|
С-II*
|
1
|
-
|
2
|
0,5
|
0,2
|
0,7
|
0,7
|
0,8
|
0,9
|
1,0
|
0,9
|
1,0
|
1,2
|
1,2
|
|
б
|
0,030
|
С-II*
|
1
|
-
|
2
|
0,5
|
0,2
|
0,6
|
0,6
|
0,6
|
0,7
|
0,8
|
0,8
|
0,9
|
1,1
|
1,0
|
|
То
же, при измерении биения
|
в
|
±0,030
|
С-II*
|
-
|
-
|
-
|
-
|
-
|
0,7
|
0,7
|
0,7
|
0,7
|
0,7
|
0,7
|
0,7
|
0,7
|
0,7
|
|
г
|
0,030
|
С-II*
|
-
|
-
|
-
|
-
|
-
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
0,5
|
|
17
|
Головки
измерительные пружинные (микрокаторы) (05ИГП) с ценой деления 0,0005 мм и
пределом измерения ±0,015 мм
|
а
|
±0,015
|
С-I**
|
-
|
3
|
1
|
0,5
|
0,2
|
0,50
|
0,50
|
0,50
|
0,60
|
0,60
|
0,60
|
0,70
|
0,90
|
0,80
|
|
б
|
0,015
|
С-I**
|
-
|
2
|
1
|
0,2
|
0,2
|
0,40
|
0,40
|
0,40
|
0,50
|
0,50
|
0,50
|
0,50
|
0,60
|
0,70
|
|
То
же, при измерении биения
|
в
|
±0,015
|
С-I**
|
-
|
-
|
-
|
-
|
-
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
|
г
|
0,015
|
С-I**
|
-
|
-
|
-
|
-
|
-
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
|
18
|
Головки
измерительные пружинные (микрокаторы) (02ИГП) с ценой деления 0,0002 мм и
пределом измерений ±0,006 мм
|
а
|
±0,006
|
С-I**
|
-
|
2
|
0,5
|
0,1
|
0,1
|
0,30
|
0,30
|
0,30
|
0,40
|
0,40
|
0,40
|
0,40
|
0,50
|
0,60
|
|
б
|
0,006
|
C-I**
|
-
|
2
|
0,5
|
0,1
|
0,1
|
0,30
|
0,30
|
0,30
|
0,35
|
0,35
|
0,35
|
0,40
|
0,50
|
0,50
|
|
То
же, при измерении биения
|
в
|
±0,006
|
C-I**
|
-
|
-
|
-
|
-
|
-
|
0,20
|
0,20
|
0,20
|
0,20
|
0,20
|
0,20
|
0,20
|
0,20
|
0,20
|
|
г
|
0,006
|
C-I**
|
-
|
-
|
-
|
-
|
-
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
|
19
|
Головки
измерительные пружинные (микрокаторы) (01ИГП) с ценой деления 0,0001 мм и
пределом измерений ±0,004 мм
|
а
|
±0,004
|
С-I**
|
-
|
2
|
0,5
|
0,1
|
0,1
|
0,30
|
0,30
|
0,30
|
0,35
|
0,35
|
0,35
|
0,40
|
0,50
|
0,50
|
|
б
|
0,003
|
C-I**
|
-
|
2
|
0,5
|
0,1
|
0,1
|
0,25
|
0,25
|
0,25
|
0,35
|
0,35
|
0,35
|
0,40
|
0,45
|
0,50
|
|
То
же, при измерении биения
|
в
|
±0,004
|
C-I**
|
-
|
-
|
-
|
-
|
-
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
|
г
|
0,003
|
C-I**
|
-
|
-
|
-
|
-
|
-
|
0,10
|
0,10
|
0,10
|
0,10
|
0,10
|
0,10
|
0,1
|
0,10
|
0,10
|
_______________
* C-II - стойки с пределом измерений 0-160 мм, вылетом головки 75 мм и
диаметром колонки 50 мм.
** C-I - стойки с пределом измерений 0-160 мм, вылетом головки 75 мм и
диаметром колонки 70 мм.
Таблица I.11
|
Средство измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл. V
и IX
|
Наименование и случаи применения
|
Используемые перемещения измерительного стержня, мм
|
Установочные узлы по ГОСТ
10197-70
|
Применяемые концевые меры
|
Температурный режим, °С, для диапазона размеров, мм
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 180
|
св. 180 до 250
|
св. 250 до 315
|
св. 315 до 400
|
св. 400 до 500
|
|
Класс
|
Разряд
|
до 30
|
30- 120
|
120- 500
|
|
20
|
Головки
измерительные пружинные малогабаритные (микаторы) (2ИПМ) с ценой деления
0,002 мм и пределом измерения ±0,1 мм
|
а
|
±0,1
|
Штативы*
|
3
|
-
|
5
|
2
|
1
|
2,5
|
2,5
|
2,5
|
3,0
|
3,0
|
3,0
|
3,5
|
4,5
|
4,5
|
5,5
|
7,5
|
8,5
|
10
|
|
б
|
0,06
|
Штативы*
|
2
|
-
|
2
|
1
|
0,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,6
|
1,5
|
2
|
2
|
2
|
3
|
4
|
4
|
5
|
|
То
же, при измерении биения
|
в
|
±0,1
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2
|
2,5
|
3
|
3,5
|
|
г
|
0,06
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
2
|
2
|
|
21
|
Головки
измерительные пружинные малогабаритные (микаторы) (1ИПМ, 1ИПМУ) с ценой
деления 0,001 мм и пределом измерения ±0,05 мм
|
а
|
±0,05
|
Штативы*
|
2
|
-
|
2
|
1
|
0,5
|
1,2
|
1,2
|
1,2
|
1,5
|
1,5
|
1,5
|
2
|
2
|
2
|
3
|
4
|
4,5
|
5,5
|
|
б
|
0,03
|
Штативы*
|
1
|
-
|
2
|
0,5
|
0,2
|
0,7
|
0,7
|
0,7
|
0,8
|
0,9
|
0,8
|
1
|
1,2
|
1,2
|
1,5
|
2
|
2,5
|
3
|
|
То
же, (с нормальным измерительным усилием - 1ИПМ) при измерении биений
|
в
|
±0,05
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,2
|
1,8
|
2,4
|
2,6
|
|
г
|
0,03
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,9
|
1,3
|
1,6
|
1,8
|
|
д
|
0,03
|
Стойки**
|
-
|
-
|
-
|
-
|
-
|
0,6
|
0,6
|
0,6
|
0,6
|
0,6
|
0,6
|
0,6
|
0,6
|
0,6
|
-
|
-
|
-
|
-
|
|
То
же, (с уменьшенным измерительным усилием - 1ИПМУ) при измерении биений
|
е
|
±0,05
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,5
|
1,8
|
1,9
|
|
ж
|
0,03
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
1
|
1,2
|
1,3
|
|
22
|
Головки
измерительные пружинные малогабаритные (микаторы) с нормальным измерительным
усилием (05ИПМ) с ценой деления 0,0005 мм и пределом измерения ±0,025 мм
|
а
|
±0,025
|
Штативы*
|
-
|
3
|
2
|
0,5
|
0,2
|
0,7
|
0,7
|
0,7
|
0,8
|
0,9
|
0,8
|
0,9
|
1,1
|
1,0
|
1,1
|
1,8
|
2,5
|
2,8
|
|
б
|
0,015
|
Стойки**
|
-
|
3
|
2
|
0,5
|
0,2
|
0,4
|
0,4
|
0,5
|
0,6
|
0,7
|
0,6
|
0,7
|
0,8
|
0,7
|
-
|
-
|
-
|
-
|
|
То
же при измерении биения
|
в
|
±0,025
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
0,6
|
0,6
|
0,6
|
0,6
|
0,6
|
0,6
|
0,6
|
0,8
|
0,8
|
0,8
|
1,6
|
2,2
|
2,5
|
|
г
|
0,015
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,5
|
0,5
|
0,5
|
1
|
1,5
|
1,7
|
|
д
|
0,015
|
Стойки**
|
-
|
-
|
-
|
-
|
-
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
0,3
|
-
|
-
|
-
|
-
|
|
23
|
Головки
измерительные пружинные малогабаритные (микаторы) с уменьшенным измерительным
усилием (05ИПМУ) с ценой деления 0,0005 мм и пределами измерения 0,025 мм
|
а
|
±0,025
|
Штативы*
|
-
|
3
|
2
|
0,5
|
0,2
|
0,6
|
0,6
|
0,7
|
0,7
|
0,8
|
0,7
|
0,8
|
1,0
|
0,9
|
1,0
|
1,5
|
2,0
|
2,2
|
|
То
же, при измерении биения
|
б
|
±0,025
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
0,6
|
0,6
|
0,6
|
0,6
|
0,6
|
0,6
|
0,6
|
0,7
|
0,7
|
0,7
|
1,2
|
1,5
|
1,7
|
|
в
|
0,015
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,7
|
0,9
|
1,0
|
|
24
|
Головки
измерительные пружинные малогабаритные (микаторы) (02ИПМ, 02ИПМУ) с ценой
деления 0,0002 мм и пределом измерения 0,010 мм
|
а
|
±0,01
|
Штативы*
|
-
|
2
|
1
|
0,5
|
0,2
|
0,45
|
0,45
|
0,50
|
0,50
|
0,60
|
0,60
|
0,70
|
1,0
|
0,9
|
0,9
|
|
|
|
|
б
|
0,006
|
Штативы*
|
-
|
2
|
1
|
0,5
|
0,2
|
0,30
|
0,30
|
0,35
|
0,40
|
0,50
|
0,45
|
0,60
|
0,80
|
0,70
|
0,70
|
|
|
|
|
То
же, при измерении биения
|
в
|
±0,01
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,6
|
0,6
|
0,6
|
-
|
-
|
-
|
|
г
|
0,006
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
0,25
|
0,25
|
0,25
|
0,25
|
0,25
|
0,25
|
0,25
|
0,35
|
0,35
|
0,35
|
-
|
-
|
-
|
|
д
|
0,006
|
Стойки**
|
-
|
-
|
-
|
-
|
-
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
-
|
-
|
-
|
-
|
_______________
* До 250 мм - штативы с диаметром колонки не менее 30 мм и наибольшим
вылетом головки до 200 мм (Ш-11Н, ШМ-11Н), св. 250 мм до 500 мм - штативы с
диаметром колонки не менее 50 мм и наибольшим вылетом головки до 500 мм (Ш-11В
и ШМ-11В).
** Стойки с пределами измерения 0-160 мм и 0-100 мм и диаметром колонки
не менее 50 мм и не менее 30 мм соответственно (C-II и C-III).
Таблица I.12
|
Средства измерения
|
Вариант использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл. V
и IX
|
Наименование и случаи применения
|
Используемое перемещение измерительного стержня, мм
|
Установочные узлы по ГОСТ
10197-70
|
Применяемые концевые меры
|
Температурный режим, °С, для диапазона размеров, мм
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 160
|
|
Класс
|
Разряд
|
1-30
|
30- 120
|
120- 180
|
|
25
|
Головки
измерительные пружинно-оптические (оптикаторы) (1П) с ценой деления 0,001 мм
и пределом измерения 0,25 мм
|
а
|
±0,100
|
C-l*
|
1
|
-
|
2
|
0,5
|
0,2
|
0,90
|
0,90
|
0,90
|
1,0
|
1,0
|
1,0
|
1,1
|
1,3
|
1,3
|
|
б
|
0,100
|
C-l*
|
1
|
-
|
2
|
0,5
|
0,2
|
0,60
|
0,60
|
0,60
|
0,70
|
0,80
|
0,70
|
0,90
|
1,2
|
1,0
|
|
То
же, при измерении биений
|
в
|
±0,100
|
C-l*
|
-
|
-
|
-
|
-
|
-
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
0,8
|
|
г
|
0,100
|
C-l*
|
-
|
-
|
-
|
-
|
-
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
|
26
|
Головки
измерительные пружинно-оптические (оптикаторы) (05П) с ценой деления 0,0005
мм и пределом измерения 0,1 мм
|
а
|
±0,050
|
C-l*
|
-
|
3
|
1
|
0,5
|
0,2
|
0,50
|
0,50
|
0,50
|
0,60
|
0,60
|
0,60
|
0,70
|
0,90
|
0,70
|
|
б
|
0,050
|
C-l*
|
-
|
2
|
1
|
0,5
|
0,1
|
0,35
|
0,35
|
0,35
|
0,40
|
0,50
|
0,50
|
0,60
|
0,80
|
0,60
|
|
То
же, при измерении биений
|
в
|
±0,050
|
C-l*
|
-
|
-
|
-
|
-
|
-
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
0,4
|
|
г
|
0,050
|
C-l*
|
-
|
-
|
-
|
-
|
-
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
|
27
|
Головки
измерительные пружинно-оптические (оптикаторы) (02П) с ценой деления 0,0002
мм и пределом измерения 0,050 мм
|
а
|
±0,020
|
C-l*
|
-
|
2
|
0,5
|
0,1
|
0,1
|
0,30
|
0,30
|
0,30
|
0,30
|
0,35
|
0,35
|
0,35
|
0,45
|
0,45
|
|
б
|
0,020
|
C-l*
|
-
|
2
|
0,5
|
0,1
|
0,1
|
0,25
|
0,25
|
0,30
|
0,30
|
0,30
|
0,30
|
0,35
|
0,40
|
0,40
|
|
То
же, при измерении биений
|
в
|
±0,020
|
C-l*
|
-
|
-
|
-
|
-
|
-
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
0,2
|
|
г
|
0,020
|
C-l*
|
-
|
-
|
-
|
-
|
-
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
|
28
|
Головки
измерительные пружинно-оптические (оптикаторы) (01П) с ценой деления 0,0001
мм и пределом измерения 0,024 мм
|
а
|
±0,010
|
C-l*
|
-
|
2
|
0,5
|
0,1
|
0,1
|
0,25
|
0,25
|
0,25
|
0,30
|
0,30
|
0,35
|
0,35
|
0,40
|
0,40
|
|
б
|
0,010
|
C-l*
|
-
|
2
|
0,5
|
0,1
|
0,1
|
0,25
|
0,25
|
0,25
|
0,25
|
0,30
|
0,30
|
0,30
|
0,40
|
0,40
|
|
То
же, при измерении биений
|
в
|
±0,010
|
C-l*
|
-
|
-
|
-
|
-
|
-
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
0,1
|
|
г
|
0,010
|
C-l*
|
-
|
-
|
-
|
-
|
-
|
0,06
|
0,06
|
0,06
|
0,06
|
0,06
|
0,06
|
0,06
|
0,06
|
0,06
|
_______________
* C-l - стойки с пределом измерений 0-160 мм, вылетом головки 75 мм и
диаметром колонки 70 мм
Таблица I.13
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм
|
|
№ для табл.
IX
|
Наименование и случаи применения
|
Используемая цена деления, мкм
|
Используемый предел измерения, мкм
|
|
29
|
Головки
измерительные рычажно-пружинные с ценой деления 0,001 (0,002) мм и пределом
измерения 0,040 (0,080) мм при измерении биений. Положение головки
горизонтальное, шкалой вверх
|
а
|
2
|
0,080
|
3
|
|
б
|
2
|
0,040
|
2
|
|
в
|
1
|
0,040
|
1
|
|
г
|
1
|
0,020
|
0,5
|
Таблица I.14
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
V
|
Наименования и случаи применения
|
Используемое перемещение измерительного стержня, мм
|
Тип наконечника и вид контакта
|
Применяемые концевые меры
|
Температурный режим, °С, для диапазона измеряемых размеров, мм
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 180
|
св. 180 до 250
|
св. 250 до 315
|
св. 315 до 400
|
св. 400 до 500
|
|
Класс
|
Разряд
|
до 30
|
св. 30 до 80
|
св. 80 до 500
|
|
30
|
Оптиметр
вертикальный, оптиметр горизонтальный, машина измерительная (ИЗМ) с ценой
деления 0,001 мм и пределом измерения по шкале 0,1 мм, при измерении методом
сравнения с мерой
|
а
|
±0,1
|
При
любом виде контакта
|
0
|
-
|
1
|
0,5
|
0,2
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1
|
1,5
|
1,5
|
2
|
2
|
|
б
|
±0,06
|
Сферический
и ножевидный при любом виде контакта, плоский при плоскостном и линейчатом
контакте
|
-
|
2
|
1
|
0,5
|
0,1
|
0,4
|
0,4
|
0,4
|
0,4
|
0,5
|
0,5
|
0,5
|
0,5
|
0,6
|
0,7
|
0,8
|
0,9
|
1,0
|
Таблица I.15
|
Средства измерения
|
Температурный режим, °С
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
V
|
Наименование
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 150
|
|
31
|
Микроскопы
инструментальные (большая и малая модель)
|
5
|
4
|
4
|
4
|
4
|
5
|
5
|
6
|
9
|
11
|
Примечание. Пределы измерения
микроскопов инструментальных:
малой модели до 75´25 мм;
большой модели до 150´50 мм.
Таблица I.16
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
V
|
Наименование
|
Форма детали
|
Метод измерения
|
Температурный режим, °С, для диапазона измеряемых размеров, мм
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 180
|
св. 180 до 250
|
св. 250 до 315
|
св. 315 до 400
|
св. 400 до 500
|
|
до 30
|
св. 30
|
|
32
|
Микроскопы
измерительные универсальные
|
а
|
Плоская
|
Проекционный
|
5
|
2
|
3,0
|
3,0
|
3,5
|
3,5
|
4,0
|
4,5
|
5,5
|
7,0
|
9,0
|
12
|
16
|
20
|
25
|
|
б
|
Цилиндрическая
(в центрах)
|
Проекционный
|
5
|
2
|
6,0
|
6,0
|
6,0
|
6,0
|
6,5
|
6,5
|
7,0
|
8,0
|
-
|
-
|
-
|
-
|
-
|
|
в
|
Метод
осевого сечения
|
5
|
2
|
2,5
|
3,0
|
3,0
|
3,0
|
3,0
|
3,5
|
4,0
|
5,0
|
-
|
-
|
-
|
-
|
-
|
Примечание. Пределы измерения универсальных измерительных
микроскопов 200´100 и 500´200.
Таблица I.17
|
Средства измерения
|
Варианты использования
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
V
|
Наименование и случаи применения
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 180
|
св. 180 до 250
|
св. 250 до 315
|
св. 315 до 400
|
св. 400 до 500
|
|
33
|
Машина
измерительная (ИЗМ) при абсолютных измерениях
|
а
|
1
|
1
|
1
|
1
|
1,2
|
1,3
|
1,5
|
2
|
3
|
3,5
|
4
|
5
|
6
|
|
То
же, при относительных измерениях
|
б
|
см. табл. I.14
|
Примечание. Температурный режим при измерении размеров до 100
мм - 1 °С, свыше 100 мм - 0,5 °С.
Таблица I.18
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
V
|
Наименование и случаи применения
|
Класс применяемых концевых мер
|
Температурный режим, °С, для диапазона измеряемых размеров, мм
|
|
до 30
|
30- 120
|
св. 120
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 180
|
св. 180 до 250
|
св. 250 до 315
|
св. 315 до 400
|
св. 400 до 500
|
|
34
|
Длиномеры:
горизонтальный и вертикальный при абсолютных измерениях
|
а
|
-
|
5
|
2
|
-
|
1,2
|
1,3
|
1,3
|
1,6
|
2
|
2
|
2,5
|
3
|
-
|
-
|
-
|
-
|
-
|
|
При
измерениях методом сравнения с мерой
|
б
|
1
|
2
|
0,5
|
0,2
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
1,5
|
2,0
|
2,0
|
2,5
|
2,5
|
Примечание. Пределы измерения длиномеров: при абсолютном
методе измерения 0-100 мм; при измерениях методом сравнения с мерой:
горизонтального 0-500 мм, вертикального 0-250 мм.
Таблица I.19
|
№ для табл.
V
|
Наименование
|
Варианты использования
|
Увеличение
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 100
|
|
35
|
Проекторы
измерительные
|
а
|
10´
|
15
|
15
|
15
|
15
|
16
|
16
|
16
|
|
б
|
20´
|
8
|
8
|
10
|
10
|
10
|
10
|
10
|
|
в
|
50´, 100´, 200´
|
6
|
6
|
6
|
6
|
7
|
7
|
7
|
Примечания:
1. Пределы измерения: часовых проекторов (ЧП-2; ПИ 360Ц) 40´25 мм, больших проекторов
(БП; БП-3Ц) 100´50 мм.
2. Температурные
условия измерения: часовых проекторов - допускаемое отклонение температуры от
20 °С до 3 °С; больших проекторов - допускаемое отклонение температуры от 20 °С
до 1 °С, допускаемое изменение температуры в процессе измерения 1 °С.
Таблица I.20
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
V и IX
|
Наименование и случаи применения
|
Установочные узлы по ГОСТ
10197-70
|
Используемые концевые меры длины
|
Температурный режим, °С, для диапазона измеряемых размеров, мм
|
Используемая цена деления, мкм
|
до 3
|
св. 3 до 6
|
св. 6 до 10
|
св. 10 до 18
|
св. 18 до 30
|
св. 30 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 180
|
св. 180 до 250
|
св. 250 до 315
|
св. 315 до 400
|
св. 400 до 500
|
|
Класс
|
Разряд
|
до 30
|
30-120
|
св. 120
|
|
36
|
Приборы
показывающие с индуктивными преобразователями с переменной ценой деления:
0,1; 0,2; 0,5; 1,0 и 2,0 мкм и пределами измерения: ±3; ±6; ±15; ±30 и ±60
мкм при работе с одним преобразователем
|
а
|
Штативы*
|
2
|
-
|
2,0
|
1,0
|
0,5
|
2,0
|
2,5
|
2,5
|
2,5
|
2,5
|
2,5
|
2,5
|
2,5
|
3,0
|
3,0
|
3,5
|
4,0
|
4,5
|
5,0
|
|
б
|
|
|
|
|
|
|
1,0
|
1,2
|
1,2
|
1,2
|
1,5
|
1,5
|
1,5
|
1,8
|
2,0
|
2,0
|
3,0
|
4,0
|
4,0
|
5,0
|
|
в
|
|
|
|
|
|
|
0,5
|
0,8
|
0,8
|
0,8
|
1,0
|
1,1
|
1,2
|
1,4
|
2,0
|
2,0
|
2,5
|
3,5
|
4,0
|
5,0
|
|
г
|
|
|
|
|
|
|
0,2
|
0,6
|
0,6
|
0,6
|
0,9
|
1,0
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
д
|
Штативы*
|
1
|
-
|
2,0
|
0,5
|
0,5
|
2,0
|
2,2
|
2,2
|
2,2
|
2,2
|
2,2
|
2,2
|
2,5
|
2,5
|
2,5
|
3,0
|
-
|
-
|
-
|
|
е
|
|
|
|
|
|
|
1,0
|
1,1
|
1,1
|
1,2
|
1,2
|
1,3
|
1,3
|
1,3
|
1,5
|
1,7
|
2,0
|
-
|
-
|
-
|
|
ж
|
|
|
|
|
|
|
0,5
|
0,7
|
0,7
|
0,7
|
0,8
|
0,9
|
0,8
|
0,9
|
1,1
|
1,4
|
1,8
|
-
|
-
|
-
|
|
3
|
|
|
|
|
|
|
0,2
|
0,4
|
0,4
|
0,45
|
0,6
|
0,75
|
0,6
|
0,75
|
1,0
|
1,25
|
1,75
|
-
|
-
|
-
|
|
и
|
Стойки**
|
-
|
3
|
1,0
|
0,2
|
0,2
|
1,0
|
1,1
|
1,1
|
1,1
|
1,2
|
1,2
|
1,2
|
1,2
|
1,2
|
1,3
|
-
|
-
|
-
|
-
|
|
к
|
|
|
|
|
|
|
0,5
|
0,6
|
0,6
|
0,6
|
0,7
|
0,7
|
0,7
|
0,7
|
0,8
|
0,9
|
-
|
-
|
-
|
-
|
|
л
|
|
|
|
|
|
|
0,2
|
0,35
|
0,35
|
0,35
|
0,45
|
0,5
|
0,5
|
0,5
|
0,6
|
0,7
|
-
|
-
|
-
|
-
|
|
м
|
|
|
|
|
|
|
0,1
|
0,3
|
0,3
|
0,3
|
0,4
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
н
|
Стойки**
|
-
|
2
|
0,5
|
0,1
|
0,1
|
0,5
|
0,6
|
0,6
|
0,6
|
0,6
|
0,7
|
0,7
|
0,7
|
0,7
|
0,8
|
-
|
-
|
-
|
-
|
|
о
|
|
|
|
|
|
|
0,2
|
0,3
|
0,3
|
0,3
|
0,4
|
0,4
|
0,4
|
0,4
|
0,5
|
0,6
|
-
|
-
|
-
|
-
|
|
п
|
|
|
|
|
|
|
0,1
|
0,25
|
0,25
|
0,25
|
0,35
|
0,35
|
0,35
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
То
же, при измерении биения
|
р
|
Штативы*
|
-
|
-
|
-
|
-
|
-
|
2,0
|
2,2
|
2,2
|
2,2
|
2,2
|
2,2
|
2,2
|
2,2
|
2,2
|
2,2
|
2,2
|
2,2
|
2,2
|
2,2
|
|
с
|
|
|
|
|
|
|
1,0
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,1
|
1,3
|
1,3
|
1,3
|
|
т
|
|
|
|
|
|
|
0,5
|
0,55
|
0,55
|
0,55
|
0,55
|
0,55
|
0,55
|
0,55
|
0,55
|
0,55
|
0,55
|
0,9
|
0,9
|
1,0
|
|
у
|
|
|
|
|
|
|
0,2
|
0,25
|
0,25
|
0,25
|
0,25
|
0,25
|
0,25
|
0,25
|
0,30
|
0,30
|
0,30
|
-
|
-
|
-
|
|
ф
|
|
|
|
|
|
|
0,1
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,15
|
0,25
|
0,25
|
0,25
|
-
|
-
|
-
|
|
х
|
Стойки**
|
-
|
-
|
-
|
-
|
-
|
0,2
|
0,22
|
0,22
|
0,22
|
0,22
|
0,22
|
0,22
|
0,22
|
0,22
|
0,22
|
|
|
|
|
|
ц
ч
|
|
|
|
|
|
|
0,1
|
0,11
|
0,11
|
0,11
|
0,11
|
0,11
|
0,11
|
-
|
-
|
-
|
|
|
|
|
_______________
*
До 250 мм - штативы с диаметром колонки не менее 30 мм и наибольшим вылетом
головки до 200 мм (Ш-11Н, ШМ-11Н), св. 250 мм до 500 мм - штативы с диаметром
колонки не менее 50 мм и наибольшим вылетом головки до 500 мм (Ш-11В (ШМ-11В).
** Стойки с пределами
измерения 0-160 мм и 0-100 мм и диаметром колонки не менее 50 мм и не менее 30
мм соответственно (C-II и C-III).
Таблица I.21
|
Средства измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
VIII
|
Наименование
|
до 10
|
св. 10
до 50
|
св. 50
до 80
|
св. 80
до 120
|
св. 120
до 180
|
св. 180
до 250
|
св. 250
до 315
|
св. 315
до 400
|
|
37
|
Штангенглубиномер
(ШГ) с отсчетом по нониусу 0,05 мм
|
100
|
100
|
150
|
150
|
150
|
150
|
150
|
150
|
Таблица I.22
|
Средства измерения
|
Варианты использования
|
Температурный режим, °С
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
VIII
|
Наименование и случаи применения
|
до 25
|
св. 25
до 50
|
св. 50
до 75
|
св. 75
до 100
|
св. 100
до 125
|
св. 125
до 150
|
|
38
|
Глубиномеры
микрометрические (ГМ) при абсолютном методе измерения
|
а
|
5
|
7
|
20
|
20
|
20
|
20
|
25
|
|
Глубиномеры
микрометрические при измерении с настройкой по установочным мерам
|
б
|
5
|
6
|
6
|
7
|
8
|
10
|
11
|
Таблица I.23
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл.
VIII
|
Наименование и случаи применения
|
Используемое перемещение измерительного стержня, мм
|
Класс применяемых концевых мер
|
Температурный режим, °С, для диапазона размеров, мм
|
до 10
|
св. 10 до 18
|
св. 18 до 50
|
св. 50 до 80
|
св. 80 до 120
|
св. 120 до 150
|
|
до 30
|
св. 30
|
|
39
|
Глубиномеры
индикаторные (ГИ) при измерении с настройкой по установочной мере
То
же, с настройкой по блокам концевых мер длины
|
а
|
10
|
-
|
5
|
5
|
15
|
15
|
15
|
15
|
20
|
20
|
|
б
|
0,1
|
4
|
5
|
5
|
6
|
7
|
7
|
9
|
10
|
15
|
|
в
|
0,02-0,03
|
3
|
5
|
2
|
4
|
5
|
5
|
5
|
6
|
9
|
|
40
|
Глубиномеры
индикаторные (ГИ) при замене отсчетного устройства измерительной головкой с
ценой деления 0,001 мм (1ИГ или 1ИПМ) и измерении с настройкой по блокам
концевых мер длины
|
а
|
0,002-0,003
|
2
|
2
|
1
|
1,5
|
1,5
|
1,5
|
2
|
2
|
2
|
|
То
же, при четырехкратном измерении с переборкой блока при каждом измерении
|
б
|
0,002-0,003
|
2
|
2
|
1
|
0,5
|
0,5
|
1,0
|
1,5
|
-
|
-
|
ТАБЛИЦА II
Предельные погрешности измерения внутренних
линейных размеров универсальными измерительными средствами
Таблица II.1
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельные погрешности измерения, мкм, для диапазонов размеров, мм
|
|
№ для табл. VII
|
Наименование и случаи применения
|
Используемое перемещение измерительного стержня, мм
|
Средство установки
|
Шероховатость поверхности отверстий, Ra мкм
|
Температурный режим, °С, для диапазона измеряемых размеров, мм
|
св. 3 до 18
|
св. 18 до 50
|
св. 50 до 120
|
св. 120 до 250
|
св. 250 до 500
|
|
3-120
|
120-500
|
|
1
|
Линейки
измерительные металлические
|
-
|
-
|
-
|
-
|
-
|
-
|
500
|
|
2
|
Штангенциркули
(ШЦ-1, ШЦТ-1, ШЦ-II, ШЦ-III) с отсчетом по нониусу 0,1 мм 1
|
-
|
-
|
-
|
5
|
7
|
200
|
200
|
250
|
300
|
300
|
|
3
|
Штангенциркули
(ШЦ-II, ШЦ-III) с отсчетом по нониусу 0,05 мм 1
|
-
|
-
|
-
|
5
|
7
|
150
|
150
|
200
|
200
|
250
|
|
4
|
Нутромеры
микрометрические (НМ) с величиной отсчета 0,01 мм
|
a
|
13
|
Микропара
устанавливается по установочной мере
|
5
|
5
|
3
|
-
|
-
|
15
|
20
|
30
|
|
б
|
|
Аттестуется
размер собранного нутромера
|
-
|
-
|
10
|
15
|
20
|
|
5
|
Нутромеры
индикаторные (НИ) с ценой деления отсчетного устройства 0,01 мм 1
|
a
|
весь расход
|
Концевые
меры длины 3 класса с боковиками или микрометры2
|
5
|
5
|
3
|
15
|
20
|
25
|
25
|
30
|
|
б
|
0,1
|
1,25
|
10
|
10
|
15
|
15
|
20
|
|
Нутромеры
индикаторные (НИ) с ценой деления отсчетного устройства 0,01 мм 1
|
в
|
0,03
|
Концевые
меры длины 1 класса с боковиками или установочные кольца (до 160 мм)
|
0,32
|
3
|
2
|
5
|
5
|
10
|
103
|
-
|
|
6
|
Нутромеры
индикаторные (НИ) при замене отсчетного устройства измерительной головкой
(ИГ) с ценой деления 0,001 или 0,002 мм 1,4
|
а
|
0,1
|
Концевые
меры длины 1 класса или установочные кольца (до 160 мм)
|
1,25
|
3
|
2
|
4,5
|
5,5
|
6,5
|
7,53
|
114
|
|
б
|
0,03
|
0,32
|
2,8
|
3,5
|
4,5
|
6,5
|
94
|
|
7
|
Нутромеры
с ценой деления отсчетного устройства 0,001 и 0,002 мм
|
а
|
0,1
|
Концевые
меры длины 1 класса с боковиками или установочные кольца (до 160 мм)
|
1,25
|
3
|
2
|
3,5
|
5
|
6
|
7
|
-
|
|
б
|
0,01
|
Концевые
меры длины 1 класса с боковиками
|
0,32
|
2
|
3,5
|
4,5
|
5,5
|
-
|
|
в
|
0,01
|
Установочные
кольца (до 160 мм)
|
0,32
|
1,5
|
2,5
|
3,5
|
4,5
|
-
|
Таблица II.2
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельная погрешность измерения, мкм, для диапазона размеров, мм
|
|
№ для табл. VII
|
Наименование
|
Используемое перемещение измерительного стержня, мм
|
Средства установки
|
Шероховатость поверхности отверстий Ra, мкм
|
Температурный режим, °С
|
св. 13 до 18
|
св. 18 до 50
|
св. 50 до 120
|
св. 120 до 250
|
св. 250 до 500
|
|
8
|
Оптиметры
и длиномеры горизонтальные, измерительные машины с ценой деления отсчетного
устройства 0,001
|
а
|
±0,06
|
Концевые
меры 1 класса с боковиками
|
1,25
|
2
|
1,5
|
1,5
|
2,5
|
5
|
9
|
|
б
|
Установочные
кольца 5
|
1
|
1
|
1
|
1,2
|
2,5
|
-
|
Таблица II.3
|
Средства измерения
|
Варианты использования
|
Условия измерения
|
Предельная погрешность измерения, мкм, для диапазонов размеров, мм
|
|
№ для табл. VII
|
Наименование и случаи применения
|
Диаметральный зазор между пробкой и отверстием, мм
|
Шероховатость поверхности отверстий Ra, мкм
|
Температурный режим, °С
|
св. 3
до 6
|
св. 6
до 18
|
св. 18
до 50
|
св. 50
до 120
|
|
до 18
|
св. 18
до 120
|
|
9
|
Пневматические
пробки с отсчетным прибором с ценой деления 1 мкм и 0,5 мкм с настройкой по
установочным кольцам 5
|
а
|
0,04-0,06
|
1,25
|
2
|
4
|
4
|
4,5
|
5
|
|
б
|
0,03-0,04
|
1,25
|
3
|
3
|
3,5
|
4
|
|
в
|
0,02-0,03
|
1,25
|
2,5
|
2,5
|
2,5
|
3
|
|
То
же, при цене деления прибора 0,5 мкм
|
г
|
0,02-0,03
|
0,32
|
2
|
2
|
2,5
|
3
|
|
д
|
0,01-0,02
|
|
1,5
|
1,5
|
2
|
2,5
|
|
10
|
То
же, при цене деления прибора 0,2 мкм
|
|
0,01-0,02
|
0,32
|
0,5
|
0,2
|
0,8
|
0,6
|
0,6
|
0,8
|
Таблица II.4
|
Средства измерения
|
Температурный режим, °С, для диапазона измеряемых размеров, мм
|
Предельные погрешности измерения, мкм, для диапазона размеров, мм
|
|
№ для табл. VII
|
Наименование и случаи применения
|
1-50
|
50-250
|
до 18
|
св. 18
до 50
|
св. 50
до 120
|
св. 120
до 250
|
|
11
|
Микроскопы
инструментальные (большая и малая модели) 6,7
|
5
|
5
|
7
|
10
|
10
|
10
|
|
12
|
Микроскопы
универсальные измерительные при использовании штриховой головки 6,7
|
3
|
2
|
5
|
6
|
7
|
7
|
|
13
|
Приборы
с электронным индикатором контакта 8 при настройке по концевым мерам 0 класса
|
2
|
1
|
0,3
|
0,3
|
0,5
|
0,5
|
|
14
|
Прибор
с электронным индикатором контакта для измерения диаметра малых отверстий 8
при настройке по концевым мерам 0 класса
|
2
|
-
|
0,5
|
-
|
-
|
-
|
Примечания к табл.
II
1 Штангенциркули
имеют нижний предел измерения 10 мм, нутромеры индикаторные 6 мм.
2 При
использовании для установки на размер концевых мер, вместо микрометров,
предельная погрешность уменьшается на 2-3 мкм.
3
При использовании установочных колец диаметром 120-160 мм предельная
погрешность уменьшается на 1-2 мкм.
4 Для диапазона 160-250 мм предельная
погрешность указана только при использовании концевых мер длины.
5 Предельная погрешность
измерения, указанная в табл. II.2
и II.3, может быть обеспечена
только при применении аттестованных установочных колец по ГОСТ
14865-78 в соответствии с таблицей:
|
Номера по табл. II.2
и II.3
|
Класс точности установочных колец
|
Диаметр установочных колец, мм
|
|
от 3 до 6
|
Св. 6 до 18
|
Св. 18 до 50
|
Св. 50 до 120
|
Св. 120 до 160
|
|
Допускаемая погрешность аттестации, мкм
|
|
8 и 9
|
2 и 4
|
0,5
|
0,5
|
0,5
|
0,8
|
1,5
|
|
10
|
1
|
0,3
|
0,3
|
0,3
|
0,3 и 0,5
|
-
|
6 Погрешности микроскопов указаны при измерении
сквозных отверстий и глухих отверстий с острой торцевой кромкой.
7
Пределы измерения инструментальных микроскопов большой модели до 150 мм, малой
модели до 75 мм, универсальных микроскопов до 200 мм.
8 Пределы измерения прибора с
электронным индикатором контакта от 4 мм до 200 мм, а также для малых отверстий
от 1 мм до 4 мм.
Варианты использования измерительных средств
отличаются различной погрешностью средств измерений при использовании их на
различных пределах измерения (см. 2.2.1).
Для некоторых измерительных средств варианты использования приведены в
зависимости от класса и разряда концевых мер длины, применяемых для настройки
(см. 2.2.2). Для стрелочных отсчетных
головок при измерении биений, т.е. колебаний размеров, варианты использования
установлены в зависимости от применяемых штативов и стоек, а при измерении
размеров - в зависимости от вида контакта (см. 2.2.3). Для всех измерительных средств указан
температурный режим измерения. Эти значения в общем случае нельзя относить ни к
отклонениям, ни к колебаниям температуры окружающей среды в процессе измерения
(см. 2.2.4). В табл.
II, где указаны погрешности измерений внутренних размеров существующими
измерительными средствами, учитывается шероховатость поверхности измеряемой
детали (см. 2.2.5). При определении
погрешности измерений учитывались субъективные погрешности отсчитывания
показаний (см. 2.2.6).
В разд. 2.2 кратко рассмотрены основные составляющие
погрешности измерений (кроме методической погрешности) в той мере, в которой
это необходимо знать при проведении измерений, с тем, чтобы получаемые
погрешности измерения не превышали пределов, указанных в табл.
I и II.
2.2. Основные составляющие погрешности при различных
условиях измерения и их влияние на предельную погрешность измерения.
2.2.1. Погрешности, зависящие
от средств измерений.
Нормируемую допустимую погрешность измерительного
средства следует рассматривать как погрешность измерения при одном из возможных
вариантов использования этого измерительного средства, поскольку правильная
проверка точностных данных прибора (погрешности прибора) заключается в
измерении им образцовой меры. В связи с этим при установлении вариантов
использования измерительных средств учитывалась степень влияния составляющих на
погрешность прибора, выявляемую при его проверке.
Варианты
использования, зависящие от измерительных средств, отличаются значением
перемещения измерительного стержня. Это означает, что при измерениях методом
сравнения с мерой настройку прибора по установочной мере производят на такое
значение размера, при котором отсчетное устройство прибора будет использовано в
пределах перемещения измерительного стержня, указанных в табл.
I и II.
Следует подчеркнуть, что составляющую погрешности
измерения, зависящую от средства измерения, во всех случаях принимают исходя из
предположения, что прибор исправен и соответствует требованиям технической
документации, в том числе и в отношении требований к расположению его в
пространстве.
2.2.2. Погрешности, зависящие
от установочных мер.
В вариантах использования установочных мер приводятся
классы, и разряды концевых мер длины. По существующим соотношениям погрешности
во всех случаях, где указаны 0, 1 и 2-й классы, их можно заменить
соответственно 3, 4 и 5-м разрядами. С экономической точки зрения такая замена
может быть целесообразной. Высокоточные меры должны быть аттестованы и при
работе следует использовать данные аттестата.
Погрешности, зависящие от концевых мер длины,
возникают из-за погрешности их изготовления, включая измерение, (классы) или
погрешности аттестации (разряды), а также из-за погрешности от притирания.
Величины погрешностей блоков концевых мер, принятые
при расчете суммарных погрешностей, указаны в табл. III. Эти данные получены квадратическим
суммированием допускаемых погрешностей изготовления для соответствующего класса
мер, входящих в блок, или допускаемых погрешностей аттестации для
соответствующего разряда, и погрешностей, возникающих при притирке мер, исходя
из возможного количества мер в блоке при неблагоприятном сочетании размеров.
Например, минимальное число мер в блоке размером
113,87 равно четырем (100; 10; 2,5; 1,37). Соответственно в табл. III для диапазона 80-120 мм,
куда входит этот размер, состав блока наименее благоприятных размеров указан:
одна мера 100 мм, одна мера 10 мм и две меры до 10 мм. При более благоприятных
размерах блока число мер в нем будет меньшим и соответственно сократится
погрешность блока.
ТАБЛИЦА III
|
Диапазон размеров, мм
|
Состав блока
|
Предельные погрешности блоков концевых мер, мкм
|
|
Разряд концевых мер
|
Класс концевых мер
|
|
1
|
2
|
3
|
4
|
5
|
00
|
0
|
1
|
2
|
3
|
4
|
5
|
|
1-10
|
Две
меры до 10 мм
|
0,20
|
0,20
|
0,25
|
0,40
|
0,90
|
0,20
|
0,25
|
0,30
|
0,50
|
1,20
|
2,90
|
5,5
|
|
10-30
|
Одна
мера 10-25 мм, две меры до 10 мм
|
0,30
|
0,30
|
0,35
|
0,50
|
1,10
|
0,30
|
0,35
|
0,50
|
0,80
|
1,70
|
3,80
|
7,5
|
|
30-50
|
Одна
мера 25-50 мм, две меры до 10 мм
|
0,30
|
0,30
|
0,35
|
0,50
|
1,20
|
0,30
|
0,35
|
0,50
|
0,90
|
2,00
|
4,20
|
8,5
|
|
50-80
|
Одна
мера 50-75 мм, две меры до 10 мм
|
0,30
|
0,35
|
0,40
|
0,60
|
1,30
|
0,35
|
0,45
|
0,60
|
1,10
|
2,30
|
5,00
|
10,0
|
|
80-120
|
Одна
мера 100 мм, одна мера 10 мм, две меры до 10 мм
|
0,40
|
0,45
|
0,50
|
0,70
|
1,50
|
0,45
|
0,55
|
0,80
|
1,30
|
2,90
|
6,00
|
12,0
|
|
120-180
|
Одна
мера 100 мм, одна мера 50-75 мм, две меры до 10 мм
|
0,45
|
0,45
|
0,55
|
0,80
|
1,70
|
0,50
|
0,60
|
0,90
|
1,60
|
3,50
|
7,00
|
14,0
|
|
180-250
|
Одна
мера 200 мм, одна мера 25-50 мм, две меры до 10 мм
|
0,45
|
0,50
|
0,55
|
0,90
|
2,00
|
0,50
|
0,70
|
1,20
|
2,20
|
4,50
|
9,00
|
17,0
|
|
250-315
|
Одна
мера 300 мм, одна мера 10 мм, две меры до 10 мм
|
0,50
|
0,55
|
0,65
|
1,00
|
2,30
|
0,65
|
0,90
|
1,50
|
3,10
|
6,20
|
12,0
|
25,0
|
|
315-400
|
Одна
мера 300 мм, одна мера 75-100 мм, две меры до 10 мм
|
0,55
|
0,60
|
0,70
|
1,10
|
2,50
|
0,70
|
1,00
|
1,60
|
3,30
|
6,50
|
13,0
|
28,0
|
|
400-500
|
Одна
мера 400 мм, одна мера 75-100 мм, две меры до 10 мм
|
0,65
|
0,70
|
0,85
|
1,30
|
2,90
|
0,80
|
1,20
|
2,00
|
3,80
|
7,50
|
15,0
|
32,0
|
2.2.3.
Погрешности, зависящие от измерительного усилия
Измерительное усилие обеспечивает замыкание элементов
измерительной цепи, включающей как элементы измерительного средства, так и
объект измерения, и вызывает их упругие деформации. При оценке влияния
измерительного усилия на погрешность измерения принято выделять упругие
деформации установочного узла и деформации в зоне контакта измерительного
наконечника с деталью.
Максимальное усилие следует учитывать при расчете
контактных деформаций, которые, кроме того, зависят от материала, формы и
состояния поверхности измерительного наконечника и объекта измерения.
Этот вид погрешности учитывается в настоящих
методических указаниях для высокоточных измерений, когда допускаемые
погрешности сопоставимы с величиной контактных деформаций и сказывается
различие величины контактных деформаций на установочных мерах и на объектах
измерений, а также при плоских измерительных наконечниках, когда вид контакта
(плоскостный, линейчатый и точечный) и контактные деформации зависят от формы
объекта измерения.
Перепады измерительного усилия, особенно в момент
реверса механизма прибора, учитывались при измерениях биений с использованием
различных штативов и стоек.
Необходимо особо обратить внимание на то, что в табл.
I указаны погрешности измерения биений только при использовании штативов и
стоек, жесткость которых соответствует требованиям стандарта. Менее жесткие
штативы и стойки вносят значительную дополнительную погрешность, предсказать
которую заранее не представляется возможным.
При выборе измерительного усилия отсчетной головки
необходимо стремиться к тому, чтобы измерительное усилие было минимальным, при
котором обеспечивается ограничение в заданных пределах случайной составляющей
погрешности измерения. К этому необходимо стремиться и при регулировании
измерительного усилия, когда регулирование обеспечивается конструкцией
измерительного средства. Измерительные устройства с малым измерительным усилием
отличаются обычно большой случайной составляющей погрешности измерения из-за
чувствительности их к воздействию влияющих величин (например, вибраций).
Другими словами, малое измерительное усилие не обеспечивает надежного силового
замыкания измерительной цепи прибор-деталь и за исключением тех случаев, когда
это необходимо по условиям деформаций, не следует применять отсчетные головки с
малым усилием.
2.2.4. Погрешности,
происходящие от температурных деформаций.
Определение суммарного влияния температурных
деформаций на погрешность измерений сложно и связано с необходимостью получения
данных о физических свойствах материалов деталей прибора и объекта измерения,
температурных полях в них и условиях теплопередачи.
Ввиду того, что при измерении, как правило,
располагают очень ограниченной информацией о факторах, влияющих на
температурные деформации, и в то же время требуется определять только
предельные значения ожидаемой погрешности измерения, в настоящих методических
указаниях используется понятие "температурный режим".
Температурный режим есть условная, выраженная в
градусах Цельсия, разность температур объекта измерения и измерительного
средства, которая при определенных "идеальных" условиях вызовет ту же
погрешность, как и весь комплекс реально существующих причин. Эти условия
сводятся к тому, что прибор и деталь имеют постоянную по объему температуру, а
коэффициент линейного расширения материалов, из которых они изготовлены, равен
11,6·10-6 1/град.
Если указанные идеальные условия соблюдены, то
температурный режим в n
градусов означает, что допускается такая же разность температур измерительного
средства и объекта измерения и соответствующая разность их деформаций по линии
измерения. Если условия не соблюдены, то разность температур должна быть меньше
на такую величину, которая компенсировала бы дополнительный источник
погрешности.
Таким образом, температурный режим не должен
пониматься как допускаемое отклонение температуры среды от 20 °С или колебание
ее в процессе измерения.
В соответствии с приведенным определением
погрешность, зависящую от температурных деформаций, Dlt, при известном
температурном режиме  можно определить по
формуле можно определить по
формуле
 (1) (1)
где l
- измеряемый размер.
Строгое определение значения температурного режима
для конкретного измерительного процесса сопряжено с теми же трудностями, как и
определение температурной составляющей погрешности измерения, однако
приближенную оценку его предельного значения можно произвести по формуле
 (2) (2)
где Dt1
- отклонение температуры среды от 20 °С, Dt2 - кратковременные
колебания температуры среды в процессе измерения, (an-aд)max - максимально возможная разность
значений коэффициентов линейного расширения материалов прибора и детали, amax - максимальное
значение коэффициента линейного расширения материала прибора или измеряемой
детали.
При пользовании формулой (2) известная трудность
возникает при оценке интервала времени, который можно принять за период, в
течение которого нужно учитывать кратковременные колебания температуры воздуха.
На оценку этого периода влияют многие факторы - вид
измерительного средства, размеры и конфигурация детали, вид измерений и т.д.
Поэтому могут быть даны только ориентировочные рекомендации по величинам периода
колебания температур, которые могут быть сочтены кратковременными.
При пользовании измерительными средствами небольших
размеров (например, микрометрами или рычажными скобами, закрепленными в
стойках) в качестве кратковременных можно рассматривать колебания в течение
15-30 мин; приборами средних габаритов (например, вертикальным оптиметром) - в
течение 1 ч; крупными приборами (например, измерительными машинами) - в течение
6 ч.
Пример использования формулы (2):
Вкладыши из антифрикционного алюминиевого сплава ХА
750 имеют размер 60n6.
В соответствии с рекомендациями табл.
V измерение вкладышей должно производиться рычажным микрометром, закрепленным
в стойке, при температурном режиме 2 °С. Измерение предполагается производить в
помещении, где поддерживается температура (20±1) °С с допускаемыми
кратковременными колебаниями 0,5 °С в течение 30 мин,
т.е.  
Коэффициент линейного расширения материала детали aд=(22,8¸23,8)10-6
1/град. [1]. Так как марка стали, из которой сделан корпус микрометра,
неизвестна, для an мы вынуждены
взять полный диапазон коэффициентов линейного расширения стали:
 1/град. 1/град.
 1/град. 1/град.
 1/град. 1/град.
Подставив найденные значения в формулу (2), получим:
 °С. °С.
Температурные условия измерения могут считаться
удовлетворительными, так как значение температурного режима получилось меньше
рекомендованного (2 °С).
Расчет по формуле (2) допускаемых отклонений и
колебаний температуры не всегда удобен, так как для каждого сочетания amax и (an-aд)max возможно множество
комбинаций Dt1 и Dt2, поэтому
целесообразно для наиболее употребительных сочетаний amax и (an-aд)max рассчитать графики
для определения Dt1 и Dt2. Такие
графики для случаев, когда измерительное средство сделано из черного металла
(без указания марки), а объект измерения сделан из черного металла, латуни или
бронзы или легкого сплава на основе алюминия или магния, приведены,
соответственно, на рис. 2, 3, 4.
Рис. 2. Температурный режим в зависимости от
допускаемых отклонений и колебаний температуры среды.
Материал измеряемой детали - черный металл (без
указания марки)
Рис. 3. Температурный режим в зависимости от
допускаемых отклонений и колебаний температуры среды.
Материал измеряемой детали - латуни и бронзы (без
указания марки)
Более удобной при использовании, но дающей менее
достоверные данные, может быть таблица, в которой допускаемые значения
отклонений и колебаний температуры указываются в зависимости от материала
объекта измерения и температурного режима.
Рис. 4. Температурный режим в зависимости от
допускаемых отклонений и колебаний температуры среды.
Материал измеряемой детали - легкие сплавы на основе
алюминия или магния (без указания марки)
В качестве примера может быть предложена табл. IV,
рассчитанная для случая, когда средство измерения имеет приведенный к линии
измерения коэффициент линейного расширения 11,6·10-6 1/град, а
объекты измерения изготовлены из черных металлов, или из латуней и бронз, или
из сплавов на основе алюминия и магния (без указания марки материала).
При необходимости проведения измерений в жестких
температурных условиях сокращение значения температурного режима и,
соответственно, погрешности от температурных деформаций можно достичь,
используя установочные меры из того же материала, как и объекты измерения, и
применяя совместную выдержку объекта и меры при одинаковой температуре.
ТАБЛИЦА IV
|
Материал объекта измерения
|
Температурный режим
|
|
5
|
3
|
2
|
1
|
0,5
|
0,2
|
|
Допускаемые отклонения и колебания температуры Dt1/Dt2
|
|
Черные металлы
|
10/4
|
6/2,5
|
5/1,5
|
2/0,8
|
1/0,4
|
0,5/0,15
|
|
Латуни и бронзы
|
5/1,5
|
3/0,8
|
2/0,5
|
1/0,3
|
0,5/0,15
|
0,2/0,05
|
|
Сплавы на основе алюминия и магния
|
3/1,5
|
2/0,7
|
1/0,7
|
0,5/0,3
|
0,3/0,15
|
0,1/0,07
|
Пример: Вкладыши,
упоминаемые в предыдущем примере, измеряются при температуре (30±3) °С.
Температурный режим должен быть ограничен, так же как в предыдущем примере, в
пределах 2 °С. Настройку рычажного микрометра производим по установочной мере,
изготовленной из того же материала, как и вкладыши. Меру и вкладыш перед
измерением выдерживаем совместно на плите в течение времени, достаточного для
выравнивания их температур в пределах 0,5 °С. Значение температурного режима
определим по формуле (2):
Dt1=13
°C (температура при измерении может быть равна 33 °С); Dt2=0,5 °С (разность
температур меры и детали в максимуме может быть равна полной величине колебаний
температуры);
 1/град, 1/град,
 1/град. 1/град.
 °С. °С.
Благодаря принятым мерам, значение температурного
режима оказывается даже меньшим, чем в предыдущем примере, т.е. температурные
условия измерения могут также считаться удовлетворительными.
Требования к температурным условиям измерения
оказываются тем жестче, чем больше по абсолютной величине коэффициенты
линейного расширения материала детали и прибора, чем больше их разность и чем
менее достоверны сведения о них. Для назначения более свободных температурных
условий нужно располагать более точными данными о коэффициентах линейного
расширения или определять погрешность от температурных деформаций более
строгими методами [2].
2.2.5. Специфические
погрешности при измерении внутренних размеров.
Особенность измерения этих размеров заключается в
том, что измерительные средства имеют с деталью, как правило, точечный контакт
и требуется перемещать или деталь, или наконечник прибора для нахождения
минимума размера в осевой плоскости измеряемого цилиндра и максимума в
плоскости, перпендикулярной оси. На точность перемещения и фиксации
максимальных и минимальных отклонений большое влияние оказывает состояние
поверхности. Поэтому в табл.
II даны варианты возможных погрешностей при различных величинах
шероховатости поверхности.
При измерении внутренних размеров наиболее часто для
настройки нутромеров используют концевые меры с боковиками, зажатые в
струбцине. Погрешность блока с боковиками, по которому настраивают приборы для
внутренних измерений, как правило, возникает из-за деформации блока при
закреплении его в струбцине. Эта составляющая была учтена в настоящих
материалах средней величиной, выявленной экспериментально.
Можно рекомендовать прием использования струбцин, при
котором значительно сокращаются погрешности от указанных деформаций. Для этого
применяют боковики с параллельными наружными и внутренними рабочими
поверхностями. Боковики должны быть аттестованы. Набрав необходимый блок с
аттестованными боковиками и зажав его в струбцине, измеряют наружный размер
блока по наружным измерительным поверхностям боковиков. Внутренний размер будет
равен измеренному, за вычетом размеров боковиков. Необходимо иметь в виду, что
помимо деформации сжатия блока происходит и перекос боковиков, поэтому
измерение наружного размера следует проводить в нескольких сечениях. Известны
струбцины со стабилизированным усилием крепления блока мер, что сокращает
величину случайной составляющей погрешности настройки по блоку мер в струбцине.
2.2.6. Погрешности, зависящие
от оператора (субъективные погрешности).
Возможны четыре вида субъективных погрешностей:
присутствия, отсчитывания, действия, профессиональные.
Из субъективных погрешностей измерения в табл.
I в качестве вариантов использования измерительных средств представилась
возможность учесть только субъективную погрешность отсчитывания для некоторых
измерительных средств. Однако в принятых вариантах эта погрешность не
учитывается непосредственно. Влияние этой погрешности учитывают только тогда,
когда стремятся максимально использовать точностные возможности измерительных
средств, например, при измерении в пределах 2-3 делений шкалы.
Субъективная погрешность присутствия проявляется в
виде влияния теплоизлучения оператора на температуру окружающей среды [2].
Как показали результаты экспериментов, наиболее
существенное влияние на погрешность измерения оказывают субъективные
погрешности действия и профессиональные.
К субъективным погрешностям действия относятся погрешности,
вносимые оператором при настройке прибора, подготовке объекта измерения или
установочных мер и т.д. По происхождению, источнику возникновения этот вид
погрешностей частично можно отнести к погрешностям, связанным с измерительными
средствами, которые проявляются при поверке этих средств.
К субъективным погрешностям действия относятся
погрешности от притирки концевых мер. Эти погрешности вошли в погрешности от
установочных мер.
Субъективные погрешности действия возникают при
перемещении прибора относительно детали или детали относительно элементов
прибора при измерении внутренних размеров.
Полностью учесть все виды субъективных составляющих
погрешности измерения при разработке вариантов использования измерительных
средств не представляется возможным, тем более, что их значения существенно
зависят от квалификации оператора, от опыта его работы с тем или иным средством
измерений.
В методических указаниях невозможно учесть и
профессиональные погрешности, связанные с квалификацией оператора. Характер и
точность выполняемых работ определяют тот объем информации, который оператор
воспринимает от измерительных средств.
Таким образом, данные о погрешностях измерений,
содержащиеся в табл.
I и II,
учитывают не все субъективные погрешности измерений.
2.3. Порядок выбора измерительных средств.
2.3.1. Участие технических служб в выборе
измерительных средств
Принципиальное положение ГОСТ
8.051-81 в отношении выбора измерительных средств заключается в том, что
при установлении приемочных границ, т.е. значений размеров, по которым
производят приемку изделий, необходимо учитывать влияние погрешности измерений.
В выборе измерительных средств должны участвовать
конструкторская, технологическая и метрологическая службы в пределах
выполняемых ими служебных обязанностей.
Конструкторская
служба участвует в выборе измерительных средств только правильным
назначением допускаемых отклонений на размер детали. При назначении допуска на
изготовление конструктор должен установить по таблице приложения 2 к ГОСТ
8.051-81 или по табл. Х в разделе 2.4 настоящих методических указаний возможное предельное
количество неправильно принимаемых деталей и возможный предельный выход размера
этих деталей за границы допуска. При этом у конструктора возможны три варианта
установления приемочных границ (см. рис. 1).
В стандарте в качестве предпочтительного варианта
принято установление приемочных границ без введения производственного допуска.
Это означает, что следует выбрать такой квалитет или вид посадки, при котором
предельные возможные значения размера удовлетворяли бы требованиям
конструктора. Такой подход необходим в связи с тем, что только конструктор в
полной мере может дать ответ на вопрос о возможности отклонения размеров
определенной группы деталей от размеров, указанных на чертеже.
Если переход на более точный квалитет или другой вид
посадки оказывается невозможным, например, в связи с большим ужесточением
требований, а следовательно с неоправданным удорожанием производства,
конструктор должен принять решение о введении производственного допуска.
Стандартом предусмотрено, что смещение у каждой приемочной границы не должно
быть больше половины допускаемой погрешности измерения (см. рис. 1). Следовательно,
меньшие смещения вполне допустимы. Наиболее предпочтительными являются смещения
на величину "с", т.е. на вероятный предельный выход размера за
границу поля допуска у неправильно принятых деталей, определенную исходя из
реального соотношения технологического рассеяния и поля допуска, а не из
наиболее неблагоприятного. Для этой цели необходимо иметь представление о
точности технологического процесса и определять величину "с"
по графикам, приведенным в приложении 2 к ГОСТ
8.051-81 или в разд. 2.4 настоящих
методических указаний.
Технологическая служба.
В обязанности технологической службы входит
обеспечение наиболее экономичных технологических процессов. Для оценки
технологического процесса технолог должен знать возможные количества
действительного и ложного брака и руководствоваться при этом данными о
технологическом распределении, допускаемой погрешности измерения и графиками,
данными в приложении 2 к ГОСТ
8.051-81 или в разд. 2.4. Если
полученные результаты можно считать удовлетворительными, то выбор измерительных
средств предоставляется метрологической службе или тем работникам
технологической службы, в чьи обязанности это входит. Если результаты
получились неудовлетворительными, то для исправления положения можно смещать
настройку, т.е. центр группирования технологического распределения, регулируя
соотношение брака плюс и брака минус; изменять технологический процесс,
уменьшая зону технологического рассеяния; повышать требования к точности
измерения, сокращая процент ложного брака. Второй путь, как правило,
оказывается наиболее эффективным.
Метрологическая
служба.
Метрологическая служба участвует в выборе конкретных
измерительных средств с учетом условий измерения. Эта служба обязана
установить, в какой мере условия измерения, указанные в табл.
I и II,
соответствуют реально существующим, а также учесть специфические особенности
производства (применяемость измерительных средств, их наличие и т.д.). Если
метролог обнаружит, что рекомендуемые в табл.
I и II
условия измерения не могут быть созданы на существующем производстве, то он
обязан оценить степень влияния несовпадающих условий и определить возможные
предельные погрешности при существующих условиях, а также их допустимость с
точки зрения выполнения требований ГОСТ
8.051-81.
При неудовлетворительных результатах следует выбрать
другое измерительное средство, при использовании которого в существующих
условиях измерения (с учетом методической погрешности) будут удовлетворяться
требования ГОСТ
8.051-81, или спроектировать новую методику выполнения измерения (см.
примеры в разд. 2.2.4). Особое
внимание следует обратить на ограниченную возможность изменения предельной
погрешности за счет изменения отдельных ее составляющих. Как правило, при
разработке вариантов использования измерительных средств обеспечивалось
приблизительно равное влияние доминирующих составляющих погрешности измерения.
Обычно в качестве исходной величины принималась погрешность измерительного
средства, и подбирались погрешности, зависящие от температурных деформаций и от
установочных мер, каждая из которых приблизительно равна погрешности
измерительного средства.
2.3.2. Выбор конкретных измерительных средств.
Выбрать конкретное измерительное средство можно по табл.
I и II
в зависимости от измеряемого размера, допуска на изготовление и допускаемой
погрешности измерения по ГОСТ
8.051-81. Однако по табл.
I и III
трудно выявить весь комплекс измерительных средств, которые можно использовать
для измерения с допускаемой погрешностью.
Для упрощения процесса выбора конкретных
измерительных средств составлены табл. V-IX.
В левой части таблиц указаны диапазоны номинальных размеров, сверху квалитеты,
от IT2 до IT17, а на пересечении горизонтальных полос и вертикальных колонок
указаны в виде дроби допускаемые погрешности измерений (числитель) и допуски на
изготовление (знаменатель). Под ними номерами и буквами из таблиц I
на II
указаны измерительные средства и варианты их использования, при которых
погрешность измерений не превышает допускаемых значений.
Для измерений внутренних размеров, а также глубин и
уступов (в табл. VII и VIII)
указана практически вся возможная номенклатура универсальных измерительных
средств. При этом часть диапазонов номинальных размеров в некоторых квалитетах
не обеспечена универсальными измерительными средствами. Для измерения этих
размеров должны проектироваться специальные измерительные средства и
разрабатываться соответствующие методики измерений.
ТАБЛИЦА
V
Измерение наружных размеров станковыми средствами
измерения
|
Диапазоны номинальных размеров, мм
|
Квалитеты
|
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
|
Допускаемая погрешность измерения, мкм/допуски, мкм; средства
измерения, по табл.
I
|
|
До 3
|
0,4/1,2
|
0,8/2
|
1/3
|
1,4/4
|
1,8/6
|
3/10
|
3/14
|
6/25
|
8/40
|
12/60
|
20/100
|
30/140
|
|
17б, 18а, 19а, 22б, 24б, 26б, 27а, 28а, 30б, 36з
|
10б, 16а, 17а, 21б, 22а, 23а, 24а, 25б, 26а, 30б, 36в
|
10б, 15б, 16а, 17а, 21б, 22а, 23а, 25а, 26а, 30а, 33а, 36в
|
9б, 10б, 15б, 16а, 21a, 22а, 25а, 30а, 33а, 34a, 36б
|
9б, 10б, 15a, 20б, 21a, 25а, 30а, 33а, 34a, 36б
|
9а, 10а, 11в, 12a, 15a, 20a, 32a, в, 36а
|
9а, 10а, 11в, 12a, 14б, 15a, 20a, 32a, б, в, 36а
|
7д, и, 9а, 11а, 12a, 13а, 14а, 31, 35в
|
7г, з, 11а, 13а, 32б, 35б
|
7б, е, 13а, 35б
|
7а, е, 35а
|
7а, 35а
|
|
Св. 3 до 6
|
0,6/1,5
|
1/2,5
|
1,4/4
|
1,6/5
|
2/8
|
3/12
|
4/18
|
8/30
|
10/48
|
16/75
|
30/120
|
40/180
|
|
10б, 16б, 17а, 18а 19а, 22б, 23а, 24а, 25б, 26а, 27а, 30б, 36г, к
|
10б, 15б, 16б, 17а, 21б, 22а, 23а, 25а, 26а, 30а, 33а, 36в
|
9б, 10б, 15б, 16а, 21a, 22а, 23а, 25а, 30а, 33а, 34a, 36б
|
9б, 10б, 15a, 20б, 21a, 25а, 30а, 33а, 34a, 36б
|
9б, 10а, 12б, 15a, 20б, 21a, 30б, 33а, 34a, 36б
|
9а, 10а, 11в, 12a, 14б, 15a, 20a, 32a, в, 36а
|
7к, 9а, 10а, 11в, 12a, 13б, 14б, 20a, 31, 32a, в, 36а
|
7г, з, 11а, 13а, 14а, 31, 32б, 35б
|
7в, ж, 11а, 13а, 14а, 32б, 35б
|
7а, е, 35а
|
7а, 35а
|
-
|
|
Св. 6 до 10
|
0,6/1,5
|
1/2,5
|
1,4/4
|
2/6
|
2/9
|
4/15
|
5/22
|
9/36
|
12/58
|
18/90
|
30/150
|
50/220
|
|
10б, 16б, 17а, 18а, 19а, 22б, 24а, 25б, 26а, 27а 30б, 36г, к
|
10б, 15б, 16а, 17а, 21б, 22а, 23а, 25а, 26а, 30а, 33а, 36в
|
9б, 10б, 15б, 16а, 21a, 22а, 23а, 25а, 30а, 33а, 34a, 36б
|
9б, 10а, 15a, 20б, 21a, 30а, 33а, 34a, 36б
|
9б, 10а, 15a, 20б, 21a, 30а, 33а, 34a, 36б
|
7к, 9а, 10а, 11в, 12a, 13б, 14б, 20a, 31, 32a, в, 36а
|
7д, 9а, 11а, 12a, 13б, 14а, 20a, 31, 32a, в, 36а
|
7г, з, 11а, 13а, 14а, 32б
|
7б, е, 13а, 35б
|
7а, 35а
|
7а, 35а
|
-
|
|
Св. 10 до 18
|
0,8/2
|
1,2/3
|
1,6/5
|
2,8/8
|
3/11
|
5/18
|
7/27
|
10/43
|
14/70
|
30/110
|
40/180
|
60/270
|
|
10б, 16б, 17а, 18а, 21б, 22а, 23а, 24а, 25б, 26а, 27а, 30б, 36ж
|
10б, 16а, 17а, 21б, 22а, 23а, 25а, 26а, 30а, 33а, 36в, е
|
9б, 10б, 15a, 16а, 20б, 21a, 25а, 30а, 33а, 34a, 36б
|
9б,
10а, 15a, 20б, 21a, 34a, 36б
|
9б,
10а, 12a, 14б, 15a, 20a, 21a, 32a, 34a, 36а
|
7д, 9а, 11б, 12a, 13б, 14а, 20a, 31, 32a, в, 36а
|
7д, и, 9а, 11а, 13а, 14а, 31, 32a, б, 35в
|
7в, ж, 11а, 13а, 14а, 32б, 35б
|
7б, е, 13а, 35б
|
7а, 35а
|
-
|
-
|
|
Св. 18 до 30
|
1/2,5
|
1,4/4
|
2/6
|
3/9
|
4/13
|
6/21
|
8/33
|
12/52
|
18/84
|
30/130
|
50/210
|
70/330
|
|
10б, 16а, 17а, 21б, 22а, 23а, 24а, 25а, 26а, 30а, 36г, ж
|
10б, 16а, 21б, 22а, 23а, 25а, 30а, 33а, 36в, е
|
9б, 10а, 15a, 16а, 20б, 21a, 25а, 30а, 33а, 34a, 36б
|
9б,
10а, 12a, 14б, 15a, 20a, 21a, 32в, 34a, 36а
|
7к, 9а, 10а, 11в, 12a, 14б, 20a, 32a, в 34a, 36а
|
7д, 9а, 11а, 12a, 13б, 14а, 20a, 31, 32a, в
|
7г, 11а, 13а, 14а, 31, 32a, б, 35в
|
7в, е, 11а, 13а, 32б, 35б
|
7а, 35а
|
-
|
-
|
-
|
|
Св. 30 до 50
|
1/2,5
|
1,4/4
|
2,4/7
|
4/11
|
5/16
|
7/25
|
10/39
|
16/62
|
20/100
|
40/160
|
50/250
|
80/390
|
|
10б, 16а, 17а, 21б, 22а, 23а, 24а, 25а, 26а, 30а, 36ж
|
10б, 16а, 21б, 22а, 23а, 25а, 30а, 33а, 36в, е
|
9б, 10а, 15a, 20б, 21a, 33а, 34a, 36б, д
|
7к, 9а, 10а, 11в, 12a, 14б, 15a, 20a, 32в, 34a, 36а
|
7д, 9а, 11б, 12a, 13б, 14б, 20a, 31, 32a, в, 36а
|
7д, и, 9а, 11а, 13а, 14а, 31, 32a, б, 35в
|
7в, 11а, 13а, 14а, 31, 32б, 35б
|
7а, 35а
|
7а, 35а
|
-
|
-
|
-
|
|
Св. 50 до 80
|
1,2/3
|
1,8/5
|
2,8/8
|
4/13
|
5/19
|
9/30
|
12/46
|
18/74
|
30/120
|
40/190
|
60/300
|
100/460
|
|
10б, 16а, 17а, 21б, 22а, 23а, 24а, 25а, 26а, 30а 36ж, и
|
9б, 10б, 15б, 16а, 21б, 22а, 25а, 30а, 33а, 34б, 36б
|
9б, 10а, 12б, 15а, 20б, 21а, 33а, 34а, 36б
|
9а, 10а, 11в, 12а, 14б, 15а, 20а, 21а, 32в, 34а, 36а
|
7к, 9а, 11б, 12а, 13б, 14б, 20а, 32в, 34а, 36а
|
7г, 11а, 13а, 14а, 31, 32а,
б, 35в
|
7в, ж, 11а, 13а, 14а, 31, 32б, 35б
|
7а, 35а
|
7а, 35а
|
-
|
-
|
-
|
|
Св. 80 до 120
|
1,6/4
|
2/6
|
3/10
|
5/15
|
6/22
|
10/35
|
12/54
|
20/87
|
30/140
|
50/220
|
70/350
|
120/540
|
|
10б, 16а, 17а, 21б, 22а, 23а, 24а, 25а, 26а, 30а 34б, 36е
|
10б, 15б, 16а, 20б, 21а, 22а, 23а, 24а, 25а, 30а, 33а, 34б, 36б
|
9б, 10а, 12б, 15а, 20б, 21а, 33а, 34а*, б, 36а
|
7к, 9а, 10а, 11в, 12а, 14б, 15а, 20а, 32в*, 34а*, 36а
|
7д, 9а, 11б, 12а, 13б, 14б, 20а, 32в*, 34а*, 36а
|
7г, з, 11а, 13а, 14а, 31, 32а, б*, в*, 35б*
|
7в, ж, 11а, 13а, 14а, 31, 32а, б*, 35б*
|
7а, 11а, 13а, 35а*
|
7а, 35а*
|
-
|
-
|
-
|
|
Св. 120 до 180
|
2/5
|
2,8/8
|
4/12
|
6/18
|
7/25
|
12/40
|
16/63
|
30/100
|
40/160
|
50/250
|
80/400
|
140/630
|
|
10б*, 15б*, 16а*, 20б, 21а, 22а, 23а, 24а, 25а*, 30а, 34б, 36б
|
9б*, 10а, 15а*, 20б, 21а, 34б, 36б, д
|
9б*, 10а, 11в*, 12а, 15а*, 20б, 21а, 33а, 36а
|
7д, 9а, 11в*, 12а, 13б*, 14б*, 20а, 33а, 36а
|
7д, и, 9а, 11б, 13б*, 14б*, 20а
|
7в, ж, 11а, 13а*, 14а*, 31*, 32а
|
7в, е, 11а, 13а*, 14а*, 31*, 32а
|
7а
|
7а
|
-
|
-
|
-
|
|
Св. 180 до 250
|
2,8/7
|
4/10
|
5/14
|
7/20
|
8/29
|
12/46
|
18/72
|
30/115
|
40/185
|
60/290
|
100/460
|
160/720
|
|
10а, 22а, 23а, 24а, 30а, 34б, 36в, е
|
10а, 12а, 20б, 21а, 33а, 34б, 36б
|
10а, 12а, 20б, 21а, 33а, 36а
|
7д, 9а, 12а, 20а, 33а, 36а
|
7д, и, 9а, 11б, 12а, 20а
|
7г, з, 9а, 11а, 32а
|
7в, е, 11а, 32а
|
7а
|
7а
|
-
|
-
|
-
|
|
Св. 250 до 315
|
3/8
|
4/12
|
5/16
|
8/23
|
10/32
|
14/52
|
20/81
|
30/130
|
50/210
|
70/320
|
120/520
|
180/810
|
|
21б, 22а, 23а, 30а, 34б
|
20б, 21а, 33а, 34б, 36а
|
20б, 21а, 33а, 36а
|
7к, 20а, 21а, 33а, 36а
|
7г, 20а
|
7г, з, 20а
|
7в, е, 32а
|
7в, е, 32а
|
7а
|
-
|
-
|
-
|
|
Св. 315 до 400
|
3/9
|
5/13
|
6/18
|
9/25
|
10/36
|
16/57
|
24/89
|
40/140
|
50/230
|
80/360
|
120/570
|
180/890
|
|
21а, 22а, 23а, 30а, 34б
|
20б, 21а, 33а, 34б, 36а
|
20б, 21а, 33а, 36а
|
7д, 20а, 21а, 33а, 36а
|
7д, и, 20а, 33а
|
7г, з, 20а
|
7в, е, 32а
|
7а, 32а
|
7а
|
-
|
-
|
-
|
|
Св. 400 до 500
|
4/10
|
5/15
|
6/20
|
9/27
|
12/40
|
18/63
|
26/97
|
40/155
|
50/250
|
80/400
|
140/630
|
200/970
|
|
21б, 22а, 23а, 30а, 34б
|
20б, 21б, 34б, 36а
|
20б, 21а, 33а, 36а
|
20б, 21а, 33а, 36а
|
7г, 20а, 33а
|
7г, з, 20а
|
7в, е, 32а
|
7в, е, 32а
|
7а, 32а
|
-
|
-
|
-
|
Измерение
наружных размеров накладными средствами измерения
ТАБЛИЦА VI
|
Диапазоны номинальных размеров, мм
|
Квалитеты
|
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
I
|
|
До 3
|
0,4/1,2
|
0,8/2
|
1/3
|
1,4/4
|
1,8/6
|
3/10
|
3/14
|
6/25
|
|
-
|
6г
|
6г
|
6г
|
6г
|
6в
|
6в
|
4а, 5в 6а
|
|
Св. 3 до 6
|
0,6/1,5
|
1/2,5
|
1,4/4
|
1,6/5
|
2/8
|
3/12
|
4/18
|
8/30
|
|
6г
|
6г
|
6г
|
6г
|
6в
|
6в
|
6а
|
4а, 5в 6а
|
|
Св. 6 до 10
|
0,6/1,5
|
1/2,5
|
1,4/4
|
2/6
|
2/9
|
4/15
|
5/22
|
9/36
|
|
6г
|
6г
|
6г
|
6в
|
6в
|
6а
|
4а, 5г 6а
|
4а, 5в
|
|
Св. 10 до 18
|
0,8/2
|
1,2/3
|
1,6/5
|
2,8/8
|
3/11
|
5/18
|
7/27
|
10/43
|
|
6г
|
6г
|
6г
|
6в
|
6в
|
4а, 5г, 6а
|
4а, 5в 6а
|
4а, 5б
|
|
Св. 18 до 30
|
1/2,5
|
1,4/4
|
2/6
|
3/9
|
4/13
|
6/21
|
8/33
|
12/52
|
|
6г
|
6г
|
6в*, г
|
6в
|
6а*, в
|
4а*, в, 5г, 6а*, б
|
4а*, б, 5в, 6а
|
4а, 5б, 6а
|
|
Св. 30 до 50
|
1/2,5
|
1,4/4
|
2,4/7
|
4/11
|
5/16
|
7/25
|
10/39
|
16/62
|
|
6г
|
6г
|
6г
|
6в
|
4б, 5г, 6б
|
4б, 5в 6а
|
4а, 5б, 6а
|
4а, 5а
|
|
Св. 50 до 80
|
1,2/3
|
1,8/5
|
2,8/8
|
4/13
|
5/19
|
9/30
|
12/46
|
18/74
|
|
6г
|
6г
|
6г
|
6в
|
4б, 5г, 6б
|
4б, 5в, 6а*, б
|
4а*, б 5б, 6а
|
4а, 5а, 6а
|
Продолжение табл. VI
|
Диапазоны номинальных размеров, мм
|
Квалитеты
|
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
I
|
|
До 3
|
8/40
|
12/60
|
20/100
|
30/140
|
50/250
|
80/400
|
120/600
|
200/1000
|
|
4а, 5в 6а
|
4а, 5а
|
4а, 5а
|
4а
|
4а
|
4а
|
3
|
2
|
|
Св. 3 до 6
|
10/48
|
16/75
|
30/120
|
40/180
|
6/300
|
100/480
|
160/750
|
240/1200
|
|
4а, 5а
|
4а, 5а
|
4а
|
4а
|
4а
|
3
|
2
|
2
|
|
Св. 6 до 10
|
12/58
|
18/90
|
30/150
|
50/220
|
80/360
|
120/580
|
200/900
|
300/1500
|
|
4а, 5а
|
4а, 5а
|
4а
|
4а
|
4а
|
3
|
2
|
2
|
|
Св. 10 до 18
|
14/70
|
30/110
|
40/180
|
60/270
|
90/430
|
140/700
|
240/1100
|
380/1800
|
|
4а, 5а
|
4а
|
4а
|
4а
|
4а
|
3
|
2
|
2
|
|
Св. 18 до 30
|
18/84
|
30/130
|
50/120
|
70/330
|
120/520
|
180/840
|
280/1300
|
440/2100
|
|
4а, 5а
|
4а
|
4а
|
4а
|
3
|
2
|
2
|
2
|
|
Св. 30 до 50
|
20/100
|
40/160
|
50/250
|
80/390
|
140/620
|
200/1000
|
320/1600
|
500/2500
|
|
4а, 5а
|
4а
|
4а
|
4а
|
3
|
2
|
2
|
1,2
|
|
Св. 50 до 80
|
30/120
|
40/190
|
60/300
|
100/460
|
160/740
|
240/1200
|
400/1900
|
600/3000
|
|
4а, 5а
|
4а
|
4а
|
3
|
3
|
2
|
2
|
1,2
|
Продолжение табл. VI
|
Диапазоны номинальных размеров, мм
|
Квалитеты
|
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
I
|
|
Св. 80 до 120
|
1,6/4
|
2/6
|
3/10
|
5/15
|
6/22
|
10/35
|
12/54
|
20/87
|
|
6г
|
6г
|
6г
|
4б* 6б*, в
|
4б* 5г, 6б
|
4б, 5в 6б
|
4б, 5б
|
4а, 5a 6а
|
|
Св. 120 до 180
|
2/5
|
2,8/8
|
4/12
|
6/18
|
7/25
|
12/40
|
16/63
|
30/100
|
|
6г
|
6г
|
6в*, г
|
5г, 6в
|
5в, 6б
|
4б, 5б 6б
|
4а*, б 5б, 6а*, б
|
4а, 5a 6а
|
|
Св. 180 до 250
|
2,8/7
|
4/10
|
5/14
|
7/20
|
8/29
|
12/46
|
18/72
|
30/115
|
|
6г
|
6в*, г
|
6в
|
5г*, 6б
|
5в*, 6б
|
4б, 5в 6б
|
4б, 5б 6б
|
4а, 5a*, б 6а
|
|
Св. 250 до 315
|
3/8
|
4/12
|
5/16
|
8/23
|
10/32
|
14/52
|
20/81
|
30/130
|
|
6г
|
6г
|
6в*, г
|
6б
|
4б, 5в 6б
|
4б, 5в 6б
|
4в 5б*, в, 6б
|
4а*, б 5б, 6а*, б
|
|
Св. 315 до 400
|
3/9
|
5/13
|
6/18
|
9/25
|
10/36
|
16/57
|
24/89
|
40/140
|
|
6г
|
6г
|
6в
|
6б
|
4б, 5в 6б
|
46, 5в 6б
|
4б, 5б 6б
|
4а, 5б, 6а
|
|
Св. 400 до 500
|
4/10
|
5/15
|
6/20
|
9/27
|
12/40
|
18/63
|
26/97
|
40/155
|
|
6г
|
6г
|
6г
|
6б
|
4б, 5в 6б
|
4б, 5в 6б
|
4б, 5б 6б
|
4б, 5б 6б
|
Продолжение табл. VI
|
Диапазоны номинальных размеров, мм
|
Квалитеты
|
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
I
|
|
Св. 80 до 120
|
30/140
|
50/220
|
70/350
|
120/540
|
180/870
|
280/1400
|
440/2200
|
700/3500
|
|
4а, 5a
|
4а
|
4а
|
3
|
3
|
2
|
2
|
1, 2
|
|
Св. 120 до 180
|
40/160
|
50/250
|
80/400
|
140/630
|
200/1000
|
320/1600
|
500/2500
|
800/4000
|
|
4а, 5a
|
4а
|
4а
|
3, 4а
|
2, 4а
|
2, 4а
|
1, 2, 4а
|
1, 2, 4а
|
|
Св. 180 до 250
|
40/185
|
60/290
|
100/460
|
160/720
|
240/1150
|
380/1850
|
600/2900
|
1000/4000
|
|
4а, 5a 6а
|
4а, 5a
|
3, 4а
|
3, 4а
|
3, 4а
|
2, 4а
|
1, 2, 4а
|
1, 2, 4а
|
|
Св. 250 до 315
|
50/210
|
70/320
|
120/520
|
180/810
|
260/1300
|
440/2100
|
700/3200
|
1100/5200
|
|
4а, 5a 6а
|
4а, 5a
|
4а
|
4а
|
2, 4а
|
2, 4а
|
1, 2, 4а
|
1, 2, 4а
|
|
Св. 315 до 400
|
50/230
|
80/360
|
120/570
|
180/890
|
280/1400
|
460/2300
|
800/3600
|
1200/5700
|
|
4а, 5a 6а
|
4а, 5a 6а
|
4а
|
4а
|
2, 4а
|
2, 4а
|
1, 2, 4а
|
1, 2, 4а
|
|
Св. 400 до 500
|
50/250
|
80/400
|
140/630
|
200/970
|
320/1550
|
500/2500
|
800/4000
|
1400/6300
|
|
4а, 5б 6а
|
4а, 5a 6а
|
4а
|
4а
|
2, 4а
|
1, 2, 4а
|
1, 2, 4а
|
1, 2, 4а
|
Измерение внутренних размеров
ТАБЛИЦА VII
|
Диапазон номинальных размеров, мм
|
Квалитеты
|
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
II
|
|
До 3
|
0,4/1,2
|
0,8/2
|
1/3
|
1,4/4
|
1,8/6
|
3/10
|
3/14
|
6/25
|
|
14
|
14
|
14
|
14
|
14
|
14
|
14
|
12
|
|
Св. 3 до 6
|
0,6/1,5
|
1/2,5
|
1,4/4
|
1,6/5
|
2/8
|
3/12
|
4/18
|
8/30
|
|
13*, 14*
|
10, 13*, 14*
|
10, 13*, 14*
|
7в, 9д
|
7в, 9г
|
7б, 9б
|
7а, 9а
|
9а, 11, 12
|
|
Св. 6 до 10
|
0,6/1,5
|
1/2,5
|
1,4/4
|
2/6
|
2/9
|
4/15
|
5/22
|
9/36
|
|
10, 13
|
10, 13
|
10, 13
|
7в, 9д
|
7в, 9г
|
6б, 7а, 9а
|
5в, 6а, 7а, 9а, 12
|
5в, 6а, 7а ,9а, 11, 12
|
|
Св. 10 до 18
|
0,8/2
|
1,2/3
|
1,6/5
|
2,8/8
|
3/11
|
5/18
|
7/27
|
10/43
|
|
10, 13
|
8б*, 10 13
|
7в, 8а* 9д
|
7б, 8а*, 9в
|
6б, 7б, 8а*, 9б
|
5в, 6а ,7а, 9а, 12
|
5в, 6а, 7а, 9а, 11, 12
|
5б, 9а, 11, 12
|
|
Св. 18 до 30
|
1/2,5
|
1,4/4
|
2/6
|
3/9
|
4/13
|
6/21
|
8/33
|
12/52
|
|
10, 13
|
8б, 10 13
|
8а, 9д
|
7в, 8а 9в
|
6б, 7б 9б
|
5в, 6а 7а, 9а, 12
|
5в, 6а 12
|
5б, 11
|
|
Св. 30 до 50
|
1/2,5
|
1,4/4
|
2,4/7
|
4/11
|
5/16
|
7/25
|
10/39
|
16/62
|
|
10, 13
|
8б, 10 13
|
8а, 9д
|
6б, 7б 9б
|
5в, 6б 7а, 9а
|
5в, 6а 7а, 9а, 12
|
5б, 9а 11, 12
|
5б, 11
|
|
Св. 50 до 80
|
1, 2/3
|
1,8/5
|
2,8/8
|
4/13
|
5/19
|
9/30
|
12/46
|
18/74
|
|
8б, 10, 13
|
8б, 10
|
8а, 9д
|
8а, 9б
|
6б, 8а 9а
|
6а, 9а 12
|
4б, 5в, 6а, 11, 12
|
4а, 5б, 11
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение таблицы VII
|
Диапазон номинальных размеров, мм
|
Квалитеты
|
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
II
|
|
До 3
|
8/40
|
12/60
|
20/100
|
30/140
|
50/250
|
80/400
|
120/600
|
200/1000
|
|
11, 12
|
11
|
11
|
11
|
11
|
11
|
11
|
11
|
|
Св. 3 до 6
|
10/48
|
15/75
|
30/120
|
40/180
|
60/300
|
100/480
|
160/750
|
240/1200
|
|
9а, 11, 12
|
11
|
11
|
11
|
11
|
11
|
11
|
11
|
|
Св. 6 до 10
|
12/58
|
18/90
|
30/150
|
50/220
|
80/360
|
120/580
|
200/900
|
300/1500
|
|
5б, 11
|
5а, 11
|
5а, 11
|
5а, 11
|
5а, 11
|
5а, 11
|
2, 5а
|
2, 5а
|
|
Св. 10 до 18
|
14/70
|
30/110
|
40/180
|
60/270
|
90/430
|
140/700
|
240/1100
|
380/1800
|
|
5б, 11
|
5а, 11
|
5а, 11
|
5а, 11
|
5а, 11
|
5а, 11
|
2
|
2
|
|
Св. 18 до 30
|
18/84
|
30/130
|
50/210
|
70/330
|
120/520
|
180/840
|
280/1300
|
440/2100
|
|
5б, 11
|
5а, 11
|
5а, 11
|
5а, 11
|
5а, 11
|
3
|
2
|
2
|
|
Св. 30 до 50
|
20/100
|
40/160
|
50/250
|
80/390
|
140/620
|
200/1000
|
320/1600
|
500/2500
|
|
5а, 11
|
5а, 11
|
5а, 11
|
5а, 11
|
5а, 11
|
2
|
2
|
1, 2
|
|
Св. 50 до 80
|
30/120
|
40/190
|
60/300
|
100/460
|
160/740
|
240/1200
|
400/1900
|
600/3000
|
|
4а, 5а, 11
|
4а, 5а, 11
|
4а, 5а, 11
|
4а, 5а, 11
|
4а, 5а, 11
|
3
|
2
|
1, 2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение таблицы VII
|
Диапазон номинальных размеров, мм
|
Квалитеты
|
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
II
|
|
Св. 80 до 120
|
1,6/4
|
2/6
|
3/10
|
5/15
|
6/22
|
10/35
|
12/54
|
20/87
|
|
8б, 10, 13
|
8б, 10
|
8а, 9в
|
6б, 8а, 9а
|
6б, 9а
|
4б, 6а, 9а, 11, 12
|
4б, 6а, 11, 12
|
4a, 5б, 11
|
|
Св. 120 до 180
|
2/5
|
2,8/8
|
4/10
|
6/18
|
7/25
|
12/40
|
16/63
|
30/100
|
|
13
|
8б
|
8б
|
8а
|
6а, 8а, 12
|
6а, 11*, 12
|
4б, 5б, 11*, 12
|
4a, 5a, 11*, 12
|
|
Св. 180 до 250
|
2,8/7
|
4/10
|
5/14
|
7/20
|
8/29
|
12/46
|
18/72
|
30/115
|
|
8б
|
8б
|
8а
|
6а, 8а, 12*
|
6а, 8а, 12*
|
6а, 12*
|
4б, 5б, 12*
|
4a, 5a ,12*
|
|
Св. 250 до 315
|
3/8
|
4/12
|
5/16
|
8/23
|
10/32
|
14/52
|
20/81
|
30/130
|
|
-
|
-
|
-
|
-
|
6б, 8а
|
6а, 8а
|
4б,
5б
|
4a, 5a
|
|
Св. 315 до 400
|
3/9
|
5/13
|
6/18
|
9/25
|
10/36
|
16/57
|
24/89
|
40/140
|
|
-
|
-
|
-
|
8а
|
6б, 8а
|
6а, 8а
|
4б,
5б
|
4a, 5a
|
|
Св. 400 до 500
|
4/10
|
5/15
|
6/20
|
9/27
|
12/40
|
18/63
|
26/97
|
40/155
|
|
-
|
-
|
-
|
6б, 8а
|
6а, 8а
|
6а, 8а
|
4б,
5б
|
4a, 5a
|
_______________
* Измерительное средство не полностью обеспечивает диапазон номинальных
размеров (см. табл.
II).
Продолжение таблицы VII
|
Диапазон номинальных размеров, мм
|
Квалитеты
|
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
II
|
|
Св. 80 до 120
|
30/140
|
50/220
|
70/350
|
120/540
|
180/870
|
280/1400
|
440/2200
|
700/3500
|
|
4a, 5a 11
|
4a, 5a 11
|
4a, 5a 11
|
4a, 5a 11
|
4a, 5a 11
|
2
|
2
|
1, 2
|
|
Св. 120 до 180
|
40/160
|
50/250
|
80/400
|
140/630
|
200/1000
|
320/1600
|
500/2500
|
800/4000
|
|
4a, 5a 11*, 12
|
4a, 5a 11*, 12
|
4a, 5a 11*, 12
|
4a, 5a 11*, 12
|
3
|
2
|
1, 2
|
1, 2
|
|
Св. 180 до 250
|
40/185
|
60/290
|
100/460
|
160/720
|
240/1150
|
380/1850
|
600/2900
|
1000/4600
|
|
4a, 5a 12*
|
4a, 5a 12*
|
4a, 5a 12*
|
4a, 5a 12*
|
3
|
2
|
1, 2
|
1, 2
|
|
Св. 250 до 315
|
50/210
|
70/320
|
120/520
|
180/810
|
260/1300
|
440/2100
|
700/3200
|
1100/5200
|
|
4a, 5a
|
4a, 5a
|
4a, 5a
|
4a, 5a
|
3
|
2
|
1, 2
|
1, 2
|
|
Св. 315
до 400
|
50/230
|
80/360
|
120/570
|
180/890
|
280/1400
|
460/2300
|
800/3600
|
1200/5700
|
|
4a, 5a
|
4a, 5a
|
4a, 5a
|
4a, 5a
|
3
|
2
|
1, 2
|
1, 2
|
|
Св. 400 до 500
|
50/250
|
80/400
|
140/630
|
200/970
|
320/1550
|
500/2500
|
800/4000
|
1400/6300
|
|
4a, 5a
|
4a, 5a
|
4a, 5a
|
4a, 5a
|
2
|
1, 2
|
1, 2
|
1, 2
|
ТАБЛИЦА VIII
Измерение глубин и уступов универсальными
измерительными средствами
|
Диапазоны номинальных размеров, мм
|
Квалитеты
|
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
I
|
|
До 3
|
0,4/1,2
|
0,8/2
|
1/3
|
1,4/4
|
1,8/6
|
3/10
|
3/14
|
6/25
|
|
-
|
40б
|
40б
|
40б
|
40а
|
40а
|
40а
|
38б, 39б
|
|
Св. 3 до 6
|
0,6/1,5
|
1/2,5
|
1,4/4
|
1,6/5
|
2/8
|
3/12
|
4/18
|
8/30
|
|
40б
|
40б
|
40б
|
40а
|
40а
|
40а
|
39в
|
38б, 39б
|
|
Св. 6 до 10
|
0,6/1,5
|
1/2,5
|
1,4/4
|
2/6
|
2/9
|
4/15
|
5/22
|
9/36
|
|
40б
|
40б
|
40б
|
40а
|
40а
|
39в
|
39в
|
38б, 39б
|
|
Св. 10 до 18
|
0,8/2
|
1,2/3
|
1,6/5
|
2,8/8
|
3/11
|
5/18
|
7/27
|
10/43
|
|
40б
|
40б
|
40а
|
40а
|
40а
|
39в
|
38б, 39б
|
38б, 39б
|
|
Св. 18 до 30
|
1/2,5
|
1,4/4
|
2/6
|
3/9
|
4/13
|
6/21
|
8/33
|
12/52
|
|
40б
|
40б
|
40а
|
40а
|
40а
|
38б, 39в
|
38б, 39б
|
38б, 39б
|
|
Св. 30 до 50
|
1/2,5
|
1,4/4
|
2,4/7
|
4/11
|
5/16
|
7/25
|
10/39
|
16/62
|
|
40б
|
40б
|
40а
|
40а
|
39в
|
38б, 39б
|
38б, 39б
|
38б, 39а
|
|
Св. 50 до 80
|
1,2/3
|
1,8/5
|
2,8/8
|
4/13
|
5/19
|
9/30
|
12/46
|
18/74
|
|
-
|
40б
|
40а
|
40а
|
39в
|
38б, 39б
|
38б, 39б
|
38б, 39а
|
Продолжение табл. VIII
|
Диапазоны номинальных размеров, мм
|
Квалитеты
|
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
I
|
|
До 3
|
8/40
|
12/60
|
20/100
|
30/140
|
50/250
|
80/400
|
120/600
|
200/1000
|
|
38б, 39б
|
38б, 39б
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
37
|
37
|
|
Св. 3 до 6
|
10/48
|
16/75
|
30/120
|
40/180
|
60/300
|
100/480
|
160/750
|
240/1200
|
|
38б, 39б
|
38б, 39а
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
37
|
37
|
37
|
|
Св. 6 до 10
|
12/58
|
18/90
|
30/150
|
50/220
|
80/360
|
120/580
|
200/900
|
300/1500
|
|
38б, 39б
|
38б, 39а
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
37
|
37
|
37
|
|
Св. 10 до 18
|
14/70
|
30/110
|
40/180
|
60/270
|
90/430
|
140/700
|
240/1100
|
380/1800
|
|
38б, 39б
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
37
|
37
|
37
|
|
Св. 18 до 30
|
18/84
|
30/130
|
50/210
|
70/330
|
120/520
|
180/840
|
280/1300
|
440/2100
|
|
38б, 39а
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
37
|
37
|
37
|
37
|
|
Св. 30 до 50
|
20/100
|
40/160
|
50/250
|
80/390
|
140/620
|
200/1000
|
320/1600
|
500/2500
|
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
37
|
37
|
37
|
1,37
|
|
Св. 50 до 80
|
30/120
|
40/190
|
60/300
|
100/460
|
160/740
|
240/1200
|
400/1900
|
600/3000
|
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
37
|
37
|
37
|
1,37
|
Продолжение табл. VIII
|
Диапазоны номинальных размеров, мм
|
Квалитеты
|
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
I
|
|
Св. 80 до 120
|
1,6/4
|
2/6
|
3/10
|
5/15
|
6/22
|
10/35
|
12/54
|
20/87
|
|
-
|
40а
|
40а
|
40а
|
39в
|
38б, 39б
|
38б, 39б
|
38а, 39а
|
|
Св. 120 до 180
|
2/5
|
2,8/8
|
4/12
|
6/18
|
7/25
|
12/40
|
16/63
|
30/100
|
|
40а*
|
40а*
|
40а*
|
40а*
|
40а*
|
38б*, 39б*
|
38б*, 39б*
|
38а*, 39а*
|
|
Св. 180 до 250
|
2,8/7
|
4/10
|
5/14
|
7/20
|
8/29
|
14/46
|
18/72
|
30/115
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Св. 250 до 315
|
3/8
|
4/12
|
5/16
|
8/23
|
10/32
|
14/52
|
20/81
|
30/130
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Св. 315 до 400
|
3/9
|
5/13
|
6/18
|
9/25
|
10/36
|
16/57
|
24/89
|
40/140
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Св. 400 до 500
|
4/10
|
5/15
|
6/20
|
9/27
|
12/40
|
18/63
|
26/97
|
40/155
|
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
Продолжение табл. VIII
|
Диапазоны номинальных размеров, мм
|
Квалитеты
|
|
10
|
11
|
12
|
13
|
14
|
15
|
16
|
17
|
|
Допускаемая погрешность, мкм/допуски, мкм; средства измерения, по табл.
I
|
|
Св. 80 до 120
|
30/140
|
50/220
|
70/350
|
120/540
|
180/870
|
280/1400
|
440/2200
|
700/3500
|
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
38а, 39а
|
37
|
37
|
37
|
1,37
|
|
Св. 120 до 180
|
40/160
|
50/250
|
80/400
|
140/630
|
200/1000
|
320/1600
|
500/2500
|
800/4000
|
|
38а*, 39а*
|
38а*, 39а*
|
38а*, 39а*
|
38а*, 39а*
|
37
|
37
|
1,37
|
1,37
|
|
Св. 180 до 250
|
40/185
|
60/290
|
100/460
|
160/720
|
240/1150
|
380/1850
|
600/2900
|
1000/4600
|
|
-
|
-
|
-
|
37
|
37
|
37
|
1,37
|
1,37
|
|
Св. 250 до 315
|
50/210
|
70/320
|
120/520
|
180/810
|
260/1300
|
440/2100
|
700/3200
|
1100/5200
|
|
-
|
-
|
-
|
37
|
37
|
37
|
1, 37
|
1, 37
|
|
Св. 315 до 400
|
50/230
|
80/360
|
120/570
|
180/890
|
280/1400
|
460/2300
|
800/3600
|
1200/5700
|
|
-
|
-
|
-
|
37
|
37
|
37
|
1,37
|
1,37
|
|
Св. 400 до 500
|
50/250
|
80/400
|
140/630
|
200/970
|
320/1550
|
500/2500
|
800/4000
|
1400/6300
|
|
-
|
-
|
-
|
-
|
-
|
1
|
1
|
1
|
ТАБЛИЦА IX
Измерение радиального и торцевого биения
поверхностей
|
Допуск, мм
|
Допускаемая погрешность измерения, мкм
|
Диапазоны диаметров контролируемых поверхностей, мм
|
|
До 50
|
Св. 50 до 80
|
Св. 80 до 160
|
Св. 160 до 250
|
Св. 250 до 315
|
Св. 315 до 400
|
Св. 400 до 500
|
|
Средства измерения, по табл.
I
|
|
0,4
|
0,14
|
19г, 27г, 28в, 36ц
|
|
|
|
|
|
|
|
0,5
|
0,18
|
18г, 19в, 27г, 28в, 36ц
|
|
|
|
|
|
|
|
0,6
|
0,2
|
18в, 19в, 24д, 26г, 27в, 28в, 36ф
|
|
|
|
|
|
|
|
0,8
|
0,3
|
17г, 18в, 19в, 22д, 24г, 26г, 27в, 36у
|
|
|
|
|
|
|
|
1
|
0,35
|
17г, 18в, 22д, 24г, 26г, 27в, 36у
|
17г, 18в, 22д, 24г, 26г, 27в, 36у
|
|
|
|
|
|
|
1,2
|
0,4
|
17в, 18в, 22г, 23в, 24в, 25г, 26в, 27в, 36у
|
17в, 18в, 22г, 23в, 24в, 25г, 26в, 27в, 36у
|
17в, 18в, 22д, 23в, 24г, 25г, 26в, 27в, 36у
|
|
|
|
|
|
1,6
|
0,6
|
16г, 17в, 21д, 22в, 23б, 24в, 25г, 26в, 29г, 36т
|
16г, 17в, 21д, 22в, 23б, 24в, 25г, 26в, 29г, 36т
|
16г, 17в, 21д, 22г, 23в, 24в, 25г, 26в, 29г, 36т
|
|
|
|
|
|
2
|
0,7
|
16в, 17в, 21д, 22в, 23б, 24в, 25г, 26в, 29г, 36т
|
16в, 17в, 21д, 22в, 23б, 24в, 25г, 26в, 29г, 36т
|
16в, 17в, 21д, 22г, 23б, 24в, 25г, 26в, 29г, 36т
|
22г, 23б, 24в, 36т
|
|
|
|
|
2,5
|
0,9
|
10в, 16в, 21г, ж, 22в, 23б, 25в, 29г, 36т
|
10в, 16в, 21д, ж, 22в, 23б, 25в, 29г, 36т
|
16в, 21д, ж, 22в, 23б, 24в, 25в, 29г, 36т
|
21д, ж, 22в, 23б, 24в, 36т
|
23в, 36т
|
23в, 36т
|
|
|
3
|
1
|
10в, 15г, 16в, 21г, ж, 22в, 23б, 29в, 36т
|
10в, 15г, 16в, 21г, ж, 22в, 23б, 29в, 36т
|
15г, 16в, 21г, ж, 22в, 23б, 24в, 29в, 36т
|
21г, ж, 22в, 23б, 24в, 36т
|
21 ж, 22г, 23в, 36т
|
23в, 36т
|
23в, 36т
|
|
4
|
1,4
|
9в, 10в, 15г, 16в, 21в, е, 29в, 36с
|
9в, 10в, 15г, 16в, 21в, е, 29в, 36с
|
10в, 15г, 16в, 21в, е, 22в, 23б, 29в, 36с
|
10в, 21 в, е, 22в, 23б, 36с
|
10в, 21г, ж, 22г, 23б, 36с
|
21ж, 23в, 36с
|
21ж, 23в, 36с
|
|
5
|
1,8
|
9в, 10в, 15в, 20г, 21в, е, 29в, 36с
|
9в, 10в, 15в, 20г, 21в, е, 29в, 36с
|
9в, 10в, 15в, 20г, 21в, е, 29в, 36с
|
9в, 10в, 20г, 21в, е, 36с
|
9в, 10в, 20г, 21в, е, 22в, 23б, 36с
|
21г, е, 22г, 23б, 36с
|
21г, ж, 22г, 23б, 36с
|
|
6
|
2
|
9в, 10в, 11е, 12г, 15в, 20в, 21в, е, 29б, 36с
|
9в, 10в, 11е, 12г, 15в, 20в, 21в, е, 29б, 36с
|
9в, 10в, 11е, 12г, 15в, 20в, 21в, е, 29б, 36с
|
9в, 10в, 20в, 21в, е, 36с
|
9в, 10в, 20г, 21в, е, 22в, 23б, 36с
|
20г, 21г, е, 22г, 23б, 36с
|
20г, 21г, е, 22г, 23б, 36с
|
|
8
|
3
|
9в, 10в, 11е, 12в, 14г, 15в, 20в, 29а, 36р
|
9в, 10в, 11е, 12в, 14г, 15в, 20в, 29а, 36р
|
9в, 10в, 11е, 12в, 14г, 15в, 20а, 29а, 36р
|
9в, 10в, 12в, 20в, 36р
|
9в, 10в, 20в, 21в, е, 22в, 36р
|
20в, 21в, е, 22в, 23б, 36р
|
20г, 21в, е, 22в, 23б, 36р
|
|
10
|
3,5
|
9в, 10в, 11е, 12в, 14г, 20в, 29а, 36р
|
9в, 10в, 11е, 12в, 14г, 20в, 29а, 36р
|
9в, 10в, 11е, 12в, 14г, 20в, 29а, 36р
|
9в, 10в, 12в, 20в, 36р
|
9в, 10в, 20в, 21в, 36р
|
20в, 21в, е, 22в, 36р
|
20в, 21в, е, 22в, 36р
|
|
12
|
4
|
9в, 10в, 11е, 12в, 13г, 14в, 20в, 29а, 36р
|
9в, 10в, 11е, 12в, 13г, 14в, 20в, 29а, 36р
|
9в, 10в, 11е, 12в, 13г, 14в, 20в, 29а, 36р
|
9в, 10в, 12в, 36р
|
9в, 10в, 20в, 36р
|
20в, 21г, 22в, 36р
|
20в, 21г, 22в, 36р
|
|
16
|
6
|
7р, х, 9в, 10в, 11г 12в, 13в, 14в, 29а
|
7р, х, 9в, 10в, 11г 12в, 13в, 14в, 29а
|
7р, х, 9в, 10в, 11г 12в, 13в, 14в, 29а
|
7р, х, 9в, 10в 11г, 12в
|
7р, х
|
7р, х, 20в
|
7р, х, 20в
|
|
20
|
7
|
7р, х, 9в, 10в, 11г 13в, 14в
|
7р, х, 9в, 10в, 11г 13в, 14в
|
7р, х, 9в, 10в, 11г 13в, 14в
|
7р, х, 9в, 10в 11г,
|
7р, х
|
7р, х
|
7р, х, 20в
|
|
25
|
9
|
7п, 11г, 13в
|
7п, 11г, 13в
|
7п, 11г, 13в
|
7п, 11г
|
7п
|
7п
|
7п
|
|
30
|
9
|
7п, 11г, 13в
|
7п, 11г, 13в
|
7п, 11г, 13в
|
7п, 11г
|
7п
|
7п
|
7п
|
|
40
|
12
|
7п, 8б, 11г, 13в
|
7п, 8б, 11г, 13в
|
7п, 8б, 11г, 13в
|
7п, 8б, 11г
|
7п, 8б
|
7п, 8б
|
7п, 8б
|
|
50
|
15
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
|
60
|
18
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
|
80
|
20
|
7п, 8а
|
7п, 8а
|
7п, 8a
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
7п, 8а
|
|
100
|
25
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
|
120
|
30
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
|
160
|
40
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
|
200
|
50
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
|
250
|
50
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
|
300
|
60
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
|
400
|
80
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
|
500
|
100
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
|
600
|
120
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
7о, 8а
|
|
800
|
160
|
7о
|
7о
|
7о
|
7о
|
7о
|
7о
|
7о
|
|
1000
|
200
|
7н
|
7н
|
7н
|
7н
|
7н
|
7н
|
7н
|
|
1200
|
240
|
7н
|
7н
|
7н
|
7н
|
7н
|
7н
|
7н
|
|
1600
|
320
|
7н
|
7н
|
7н
|
7н
|
7н
|
7н
|
7н
|
|
2000
|
400
|
7м
|
7м
|
7м
|
7м
|
7м
|
7м
|
7м
|
|
2500
|
500
|
|
7м
|
7м
|
7м
|
7м
|
7м
|
7м
|
|
3000
|
600
|
|
|
7м
|
7м
|
7м
|
7м
|
7м
|
|
4000
|
800
|
|
|
|
|
7м
|
7м
|
7м
|
|
5000
|
1000
|
|
|
|
|
|
|
7л
|
В ответственных случаях выбора
измерительных средств, особенно при проектировании и модернизации производства,
следует проводить технико-экономические расчеты.
Пример выбора конкретных измерительных средств.
На чертеже детали указан наружный диаметр 16h5 (16-0,008).
Требуется выбрать средство измерения этого размера. В зависимости от
конфигурации и габаритов детали и требований к методике выполнения измерения
следует решить вопрос о выборе накладного или станкового измерительного
средства.
Предполагается, что схема и методика выполнения
измерения выбраны таким образом, что методическая погрешность сведена до
пренебрежимо малой величины.
Выбор накладного средства измерений производим по табл.
VI. В графе, соответствующей 5 квалитету, для диапазона размеров св. 10 до
18 мм находим обозначение "6в". В табл.
I под номером 6 указаны микрометр рычажный и скоба рычажная. Буквой
"в" обозначены условия измерения: настройка на размер должна производиться
по концевым мерам длины 2 класса, при использовании отсчета в пределах ±10
делений шкалы; температурные условия характеризуются температурным режимом 5
°С, при обеспечении надежной теплоизоляции от рук оператора. Сделана оговорка,
что контакт измерительных поверхностей с деталью должен быть плоскостным или
линейчатым. В данном случае, измеряемая поверхность цилиндрическая, последнее
условие выполняется.
Выбор станкового средства измерения производим по табл.
V. В графе, соответствующей 5 квалитету, для диапазона размеров св. 10 до
18 мм находим группу обозначений: 9б, 10а, 15а, 20б, 21а, 34а, 36б. По табл.
I устанавливаем, что номерами 9 и 10 обозначены рычажно-зубчатые головки с
ценой деления 2 и 1 мкм, 15 - микрокатор с ценой деления 2 мкм, 20 и 21 -
пружинные малогабаритные головки с ценой деления 2 и 1 мкм, 34 - вертикальный и
горизонтальный длиномеры, 36 - показывающий прибор с индуктивным
преобразователем. Из указанных приборов выбираем тот, который имеется в
наличии, который проще в обращении и к условиям применения которого
предъявляются менее жесткие требования.
Например, выбрана рычажно-зубчатая головка с ценой
деления 1 мкм. В табл. I.8
буквой "а" для нее обозначены следующие условия применения: установка
в штативе с диаметром колонки не менее 30 мм и наибольшим вылетом до 200 мм
(этим условиям удовлетворяют штативы Ш-11Н и ШМ-11Н), настройка по концевым
мерам длины 5 разряда, температурный режим 2 °С. Настройка на размер может
производиться на произвольное деление, а отсчет может использоваться в пределах
±0,05 мм, т.е. в пределах всей шкалы.
Допустимо изменять условия измерения, но только таким
образом, чтобы это не приводило к снижению точности измерения. Например, концевые
меры 5 разряда могут быть заменены мерами более высокого разряда или нулевого
класса, штатив можно заменить более жесткой стойкой и т.д. Однако следует
помнить, что загрубление одного из условий чаще всего не может быть
компенсировано ужесточением остальных.
2.4. Влияние погрешности
измерения на технико-экономические показатели.
ГОСТ
8.051-81 устанавливает связь между допускаемыми погрешностями на
изготовление и измерение. Целесообразные соотношения между этими величинами
позволяют достичь необходимой точности изделий с наименьшими затратами труда и
материальных средств. С этой целью в приложении 2 к стандарту приведены
таблица, формулы и графики, позволяющие оценить влияние погрешности измерения
на погрешности разбраковки, которые могут иметь место при тех или иных
погрешностях измерения с учетом точности технологических процессов. Погрешности
разбраковки (параметры разбраковки), т.е. вероятности неправильного принятия
деталей "m",
неправильного забракования деталей "n", а также вероятные предельные значения выхода за
границу допуска у деталей, неправильно принятых, "с",
характеризуют влияние погрешности измерения и экономичность принятых
измерительных процессов.
Вероятностные величины параметров разбраковки,
приведенные в приложении 2 к ГОСТ
8.051-81, выражены в процентах от общего числа измеренных деталей. Однако
существуют некоторые задачи, когда для определения вероятных результатов
разбраковки более удобно оценивать влияние погрешности измерения в зависимости
от общего числа принятых или годных деталей. Так, например, для конструктора
при недостаточной или неизвестной точности технологического процесса более
важно знать процент неправильно принятых деталей от числа принятых (m1), а для
технолога процент неправильно забракованных годных деталей от общего числа
годных (n1).
Вероятные предельные значения выхода за границу поля допуска у деталей,
неправильно принятых, (c1)
в этом случае целесообразно оценивать, пренебрегая появлением в числе принятых
деталей со значениями выхода большими, чем c1, если они составляют
не более 0,27 % от числа годных, а не от общего числа проверенных.
На рис. 5-10 изображены графики для определения
параметров разбраковки m1,
n1, c1 при
приведенных выше условиях. Сопоставление графиков, изображенных в приложении 2
к ГОСТ
8.051-81, содержащих значения m, n,
c, с графиками,
приведенными на рис. 5-10, дает возможность определить их отличия и совпадения,
а также установить возможные области их применения.
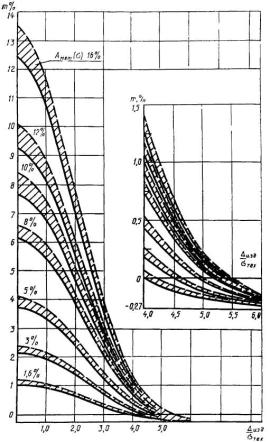
Рис. 5. График для определения количества неправильно
принятых деталей (m, %) от количества принятых
при различных значениях Амет(s)=sмет/Dизд и Dизд/sтех. Отклонения контролируемых параметров
подчиняются закону нормального распределения (центр группирования
технологического распределения совмещен с серединой поля допуска).
Погрешности измерения подчиняются:
|
закону нормального
распределения
|

|
|
закону равной вероятности
|

|
|
|
|
Рис. 6. График для определения количества неправильно забракованных
деталей (n1, %) от количества годных при различных значениях Амет(s)=sмет/Dизд и Dизд/sтех Отклонения контролируемых параметров подчиняются закону
нормального распределения (центр группирования технологического распределения
совмещен с серединой поля допуска).
Погрешность измерения подчиняется:
|
закону нормального
распределения
|

|
|
закону равной вероятности
|
|
|
|
|
Рис. 7. График для определения предельной величины выхода размера за
границу поля допуска (с процентом риска 0,27 % от количества принятых деталей) C1 при различных значениях Амет(s)=sмет/Dизд и Dизд/sтех. Отклонения контролируемых
параметров подчиняются закону нормального распределения (центр группирования
технологического распределения совмещен с серединой поля допуска).
Погрешности измерения подчиняются:
|
закону нормального
распределения
|

|
|
закону равной вероятности
|
|
|
|
|
Рис. 8. График для определения количества неправильно принятых деталей
(m1, %) от количества принятых при различных значениях Амет(s)=sмет/Dизд и Dизд/sтех. Отклонения контролируемых
параметров подчиняются закону распределения существенно положительных величин.
Погрешности измерения подчиняются:
|
закону нормального
распределения
|
|
|
закону равной вероятности
|
|
|
|
|
Рис. 9. График для определения количества неправильно забракованных
деталей (n1, %) от количества годных при различных значениях Амет(s)=sмет/Dизд и Dизд/sтех. Отклонения контролируемых
параметров подчиняются закону распределения существенно положительных величин.
Погрешности измерения подчиняются:
|
закону нормального
распределения
|
|
|
закону равной вероятности
|
|
|
|
|
Рис. 10. График для определения предельной величины выхода
размера за границу поля допуска (с процентом риска 0,27 % от количества
принятых деталей) С1 при различных значениях Амет(s)=sмет/Dизд и Dизд/sтех. Отклонения контролируемых
параметров подчиняются закону распределения существенно положительных величин.
Погрешности измерения подчиняются:
|
закону нормального
распределения
|
|
|
закону равной вероятности
|
|
|
|
|
Если технологическое распределение
измеряемых размеров следует закону Гаусса или закону Релея и обеспечивается
соотношение допуска изделия к средней квадратической погрешности
технологического распределения Dизд/sтех³
4 в первом случае или Dизд/sтех.лин³
4 во втором, то значения величин m1, n1, c1 могут считаться примерно равными значениям m, n, c, так как разница не превышает 5 %.
При соотношениях 2<Dизд/sтех<4 и
2<Dизд/sтех.лин
<4, т.е. при невысокой точности изготовления различие между значениями
величин m, n, c и m1, n1, c1 быстро увеличивается.
В зависимости от условий решаемой задачи, можно использовать как те, так и
другие графики. При соотношениях Dизд/sтех <2 и Dизд/sтех.лин
<2 целесообразно использовать только значения m1, n1, c1, поскольку эти данные
более наглядно характеризуют рассматриваемое явление и не зависят от общего
числа изготовленных (измеряемых) деталей.
В этом диапазоне графики значений m1, n1, c1 существенно
отличаются от графиков m,
n, c. При равных значениях
аргументов Dизд/sтех
или Dизд/sтех.лин
и Амет значения m1, n1, c1 всегда больше, чем m, n, c. Расхождение это тем больше, чем
меньше отношение Dизд/sтех.
Кривые m1,
n1, c1 достигают
максимума при Dизд/sтех®0.
Предельные значения величин m1 и n1 по аналогии с таблицей
для m и n, приведенной в приложении
2 к ГОСТ
8.051-81, даны в табл. X.
ТАБЛИЦА
Х
Предельные значения m1 и n1, %
|
Амет(s)
|
Закон распределения контролируемых параметров
|
|
нормальный
|
существенно положительных величин
|
|
Закон распределения погрешности измерения
|
|
нормальный
|
равной вероятности
|
нормальный
|
равной вероятности
|
|
m1
|
n1
|
m1
|
n1
|
m1
|
n1
|
m1
|
n1
|
|
1,6
|
1,01
|
1,28
|
1,11
|
1,33
|
1,03
|
1,24
|
1,12
|
1,37
|
|
3
|
2,12
|
2,39
|
2,33
|
2,60
|
2,17
|
2,30
|
2,35
|
2,54
|
|
5
|
3,71
|
3,98
|
4,06
|
4,33
|
3,79
|
3,82
|
4,16
|
4,19
|
|
8
|
6,11
|
6,38
|
6,66
|
6,93
|
6,35
|
5,96
|
6,97
|
6,60
|
|
10
|
6,71
|
7,98
|
8,38
|
8,65
|
8,13
|
7,38
|
8,88
|
8,15
|
|
12
|
9,31
|
9,58
|
10,13
|
10,40
|
9,91
|
8,72
|
10,83
|
9,66
|
|
16
|
12,53
|
12,80
|
13,58
|
13,85
|
13,81
|
11,40
|
14,85
|
12,56
|
Влияние систематических погрешностей
изготовления и измерения, как показано в приложении 2 к стандарту, можно
определить по приведенным зависимостям с использованием графиков. Эти
зависимости пригодны и при использовании значений m1, n1, c1.
Определение технико-экономических показателей при
использовании измерительных средств и влияния погрешности измерения на эти
показатели разработано еще недостаточно. Основная трудность таких расчетов
заключается в том, что процесс измерения не сопровождается непосредственным
созданием материальных ценностей. Такой расчет должен учитывать показатели
измерительных средств, определяющие экономический эффект от их создания или
приобретения.
Производительность измерения должна соответствовать
производительности технологического процесса, для которого это измерительное
средство предназначено.
Стоимость оборудования и эксплуатации должна
оправдываться приносимой пользой.
Точность измерения должна находиться в соответствии с
допуском на изготовление.
Эти показатели по-разному влияют на экономические
результаты от внедрения измерительных средств, а учет, как это часто
практикуется, только двух первых из них приводит к тому, что экономический
эффект оказывается отрицательным. Когда точность измерений не учитывают при технико-экономических
расчетах, это, как правило, приводит к выводу об убыточности выбора более
точного, но более дорогого и часто менее производительного измерительного
средства.
При технико-экономических расчетах следует учитывать
следующие возможные результаты от повышения точности измерений:
а) повышение точности измерений позволяет
соответственно точнее регулировать производственный процесс.
Технико-экономический эффект при этом определяется дополнительно выпускаемой
продукцией и экономией сырья;
б) более точные измерения позволяют сократить допуск
на изготовление, а следовательно, повысить качество изделий. Тот же результат
достигается при более точной разбраковке без изменения допуска на изготовление.
Технико-экономический эффект в этом случае определяется повышением
эксплуатационных свойств изделий (например, износостойкости), что эквивалентно
выпуску дополнительной продукции;
в) повышение точности измерений приводит к уменьшению
количества неправильно принимаемых и неправильно бракуемых деталей.
Экономический эффект от сокращения количества
неправильно забракованных деталей можно подсчитать по формуле
 (3) (3)
где Э1 - экономическая эффективность от
сокращения количества неправильно забракованных деталей, руб.; N1 - число
измеренных деталей за рассматриваемый промежуток времени (мес., год); P1 - стоимость
одной детали, руб.; n¢ и n¢¢
- количество неправильно забракованных деталей при грубых и точных измерениях,
%.
Формулу (3) можно использовать также при решении
вопроса об экономической целесообразности организации повторной перепроверки
деталей, забракованных контрольным автоматом, более точным измерительным
средством. Такой расчет целесообразно проводить при введении производственного
допуска, когда резко возрастает количество неправильно бракуемых деталей.
Экономическая эффективность от уменьшения количества
неправильно принятых деталей определяется: стоимостью узла, в котором будет
установлена бракованная деталь; трудоемкостью сборочно-разборочных и
испытательных работ по устранению последствий от установки такой детали в узел.
Формула для определения экономической эффективности
от сокращения количества неправильно принятых деталей имеет вид:
 (4) (4)
где Э2 - экономическая эффективность от
сокращения количества неправильно принятых деталей, руб.; N2 - количество узлов
(программа за рассматриваемый период); P2 - стоимость, руб.: одного узла, в который
входит контролируемая деталь, или сборочно-разборочных и испытательных работ по
устранению последствий от установки бракованной детали в узел; m¢
и m¢¢ - количество
неправильно принятых деталей при грубых и точных измерениях, %.
Один из двух вариантов расчета по формуле (4)
выбирают в зависимости от стоимости и конструктивных особенностей узла, в
котором устанавливается измеряемая деталь. Если узел содержит неразъемные
соединения или разборка его затруднительна и приводит к большим затратам (не
только на разборку, но и на поиск бракованных деталей) по сравнению со
стоимостью всего узла (например, в подшипниках), который после забракования
идет в брак или продается как некондиционный, выбирают первый вариант и при
расчете под P2
понимают стоимость всего узла или уменьшение ее при продаже узла как
некондиционного. Если разборка узла доступна и стоимость сборочно-разборочных и
испытательных работ по устранению последствий от установки бракованной детали
меньше стоимости самого узла, то выбирают второй вариант и под P2 понимают
стоимость этих работ.
Для использования графиков при определении значений
величин m и n или m1 и n1 необходимо
иметь данные о точности технологического процесса, знать закон технологического
распределения и величину smax.
При отсутствии таких данных иногда можно использовать в расчете экстремальные
значения m и n (или m1 и n1), беря их
из таблицы приложения 2 к ГОСТ
8.051-81 (или из табл.
IX). При этом получаются завышенные результаты, хотя в расчете учитывается
только разность параметров. В некоторых случаях для расчета можно принять
ориентировочные соотношения между погрешностью технологического процесса и
допуском на изготовление. Эти данные принимают на основе анализа точности
используемых в конкретном производстве технологических процессов при
изготовлении деталей определенной точности.
Расчет экономической эффективности от повышения
точности измерения по способу, изложенному выше, можно рекомендовать не только
при выборе более точных измерительных средств, но и при введении любых
мероприятий, связанных с повышением точности измерения, например, от введения
термостатирования. Такой расчет также необходим и при проведении мероприятий по
удешевлению измерительных процессов, если эти мероприятия могут быть связаны со
снижением точности измерений.
ПРИЛОЖЕНИЕ
СРЕДСТВА
ИЗМЕРЕНИЙ, ПРЕДУСМОТРЕННЫЕ В табл.
I и II
|
№ п/п
|
Наименование
|
Техническая характеристика
|
|
Пределы измерения, мм
|
Цена деления, мм
|
Основная погрешность, мм
|
|
1
|
Линейки
измерительные металлические ГОСТ 427-75*
|
0-150
|
1,0
|
±0,1
|
|
0-300
|
1,0
|
±0,1
|
|
0-500
|
1,0
|
±0,1
|
|
2
|
Штангенциркули,
ГОСТ 166-80*
|
|
Отсчет по нониусу
|
|
|
0-125
|
0,1
|
±0,1
|
|
0-250
|
0,1
|
±0,1
|
|
0-400
|
0,1
|
±0,1
|
|
250-630
|
0,1
|
±0,1
|
|
0-160
|
0,05
|
±0,05
|
|
0-250
|
0,05
|
±0,05
|
|
3
|
Штангенглубиномеры,
ГОСТ 162-80*
|
0-160
|
0,05
|
±0,05
|
|
0-250
|
0,05
|
±0,05
|
|
0-400
|
0,05
|
±0,05
|
|
4
|
Микромеры
гладкие, ГОСТ
6507-78*:
|
|
|
|
|
класс
точности 1
|
0-25
|
0,01
|
±0,002
|
|
25-50
|
0,01
|
±0,0025
|
|
50-75
|
0,01
|
±0,0025
|
|
75-100
|
0,01
|
+0,0025
|
|
100-125
|
0,01
|
+0,003
|
|
125-150
|
0,01
|
±0,003
|
|
150-175
|
0,01
|
±0,003
|
|
175-200
|
0,01
|
±0,003
|
|
200-225
|
0,01
|
±0,004
|
|
225-250
|
0,01
|
±0,004
|
|
250-275
|
0,01
|
±0,004
|
|
275-300
|
0,01
|
±0,004
|
|
300-400
|
0,01
|
±0,005
|
|
400-500
|
0,01
|
±0,005
|
|
класс
точности 2
|
0-25
|
0,01
|
±0,004
|
|
25-50
|
0,01
|
±0,004
|
|
50-75
|
0,01
|
±0,004
|
|
75-100
|
0,01
|
+0,004
|
|
100-125
|
0,01
|
±0,005
|
|
125-150
|
0,01
|
±0,005
|
|
150-175
|
0,01
|
±0,005
|
|
175-200
|
0,01
|
±0,005
|
|
200-225
|
0,01
|
±0,006
|
|
225-250
|
0,01
|
±0,006
|
|
250-275
|
0,01
|
±0,006
|
|
275-300
|
0,01
|
±0,006
|
|
300-400
|
0,01
|
±0,008
|
|
400-500
|
0,01
|
±0,008
|
|
5
|
Нутромеры
микрометрические, ГОСТ 10-75*
|
50-75
|
0,01
|
±0,004
|
|
75-175
|
0,01
|
±0,006
|
|
175-600
|
0,01
|
±0,015
|
|
6
|
Глубиномеры
микрометрические ГОСТ 7470-78*:
|
|
|
|
|
класс
точности 1
|
0-100
|
0,01
|
±0,003
|
|
0-150
|
0,01
|
±0,004
|
|
класс
точности 2
|
0-100
|
0,01
|
±0,005
|
|
0-150
|
0,01
|
±0,006
|
|
7
|
Индикаторы
часового типа, ГОСТ
577-68*:
|
Диапазон измерений, мм
|
|
На 0,1 мм
|
На 1 мм
|
На всем диапазоне измерений
|
|
класс
точности 0
|
2
|
0,01
|
0,004
|
0,008
|
0,010
|
|
5
|
0,01
|
0,004
|
0,008
|
0,012
|
|
10
|
0,01
|
0,004
|
0,008
|
0,015
|
|
класс
точности 1
|
2
|
0,01
|
0,006
|
0,010
|
0,012
|
|
5
|
0,01
|
0,006
|
0,010
|
0,016
|
|
10
|
0,01
|
0,006
|
0,010
|
0,020
|
|
8
|
Индикаторы
рычажно-зубчатые, ГОСТ
5584-75*
|
|
|
На 0,1 мм
|
На всем диапазоне измерений
|
|
0,8
|
0,01
|
0,005
|
0,010
|
|
9
|
Головки
измерительные рычажно-зубчатые, ГОСТ
18833-73*
|
|
|
На ±30 делениях
|
На всем диапазоне измерений
|
|
0,2
|
0,002
|
±0,0007
|
±0,0012
|
|
0,1
|
0,001
|
±0,0004
|
±0,0008
|
|
10
|
Индикаторы
многооборотные, ГОСТ
9696-82
|
|
|
На 1 обороте
|
На 1 мм
|
На 2 мм
|
|
2,0
|
0,002
|
0,003
|
0,004
|
0,005
|
|
1,0
|
0,001
|
0,002
|
0,0025
|
-
|
|
11
|
Головки
измерительные пружинные (микрокаторы), ГОСТ 6933-81
|
|
|
На ±30 делениях
|
На всем диапазоне измерений
|
|
0,600
|
0,010
|
±0,003
|
±0,005
|
|
0,300
|
0,005
|
±0,002
|
±0,003
|
|
0,120
|
0,002
|
±0,0008
|
±0,0012
|
|
0,060
|
0,001
|
±0,0004
|
±0,0006
|
|
0,030
|
0,0005
|
±0,00025
|
±0,0004
|
|
0,012
|
0,0002
|
±0,00015
|
±0,0002
|
|
0,008
|
0,0001
|
±0,00010
|
±0,00015
|
|
12
|
Головки
измерительные пружинные малогабаритные (микаторы) с нормальным (150 и 100 сн)
и уменьшенным (50 сн) измерительным усилием, ГОСТ 14712-79Е
|
|
|
На 30 делениях
|
На 60 делениях
|
|
0,20
|
0,002
|
0,001
|
0,002
|
|
0,10
|
0,001
|
0,0005
|
0,001
|
|
0,05
|
0,0005
|
0,0003
|
0,0005
|
|
0,02
|
0,0002
|
0,00015
|
0,0003
|
|
13
|
Головки
измерительные пружинно-оптические (оптикаторы), ГОСТ 10593-74*
|
|
|
На 100 делениях
|
На всем диапазоне измерений
|
|
0,250
|
0,001
|
±0,0005
|
±0,001
|
|
0,100
|
0,0005
|
±0,0002
|
±0,0004
|
|
0,050
|
0,0002
|
±0,0001
|
±0,0002
|
|
0,024
|
0,0001
|
±0,00005
|
±0,0001
|
|
14
|
Головки
измерительные рычажно-пружинные (миникаторы), ГОСТ 14711-69*
|
|
|
На 20 делениях
|
На 40 делениях
|
|
0,160
и
0,080
|
0,002
и
0,001
|
0,001
и
0,0005
|
0,002
и
0,001
|
|
15
|
Скобы
индикаторные, ГОСТ 11098-75*
|
Пределы измерения
|
|
На нормированном участке 0,1 мм
|
На любом участке 3 мм
|
|
0-50
|
0,01
|
±0,005
|
±0,008
|
|
50-100
|
0,01
|
±0,005
|
±0,008
|
|
100-200
|
0,01
|
±0,005
|
±0,010
|
|
200-300
|
0,01
|
±0,007
|
+0,012
|
|
300-400
|
0,01
|
±0,007
|
±0,012
|
|
400-500
|
0,01
|
±0,007
|
+0,015
|
|
16
|
Микрометры
рычажные, ГОСТ 4381-80*
|
0-25
|
0,002
|
±0,003
|
|
25-50
|
0,002
|
±0,003
|
|
50-75
|
0,002
|
±0,003
|
|
75-100
|
0,002
|
±0,003
|
|
100-125
|
0,002
|
±0,005
|
|
125-150
|
0,002
|
±0,005
|
|
150-175
|
0,002
|
±0,005
|
|
175-200
|
0,002
|
±0,005
|
|
200-250
|
0,002
|
±0,006
|
|
250-300
|
0,002
|
±0,006
|
|
300-400
|
0,002
|
±0,006
|
|
400-500
|
0,002
|
±0,007
|
|
17
|
Скобы
рычажные, ГОСТ 11098-75*
|
0-25
|
0,002
|
±0,002
|
|
25-50
|
0,002
|
±0,002
|
|
50-75
|
0,002
|
±0,002
|
|
75-100
|
0,002
|
±0,002
|
|
100-125
|
0,002
|
±0,002
|
|
125-150
|
0,022
|
±0,002
|
|
18
|
Нутромеры
индикаторные, ГОСТ
868-82
|
6-10
|
0,01
|
±0,012
|
|
10-18
|
0,01
|
±0,012
|
|
18-50
|
0,01
|
±0,015
|
|
50-100
|
0,01
|
±0,018
|
|
100-160
|
0,01
|
±0,018
|
|
160-250
|
0,01
|
±0,018
|
|
250-450
|
0,01
|
±0,022
|
|
450-700
|
0,01
|
±0,022
|
|
19
|
Нутромеры
повышенной точности, ГОСТ
9244-75*
|
3-6
|
0,001
|
±0,0018
|
|
6-10
|
0,001
|
±0,0018
|
|
10-18
|
0,002
|
±0,0035
|
|
18-50
|
0,002
|
±0,0035
|
|
50-100
|
0,002
|
±0,004
|
|
100-160
|
0,002
|
±0,004
|
|
160-260
|
0,002
|
±0,004
|
|
20
|
Прибор
измерительный пневматический (мод. 318 и 320), при использовании с
пневматической пробкой
|
Диапазон измерений
|
|
|
|
0,050
|
0,0005
|
0,0008
|
|
0,020
|
0,0002
|
0,0003
|
|
21
|
Приборы
для линейных измерений с электронным индикатором контакта:
|
Пределы измерений
|
|
|
|
мод. 268
|
1-4
|
0,0001
|
±(0,2+1L) мкм, где L - измеряемый размер, м
|
|
мод. 269
|
4-200
|
(0,00005-0,0002)
|
|
22
|
Глубиномеры
индикаторные, ГОСТ 7661-67*
|
|
|
На 0,1 мм
|
На 1 мм
|
На всем пределе измерений
|
|
0-2
|
0,01
|
0,006
|
0,010
|
0,012
|
|
0-100
|
0,01
|
0,006
|
0,010
|
0,020
|
|
0-150
|
0,01
|
0,006
|
0,010
|
-
|
|
23
|
Приборы,
показывающие с индуктивным преобразователем и переменной ценой деления
|
0,06
|
0,002
|
1
деление - с одним преобразователем, 2 деления - с двумя преобразователями
|
|
0,03
|
0,001
|
|
0,015
|
0,0005
|
|
0,006
|
0,0002
|
|
0,003
|
0,0001
|
|
24
|
Оптиметры
ГОСТ 5405-75*
|
|
|
На ±0,06 мм
|
На ±0,1 мм
|
|
вертикальный
|
0-160
|
0,001
|
±0,0002
|
±0,0003
|
|
горизонтальный
|
0-500
|
0,001
|
|
25
|
Машина
измерительная, ГОСТ 10875-76
|
0-1000
|
0,001
|
Погрешность
метровой шкалы:
±(0,3+9·10-3L) мкм, L - длина проверяемого
интервала, мм
|
|
26
|
Микроскопы
инструментальные, ГОСТ
8074-82
|
75´25
|
0,005
|
±0,003
|
|
150´50
|
0,005
|
|
150´50
|
0,001
|
|
27
|
Микроскопы
универсальные, измерительные, ГОСТ 14968-69*
|
200´100
|
0,001
|
±(1,4+L/80)
мкм, L - измеряемая длина, мм
|
|
500´200
|
0,001
|
|
28
|
Длиномеры
ГОСТ 14028-68*
|
|
|
±(1,2+L/120)
мкм
|
|
вертикальный
|
0-250 (100)
|
0,001
|
|
горизонтальный
|
0-500 (100)
|
0,001
|
При
измерении наружных размеров:±(1,4+(L/140) мкм; при измерении
внутренних размеров: ±(1,9+(L/140) мкм; L - измеряемый размер,
мм
|
|
29
|
Проекторы
измерительные, ГОСТ 19795-82
|
40´25
|
0,001
|
±0,005
|
|
100´50
|
0,001
|
|
|
|
|
|
|
|
|
|
|
|
ЛИТЕРАТУРА
1. Материалы в машиностроении. Выбор и применение:
Справочник/Под ред. Кудрявцева И.В. - М.: Машиностроение, 1968.
2. Марков Н.Н., Сацердотов П.А. "Погрешности от
температурных деформаций при линейных измерениях". - М: Машиностроение,
1976.
|
|
