Утверждаю
Председатель
правления
МГО "Технохим"
________
И.В. Коновалов
30
мая 1992 г.
ОТРАСЛЕВОЙ СТандарт
|
Полистирол
вспенивающийся
Технические условия
|
OCT
301-05-202-92E
взамен
ОСТ 6-05-202-83
|
Введен
с 01.06.92
Настоящий стандарт распространяется на вспенивающийся
полистирол, представляющий собой продукт суспензионной полимеризации стирола в
присутствии порообразователя. Вспенивающийся полистирол предназначен для
изготовления пенополистирольных блоков, плит и других изделий методом
термоформования.
Специальные типы вспенивающегося полистирола
предназначены для переработки в пенополистирольные изделия методами экструзии и
литья под давлением.
Требования настоящего стандарта являются обязательными.
Содержание
1.1. Вспенивающийся полистирол выпускают следующих типов:
тип ПСВ (EPS-N)
- натуральный (буква N)
без добавок, предназначен для изготовления теплоизоляционных плит,
комплектующих деталей автомобилей, различных видов упаковки, плавучих средств,
декоративных изделий;
тип ПСВ-С (EPS-F) - самозатухающий (буква F). Предназначен
для изготовления теплоизоляционных плит и других технических изделий;
тип ПСВ-Л (EPS-L) - содержит агенты (буква L),
способствующие улучшению газификации, скорости плавления и снижению
сажевыделения пенополистирольных моделей при заливке металлов в формы.
Предназначен для изготовления газифицируемых моделей в литейном производстве;
тип ПСВ-Л (EPS-L) - в зависимости от назначения выпускается
двух подтипов:
подтип ПСВ-Л1 (EPS-L1) - вспенивающийся полистирол с
улучшенной способностью к газификации;
подтип ПСВ-Л1C
(EPS-L1S)
- вспенивающийся полистирол с улучшенной способностью к газификации и с
пониженным сажевыделением;
тип ПСВ-Б (EPS-B) - высокомолекулярный полимер. Предназначен для
переработки методом экструзии и пенополистирольные плиты, листы и пленки. Может
быть переработан методом термоформования (предпочтителен метод теплового удара)
в пеноизделия с более высокими физико-механическими свойствами, чем EPS-N.
тип ПСВ-ЛД (EPS-LD) - предназначен для переработки в
пеноизделия методом литья под давлением.
1.2. Каждый тип и подтип вспенивающегося полистирола
поставляется рассеянным на фракции, образующие соответствующие марки.
1.3. Марка определяется
содержанием частиц с наиболее часто повторяющимся размером при просеве на
комплекте сит с размером частиц (мм):
|
Марка
1; 11 более 2,8
|
(остаток
на сите с размером ячеек), мм
|
2,8
|
|
To
же 2; 21 2,8-1,4
|
То
же
|
1,4
|
|
-"-
3; 31 1,4-0,9
|
-"-
|
0,9
|
|
-"-
4; 41 0,9-0,4
|
-"-
|
0,4
|
|
-"-
6; 61 2,8-0,9
|
-"-
|
0,9
|
|
-"-
7; 71 1,4-0,4
|
-"-
|
0,4
|
|
-"-
5 менее 0,4
|
Остаток
на поддоне
|
|
Для всех типов полимера за
исключением типа ПСВ-Л допускается по согласованию с потребителем размер
частиц, мм, для марок:
1; 11 более 3,2 (остаток на сите с размером ячеек), мм 3,2
2; 21 3,2-1,4
(остаток на сите с размером ячеек), мм 1,4
По согласованию с потребителем допускается выпуск
нерассеянного полимера до 01.01.95.
1.4. Рекомендуемые области назначения типов и марок
вспенивающегося полистирола:
типов ПСВ, ПСВ-С - марок 1, 11 - блоков, плит для теплоизоляции
и других крупногабаритных изделий с рекомендуемой кажущейся плотность 15-25
кг/м3 на оборудовании периодического действия;
типа ПСВ марок 2, 21, 3, 31, 6, 61 - блоков, плит для
теплоизоляции с рекомендуемой кажущейся плотностью 15-25 кг/м3 на оборудовании
непрерывного и периодического действия, работающего в автоматическом и
полуавтоматическом режимах;
типа ПСВ, марки 2, 21 - упаковки и других толстостенных
изделий с рекомендуемой кажущейся плотностью 17-25 кг/м3;
типа ПСВ марки 3, 31, 7, 71 - упаковки и других изделий со
средней толщиной стенки с рекомендуемой кажущейся плотностью 20-45 кг/м3
на оборудовании непрерывного и периодического действия, работающего в
автоматическом и полуавтоматическом режимах;
тип ПСВ-С марок 2, 21, 3, 31, 6, 61 - блоков, плит
для теплоизоляции и других технических изделий (плавких средств и т.д.) с
рекомендуемой кажущейся плотностью 17-25 кг/м3 на оборудовании
непрерывного и периодического действия, работающего в автоматическом и
полуавтоматическом режимах;
типа ПСВ и ПСВ-С марок 4, 41, 7, 71 - упаковки и различных
технических изделий со средней толщиной стенок и тонкостенных с рекомендуемой
кажущейся плотностью 25-50 кг/м3 на оборудовании, работающем в
автоматическом и полуавтоматическом режимах, а также плит для теплоизоляции с
рекомендуемой кажущейся плотностью 30-50 кг/м3;
подтипа ПСВ-Л1, ПСВ-Л1С марок 1, 11 - блоков, плит и других
крупногабаритных изделий, прибылей, применяемых в литейном производстве с
рекомендуемой кажущейся плотностью 17-25 кг/м3 на оборудовании
непрерывного и периодического действия, работающего в автоматическом и
полуавтоматическом режимах;
подтипа ПСВ-Л1, ПСВ-Л1С марок 2, 21, 3, 31 - блоков, плит с
рекомендуемой кажущейся плотность 15-35 кг/м3 на оборудовании
периодического действия, работающего в полуавтоматическом и автоматическом
режимах. Плиты, изготовляемые в индивидуальных формах или нарезанные из блоков,
предназначены для изготовления газифицируемых пенополистирольных моделей,
применяемых в литейном производстве.
Подтипа ПСВ-Л1, ПСВ-Л1С марок 4, 41 газифицируемых моделей
(формованных изделий) со средней толщиной стенок и тонкостенных с рекомендуемой
кажущейся плотностью 25-40 кг/м3 на оборудовании, работающем в
автоматическом и полуавтоматическом режимах;
типов ПСВ-Б и ДСВ-ЛД марок 1, 11 - блоков, плит для
теплоизоляции и других крупногабаритных изделий с рекомендуемой кажущейся
плотностью 20-50 кг/м3 на оборудовании периодического действия;
типа ПСВ-Б марок 2, 21, 3, 31, 4, 41, 6, 61, 7, 71 - для
переработки методом экструзии в пенополистирольные плиты, листы и пленки;
типа ПСВ-ЛД - марок 2, 21, 3, 31, 4, 41, 6, 61, 7, 71 - для
переработки в пенополистирольные изделия (модели для металлического литья)
методом литья под давлением.
Марка 5 является сопутствующим продуктом при получении вспенивающегося
полистирола любого типа и непригодна для получения пенополистирольных изделий
любого вида.
Марка 5 вспенивающегося полистирола всех типов применяется
как антипригарная добавка, наполнитель или выгорающая добавка при изготовлении
металлического литья, пенобетонов, пенокирпичей, облегченных огнеупоров и
других подобных изделий.
1.5. Условное обозначение вспенивающегося полистирола
состоит из обозначения типа полимера, цифрового обозначения марки и обозначения
настоящего стандарта.
1.5.1. Пример условного обозначения вспенивающегося
полистирола самозатухающего с размером частиц 1,4-0,9:
Тип ПСВ-С марки 31, ОСT 301-05-202-92E.
1.6. Буквенные обозначения, указанные в скобках, применяются
только при поставках на экспорт.
Характеристики:
2.1. Вспенивающийся полистирол должен изготавливаться в
соответствии с требованиями настоящего стандарта по технологической
документации, утвержденной в установленном порядке.
2.2. Вспенивающийся полистирол по внешнему виду
представляет собой частички сферической формы. Допускается наличие частиц
рисообразной и чечевицеобразной формы.
2.3. Рассеянный вспенивающийся полистирол по показателям
качества должен соответствовать обязательным требованиям, установленным в табл.
1.
Нерассеянный вспенивающийся полистирол по
показателям качества должен соответствовать обязательным требованиям,
установленным в табл. 2.
2.4. Необходимость контроля рекомендуемых требований,
установленных в табл. 1а,
изготовитель и потребитель определяет в договоре на поставку.
2.5. Коды ОКП для марок вспенивающегося полистирола
приведены в обязательном приложении
1.
Справочные характеристики вспенивающегося полистирола
приведены в справочном приложении
2.
Таблица
1
показатели качества
рассеянного вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ. Норма для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
|
1.
Гранулометрический состав
|
|
|
|
|
|
|
|
|
|
|
1.1. Массовая
доля частиц основной фракции, %, не менее
|
95
|
95
|
94
|
89
|
94
|
92
|
92
|
91
|
По п. 4.4
|
|
1.2. Массовая
доля остатка на сите с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
|
По п. 4.4
|
|
2,8
|
-
|
-
|
5
|
1
|
-
|
-
|
-
|
-
|
|
|
1,4
|
-
|
-
|
-
|
-
|
1
|
3
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
-
|
-
|
5
|
2
|
|
|
0,4
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
1.3. Массовая
доля частиц, прошедших через сито с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
|
По п. 4.4
|
|
2,8
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
1,4
|
5
|
5
|
1
|
10
|
-
|
-
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
5
|
5
|
-
|
-
|
|
|
0,4
|
-
|
-
|
-
|
-
|
-
|
-
|
3
|
7
|
|
|
2. Массовая
доля порообразователя, %, не менее
|
6,0
|
5,5
|
6,0
|
5,5
|
6,0
|
5,5
|
5,5
|
5,0
|
По
п. 4.5
|
|
3. Потеря
массы при сушке %, не более
|
0,8
|
1,0
|
0,8
|
1,0
|
0,8
|
1,0
|
0,8
|
1,0
|
По
п. 4.6
|
|
4. Кажущаяся
плотность пенополистирола, кг/м3, не более
|
20
|
25
|
20
|
25
|
20
|
25
|
40
|
-
|
По ГОСТ
409-77
|
|
более
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
40
|
|
|
5. Горючесть
- время самостоятельного горения, с, не более
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
По п. 4.8
|
|
6. Показатель
текучести расплава, г/10 мин
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
По п. 4.9 и ГОСТ
11645-73
|
Продолжение
табл. 1
Показатели качества рассеянного
вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ. Норма для марок
|
Метод
испытания
|
|
5
|
6
|
61
|
7
|
71
|
|
1.
Гранулометрический состав
|
|
|
|
|
|
|
|
1.1. Массовая
доля частиц основной фракции, %, не менее
|
90
|
94
|
93
|
91
|
92
|
По
п. 4.4
|
|
1.2. Массовая
доля остатка на сите с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
2,8
|
0
|
5
|
1
|
-
|
-
|
|
|
1,4
|
-
|
-
|
-
|
2
|
5
|
|
|
0,9
|
-
|
-
|
-
|
-
|
-
|
|
|
0,4
|
10
|
-
|
-
|
-
|
-
|
|
|
1.3. Массовая
доля частиц, прошедших через сито с размером ячеек, мм, %, не более
|
|
|
|
|
|
По
п. 4.4
|
|
2,8
|
|
|
|
|
|
|
|
1,4
|
-
|
-
|
-
|
-
|
-
|
|
|
0,9
|
-
|
1
|
6
|
-
|
-
|
|
|
0,4
|
-
|
-
|
-
|
7
|
3
|
|
|
2. Массовая
доля порообразователя, %, не менее
|
4,5
|
6,0
|
5,5
|
5,5
|
5,0
|
По
п. 4.5
|
|
3. Потеря
массы при сушке, %, не более
|
1,3
|
0,8
|
0,8
|
0,8
|
1,0
|
По
п. 4.6
|
|
4. Кажущаяся
плотность пенополистирола, кг/м3, не более
|
-
|
20
|
25
|
25
|
40
|
По
ГОСТ
409-77
|
|
более
|
-
|
-
|
-
|
-
|
-
|
|
|
5. Горючесть
- время самостоятельного горения, с, не более
|
-
|
-
|
-
|
-
|
-
|
|
|
6. Показатель
текучести расплава, г/10 мин
|
-
|
-
|
-
|
-
|
-
|
По п. 4.9 и ГОСТ
11645-73
|
Продолжение
табл. 1
Показатели качества рассеянного
вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ-C. Норма для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
|
1.
Гранулометрический состав
|
|
|
|
|
|
|
|
|
|
|
1.1. Массовая
доля частиц основной фракции, %, не менее
|
95
|
95
|
94
|
89
|
94
|
92
|
91
|
91
|
По
п. 4.4
|
|
1.2. Массовая
доля остатка на сите с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
|
|
|
2,8
|
-
|
-
|
5
|
1
|
-
|
-
|
-
|
-
|
|
|
1,4
|
-
|
-
|
-
|
-
|
1
|
3
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
-
|
-
|
5
|
2
|
|
|
0,4
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
1.3. Массовая
доля частиц, прошедших через сито с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
|
По
п. 4.4
|
|
2,8
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
1,4
|
5
|
5
|
1
|
10
|
-
|
-
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
5
|
5
|
-
|
-
|
|
|
0,4
|
-
|
-
|
-
|
-
|
-
|
-
|
3
|
7
|
|
|
2. Массовая
доля порообразователя, %, не менее
|
5,2
|
5,0
|
5,2
|
5,0
|
5,2
|
5,0
|
5,0
|
4,8
|
п. 4.5
|
|
3. Потеря
массы при сушке, %, не более
|
1,0
|
1,3
|
1,0
|
1,3
|
1,0
|
1,5
|
1,2
|
1,5
|
п. 4.6
|
|
4. Кажущаяся
плотность пенополистирола, кг/м3, не более
|
20
|
25
|
20
|
25
|
20
|
25
|
45
|
-
|
По ГОСТ
409-77
|
|
более
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
45
|
|
|
5. Горючесть
- время самостоятельного горения, с, не более
|
2
|
4
|
2
|
4
|
2
|
4
|
2
|
4
|
п. 4.8
|
|
6. Показатель
текучести расплава, г/10 мин
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
п. 4.9 и ГОСТ
11645-73
|
Продолжение
табл. 1
Показатели качества рассеянного
вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ-С. Норма для марок
|
Метод
испытания
|
|
5
|
6
|
61
|
7
|
71
|
|
1.
Гранулометрический состав
|
|
|
|
|
|
|
|
1.1. Массовая
доля частиц основной фракции, %, не менее
|
90
|
94
|
93
|
91
|
92
|
По
п. 4.4
|
|
1.2. Массовая
доля остатка на сите с размером ячеек, мм, %, не более
|
|
|
|
|
|
По
п. 4.4
|
|
2,8
|
0
|
5
|
1
|
-
|
-
|
|
|
1,4
|
-
|
-
|
-
|
2
|
5
|
|
|
0,9
|
-
|
-
|
-
|
-
|
-
|
|
|
0,4
|
10
|
-
|
-
|
-
|
-
|
|
|
1.3. Массовая
доля частиц, прошедших через сито с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
2,8
|
|
|
|
|
|
|
|
1,4
|
-
|
-
|
-
|
-
|
-
|
|
|
0,9
|
-
|
1
|
6
|
-
|
-
|
|
|
0,4
|
-
|
-
|
-
|
7
|
3
|
по п. 4.4
|
|
2. Массовая
доля порообразователя, %, не менее
|
4,5
|
5,3
|
5,0
|
5,0
|
4,8
|
По
п. 4.5
|
|
3. Потеря
массы при сушке, %, не более
|
1,5
|
1,0
|
1,2
|
1,0
|
1,3
|
По
п. 4.6
|
|
4. Кажущаяся
плотность пенополистирола, кг/м3, не более
|
-
|
20
|
25
|
25
|
40
|
По
ГОСТ
409-77
|
|
более
|
-
|
-
|
-
|
-
|
-
|
|
|
5. Горючесть
- время самостоятельного горения, с, не более
|
-
|
2
|
4
|
2
|
4
|
п. 4.8
|
|
6. Показатель
текучести расплава, г/10 мин
|
-
|
-
|
-
|
-
|
-
|
По п. 4.9 и ГОСТ
11645-73
|
Продолжение
табл. 1
Показатели качества рассеянного
вспенивающегося полистирола
|
Наименование
показателя
|
Подтип
ПСВ-Л1. Норма для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
5
|
|
1.
Гранулометрический состав
|
|
|
|
|
|
|
|
|
|
|
|
1.1. Массовая
доля частиц основной фракции, %, не менее
|
95
|
95
|
94
|
89
|
94
|
92
|
92
|
91
|
90
|
п. 4.4
|
|
1.2. Массовая
доля остатка на сите с размером ячеек, мм, %, не более
|
|
|
|
1
|
-
|
|
|
|
|
|
|
2,8
|
-
|
-
|
5
|
1
|
|
-
|
-
|
-
|
0
|
п. 4.4
|
|
1,4
|
-
|
-
|
-
|
-
|
1
|
3
|
-
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
-
|
-
|
5
|
2
|
-
|
|
|
0,4
|
-
|
-
|
-
|
-
|
|
-
|
-
|
-
|
10
|
|
|
1.3. Массовая
доля частиц, прошедших через сито с размером ячеек мм, %, не более
|
|
|
|
|
|
|
|
|
|
|
|
2,8
|
-
|
-
|
-
|
-
|
|
-
|
-
|
-
|
-
|
п. 4.4
|
|
1,4
|
5
|
5
|
1
|
10
|
-
|
-
|
-
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
5
|
5
|
-
|
-
|
-
|
|
|
0,4
|
-
|
-
|
-
|
-
|
-
|
-
|
3
|
7
|
-
|
|
|
2. Массовая
доля порообразователя, %, не менее
|
5,5
|
5,3
|
5,5
|
5,3
|
5,3
|
5,0
|
5,0
|
4,8
|
4,5
|
п. 4.5
|
|
3. Потери
массы при сушке, %, не более
|
0,8
|
1,0
|
0,8
|
1,0
|
0,8
|
1,0
|
1,0
|
1,0
|
1,0
|
п. 4.6
|
|
4. Кажущаяся
плотность пенополистирола, кг/м3, не более
|
20
|
25
|
20
|
25
|
20
|
25
|
40
|
-
|
-
|
по
ГОСТ
409-77
|
|
более
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
40
|
-
|
|
|
5. Горючесть
- время самостоятельного горения с, не более
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
п. 4.8
|
|
6. Показатель
текучести расплава, г/10 мин
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
п. 4.9 и ГОСТ
11645-73
|
Продолжение
табл. 1
Показатели качества рассеянного
вспенивающегося полистирола
|
Наименование
показателя
|
Подтип
ПСВ-Л1С. Норма для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
5
|
|
1.
Гранулометрический состав
|
|
|
|
|
|
|
|
|
|
|
|
1.1. Массовая
доля частиц основной фракции, %, не менее
|
95
|
95
|
94
|
89
|
94
|
92
|
92
|
91
|
90
|
п. 4.4
|
|
1.2. Массовая
доля остатка на сите с размером ячеек, мм, %, не более
|
|
|
|
1
|
-
|
|
|
|
|
|
|
2,8
|
-
|
-
|
5
|
1
|
|
-
|
-
|
-
|
0
|
|
|
1,4
|
-
|
-
|
-
|
-
|
1
|
3
|
-
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
-
|
-
|
5
|
2
|
-
|
|
|
0,4
|
-
|
-
|
-
|
-
|
|
-
|
-
|
-
|
10
|
п. 4.4
|
|
1.3. Массовая
доля частиц, прошедших через сито с размером ячеек мм, %, не более
|
|
|
|
|
|
|
|
|
|
|
|
2,8
|
-
|
-
|
-
|
-
|
|
-
|
-
|
-
|
-
|
п. 4.4
|
|
1,4
|
5
|
5
|
1
|
10
|
-
|
-
|
-
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
5
|
5
|
-
|
-
|
-
|
|
|
0,4
|
-
|
-
|
-
|
-
|
-
|
-
|
3
|
7
|
-
|
|
|
2. Массовая
доля порообразователя, %, не менее
|
5,5
|
5,0
|
5,5
|
5,3
|
5,5
|
5,2
|
5,3
|
5,0
|
4,5
|
п. 4.5
|
|
3. Потери
массы при сушке, %, не более
|
0,8
|
1,0
|
0,8
|
1,0
|
0,8
|
1,0
|
1,0
|
1,0
|
1,0
|
п. 4.6
|
|
4. Кажущаяся
плотность пенополистирола, кг/м3, не более
|
22
|
25
|
22
|
25
|
22
|
25
|
40
|
-
|
-
|
по
ГОСТ
409-77
|
|
более
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
40
|
-
|
|
|
5. Горючесть
- время самостоятельного горения с, не более
|
7
|
10
|
7
|
10
|
7
|
10
|
7
|
10
|
-
|
п. 4.8
|
|
6. Показатель
текучести расплава, г/10 мин
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
п. 4.9 и ГОСТ
11645-73
|
Продолжение
табл. 1
Показатели качества рассеянного
вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ-C. Норма для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
|
1. Гранулометрический
состав
|
|
|
|
|
|
|
|
|
|
|
1.1. Массовая
доля частиц основной фракции, %, не менее
|
95
|
95
|
94
|
89
|
94
|
92
|
91
|
91
|
п. 4.4
|
|
1.2. Массовая
доля остатка на сите с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
|
|
|
2,8
|
-
|
-
|
5
|
1
|
-
|
-
|
-
|
-
|
|
|
1,4
|
-
|
-
|
-
|
-
|
1
|
3
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
-
|
-
|
5
|
2
|
п. 4.4
|
|
0,4
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
1.3. Массовая
доля частиц, прошедших через сито с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
|
|
|
2,8
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
п. 4.4
|
|
1,4
|
5
|
5
|
1
|
10
|
-
|
-
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
5
|
5
|
-
|
-
|
|
|
0,4
|
-
|
-
|
-
|
-
|
-
|
-
|
3
|
7
|
|
|
2. Массовая
доля порообразователя, %, не менее
|
6,0
|
5,5
|
5,8
|
5,5
|
5,5
|
5,3
|
5,5
|
5,0
|
п. 4.5
|
|
3. Потеря
массы при сушке, %, не более
|
0,8
|
0,8
|
0,8
|
1,0
|
0,8
|
1,0
|
0,8
|
1,0
|
п. 4.6
|
|
4. Кажущаяся
плотность пенополистирола, кг/м3, не более
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
По ГОСТ
409-77
|
|
5. Горючесть
- время самостоятельного горения, с, не более
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
п. 4.8
|
|
6. Показатель
текучести расплава, г/10 мин
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
п. 4.9 и ГОСТ
11645-73
|
Продолжение
табл. 1
Показатели качества рассеянного
вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ-Б. Норма для марок
|
Метод испытания
|
|
5
|
6
|
61
|
7
|
71
|
|
1.
Гранулометрический состав
|
|
|
|
|
|
|
|
1.1. Массовая
доля частиц основной фракции, %, не менее
|
90
|
94
|
93
|
91
|
92
|
п. 4.4
|
|
1.2. Массовая
доля остатка на сите с размером ячеек, мм, %, не более
|
|
|
|
|
|
п. 4.4
|
|
2,8
|
0
|
5
|
1
|
-
|
-
|
|
|
1,4
|
-
|
-
|
-
|
2
|
5
|
|
|
0,9
|
-
|
-
|
-
|
-
|
-
|
|
|
0,4
|
10
|
-
|
-
|
-
|
-
|
|
|
1.3. Массовая
доля частиц, прошедших через сито с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
2,8
|
|
|
|
|
|
п. 4.4
|
|
1,4
|
-
|
-
|
-
|
-
|
-
|
|
|
0,9
|
-
|
1
|
6
|
-
|
-
|
|
|
0,4
|
-
|
-
|
-
|
7
|
3
|
|
|
2. Массовая
доля порообразователя, %, не менее
|
4,0
|
6,0
|
5,5
|
6,0
|
5,5
|
п. 4.5
|
|
3. Потеря
массы при сушке, %, не более
|
1,0
|
0,8
|
1,0
|
0,8
|
1,0
|
п. 4.6
|
|
4. Кажущаяся
плотность пенополистирола, кг/м3, не более
|
-
|
-
|
-
|
-
|
-
|
По
ГОСТ
409-77
|
|
5. Горючесть
- время самостоятельного горения, с, не более
|
-
|
-
|
-
|
-
|
-
|
п. 4.8
|
|
6. Показатель
текучести расплава, г/10 мин
|
-
|
-
|
-
|
-
|
-
|
По п. 4.9 и ГОСТ
11645-73
|
Продолжение
табл. 1
Показатели качества рассеянного
вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ-ЛД. Норма для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
|
1.
Гранулометрический состав
|
|
|
|
|
|
|
|
|
|
|
1.1. Массовая
доля частиц основной фракции, %, не менее
|
95
|
90
|
94
|
90
|
94
|
92
|
92
|
91
|
п. 4.4
|
|
1.2. Массовая
доля остатка на сите с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
|
|
|
2,8
|
-
|
-
|
5
|
2
|
-
|
-
|
-
|
-
|
п. 4.4
|
|
1,4
|
-
|
-
|
-
|
-
|
1
|
3
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
-
|
-
|
5
|
2
|
|
|
0,4
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
1.3. Массовая
доля частиц, прошедших через сито с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
|
|
|
2,8
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
п. 4.4
|
|
1,4
|
5
|
5
|
1
|
8
|
-
|
-
|
-
|
-
|
|
|
0,9
|
-
|
-
|
-
|
-
|
5
|
5
|
-
|
-
|
|
|
0,4
|
-
|
-
|
-
|
-
|
-
|
-
|
3
|
7
|
|
|
2. Массовая
доля порообразователя, %, не менее
|
5,0-6,0
|
5,5-6,5
|
4,5-5,5
|
5,5-6,5
|
4,5-5,5
|
5,5-6,5
|
4,5-5,5
|
4,5-5,5
|
п. 4.5
|
|
3. Потеря
массы при сушке, %, не более
|
0,8
|
1,0
|
0,8
|
1,0
|
0,8
|
1,0
|
0,8
|
1,0
|
п. 4.6
|
|
4. Кажущаяся
плотность пенополистирола, кг/м3, не более
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
По ГОСТ
409-77
|
|
5. Горючесть
- время самостоятельного горения, с, не более
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
п. 4.8
|
|
6. Показатель
текучести расплава, г/10 мин
|
12,0-21,0
|
15,0±
6,0
|
12,0-21,0
|
15,0±
6,0
|
12,0-21,0
|
15,0±
6,0
|
12,0-21,0
|
15,0±
6,0
|
п. 4.9 и ГОСТ
11645-73
|
Продолжение
табл. 1
Показатели качества рассеянного
вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ-ЛД. Норма для марок
|
Метод
испытания
|
|
5
|
6
|
61
|
7
|
71
|
|
1.
Гранулометрический состав
|
|
|
|
|
|
|
|
1.1. Массовая
доля частиц основной фракции, %, не менее
|
90
|
94
|
92
|
91
|
92
|
п. 4.4
|
|
1.2. Массовая
доля остатка на сите с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
2,8
|
0
|
5
|
2
|
-
|
-
|
п. 4.4
|
|
1,4
|
-
|
-
|
-
|
2
|
5
|
|
|
0,9
|
-
|
-
|
-
|
-
|
-
|
|
|
0,4
|
10
|
-
|
-
|
-
|
-
|
|
|
1.3. Массовая
доля частиц, прошедших через сито с размером ячеек, мм, %, не более
|
|
|
|
|
|
|
|
2,8
|
|
|
|
|
|
п. 4.4
|
|
1,4
|
-
|
-
|
-
|
-
|
-
|
|
|
0,9
|
-
|
1
|
6
|
-
|
-
|
|
|
0,4
|
-
|
-
|
-
|
7
|
3
|
|
|
2. Массовая
доля порообразователя, %, не менее
|
-
|
4,5-5,5
|
4,5-5,5
|
4,5-5,5
|
4,5-5,5
|
п. 4.5
|
|
не менее
|
4,0
|
-
|
-
|
-
|
-
|
|
|
3. Потеря
массы при сушке, %, не более
|
1,0
|
0,8
|
1,0
|
0,8
|
1,0
|
п. 4.6
|
|
4. Кажущаяся
плотность пенополистирола, кг/м3, не более
|
-
|
-
|
-
|
-
|
-
|
По
ГОСТ
409-77
|
|
5. Горючесть
- время самостоятельного горения, с, не более
|
-
|
-
|
-
|
-
|
-
|
п. 4.8
|
|
6. Показатель
текучести расплава, г/10 мин
|
-
|
12-21
|
15±6
|
12-21
|
15±6
|
По п. 4.9 и ГОСТ
11645-73
|
Примечание. Показатель по п. 1.1 является факультативным до 01.06.95,
но определение его обязательно.
Таблица 1а
Показатели
качества рассеянного вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ. Норма
для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
|
1. Массовая
доля остаточного мономера (стирола), %, не более
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
по ГОСТ
15820-82
|
|
2.
Относительная вязкость, не менее
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
п. 4.11
|
|
3.
Разрушающее напряжение при изгибе пенополистирола, кг/см2 (MПa),
не менее, при кажущейся плотности
|
|
|
|
|
|
|
|
|
|
|
20-3
кг/м3
|
1,4
(0,14)
|
-
|
1,4
(0,14)
|
-
|
1,4
(0,14)
|
-
|
-
|
-
|
|
|
22-3
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
25-3
кг/м3
|
-
|
2,0
(0,20)
|
-
|
2,0
(0,20)
|
-
|
2,0
(0,20)
|
-
|
-
|
|
|
40-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
2,8
(0,28)
|
-
|
|
|
45-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3,2
(0,32)
|
|
|
50-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Продолжение
таблица 1а
Показатели качества рассеянного вспенивающегося
полистирола
|
Наименование
показателя
|
Тип ПСВ. Норма
для марок
|
Метод
испытания
|
|
5
|
6
|
61
|
7
|
71
|
|
1. Массовая
доля остаточного мономера (стирола), %, не более
|
-
|
0,20
|
0,25
|
0,20
|
0,25
|
по ГОСТ
15820-82
|
|
2.
Относительная вязкость, не менее
|
-
|
1,8
|
1,8
|
1,8
|
1,8
|
по п. 4.11
|
|
3.
Разрушающее напряжение при изгибе пенополистирола, кг/см2 (МПа),
не менее, при кажущейся плотности
|
|
|
|
|
|
по ГОСТ
18564-73
|
|
20-3
кг/м3
|
-
|
1,4 (0,14)
|
|
|
|
|
|
22-3
кг/м3
|
-
|
-
|
-
|
-
|
-
|
|
|
25-3
кг/м3
|
-
|
-
|
2,0 (0,20)
|
2,0 (0,20)
|
-
|
|
|
40-5
кг/м3
|
-
|
-
|
-
|
-
|
2,8 (0,28)
|
|
|
45-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
|
|
50-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
|
Продолжение
таблица 1а
Показатели
качества рассеянного вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ-C.
Норма для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
|
1. Массовая
доля остаточного мономера (стирола), %, не более
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
по ГОСТ
15820-82
|
|
2.
Относительная вязкость, не менее
|
1,55
|
1,53
|
1,55
|
1,53
|
1,55
|
1,53
|
1,55
|
1,53
|
п. 4.11
|
|
3.
Разрушающее напряжение при изгибе пенополистирола, кг/см2 (MПa),
не менее, при кажущейся плотности
|
|
|
|
|
|
|
|
|
по ГОСТ
18564-73
|
|
20-3
кг/м3
|
1,2 (0,12)
|
-
|
1,2 (0,12)
|
-
|
1,2 (0,12)
|
-
|
-
|
-
|
|
|
22-3
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
25-3
кг/м3
|
-
|
1,8 (0,18)
|
-
|
1,8 (0,18)
|
-
|
1,8 (0,18)
|
-
|
-
|
|
|
40-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
2,8 (0,28)
|
-
|
|
|
45-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
|
3,2 (0,32)
|
|
|
50-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Продолжение
таблица 1а
Показатели
качества рассеянного вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ-С.
Норма для марок
|
Метод
испытания
|
|
5
|
6
|
61
|
7
|
71
|
|
1. Массовая
доля остаточного мономера (стирола), %, не более
|
-
|
0,20
|
0,25
|
0,20
|
0,25
|
по ГОСТ
15820-82
|
|
2.
Относительная вязкость, не менее
|
-
|
1,55
|
1,53
|
1,55
|
1,53
|
по п. 4.11
|
|
3.
Разрушающее напряжение при изгибе пенополистирола, кг/см2 (МПа),
не менее, при кажущейся плотности
|
|
|
|
|
|
по ГОСТ
18564-73
|
|
20-3
кг/м3
|
-
|
1,2 (0,12)
|
|
|
|
|
|
22-3
кг/м3
|
-
|
-
|
-
|
-
|
-
|
|
|
25-3
кг/м3
|
-
|
-
|
1,8 (0,18)
|
1,8 (0,18)
|
-
|
|
|
40-5
кг/м3
|
-
|
-
|
-
|
-
|
2,4 (0,24)
|
|
|
45-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
|
|
50-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
|
Продолжение
таблица 1а
Показатели
качества рассеянного вспенивающегося полистирола
|
Наименование
показателя
|
Подтип
ПСВ-Л1. Норма для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
5
|
|
1. Массовая
доля остаточного мономера (стирола), %, не более
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
0,25
|
0,25
|
-
|
ПО ГОСТ
15820-82
|
|
2.
Относительная вязкость, не менее
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
-
|
по п. 4.11
|
|
3.
Разрушающее напряжение при изгибе пенополистирола, кг/см2 (МПа),
не менее, при кажущейся плотности:
|
|
|
|
|
|
|
|
|
|
по ГОСТ
18564-73
|
|
20-3
кг/м3
|
1,4 (0,14)
|
-
|
1,4 (0,14)
|
-
|
1,4 (0,14)
|
-
|
-
|
-
|
-
|
|
|
22-3
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
25-3
кг/м3
|
-
|
2,0 (0,20)
|
-
|
2,0 (0,20)
|
-
|
2,0 (0,20)
|
-
|
-
|
-
|
|
|
40-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
2,8 (0,28)
|
-
|
-
|
|
|
45-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
3,2 (0,32)
|
-
|
|
|
50-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Продолжение
таблица 1а
Показатели качества рассеянного вспенивающегося
полистирола
|
Наименование
показателя
|
Подтип
ПСВ-Л1С. Норма для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
5
|
|
1. Массовая
доля остаточного мономера (стирола), %, не более
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
0,25
|
0,25
|
0,25
|
По ГОСТ
15820-82
|
|
2.
Относительная вязкость, не менее
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
1,8
|
-
|
по п. 4.11
|
|
3.
Разрушающее напряжение при изгибе пенополистирола, кг/см2 (МПа),
не менее, при кажущейся плотности:
|
|
|
|
|
|
|
|
|
|
|
|
20-3
кг/м3
|
-
|
-
|
-
|
-
|
|
-
|
-
|
-
|
-
|
по ГОСТ
18564-73
|
|
22-3
кг/м3
|
1,6 (0,16)
|
-
|
1,6 (0,16)
|
-
|
1,6 (0,16)
|
-
|
-
|
-
|
-
|
|
|
25-3
кг/м3
|
-
|
2,0 (0,20)
|
-
|
2,0 (0,20)
|
-
|
2,0 (0,20)
|
-
|
-
|
-
|
|
|
40-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
2,8 (0,28)
|
-
|
-
|
|
|
45-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
3,2 (0,32)
|
-
|
|
|
50-5
кг/м3
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Продолжение
таблица 1а
Показатели качества рассеянного вспенивающегося
полистирола
|
Наименование
показателя
|
Тип ПСВ-Б.
Норма для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
|
1. Массовая
доля остаточного мономера (стирола), %, не более
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
по ГОСТ
15820-82
|
|
2. Относительная
вязкость, не менее
|
2,0
|
2,0
|
2,0
|
2,0
|
2,0
|
2,0
|
2,0
|
2,0
|
п. 4.11
|
|
3.
Разрушающее напряжение при изгибе пенополистирола, кг/см2 (MПa),
не менее, при кажущейся плотности
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
по ГОСТ
18564-73
|
|
20-3
кг/м3
|
|
|
|
|
|
|
|
|
|
|
22-3
кг/м3
|
|
|
|
|
|
|
|
|
|
|
25-3
кг/м3
|
|
|
|
|
|
|
|
|
|
|
40-5
кг/м3
|
|
|
|
|
|
|
|
|
|
|
45-5
кг/м3
|
|
|
|
|
|
|
|
|
|
|
50-5
кг/м3
|
|
|
|
|
|
|
|
|
|
Продолжение
таблица 1а
Показатели качества рассеянного вспенивающегося
полистирола
|
Наименование
показателя
|
Тип ПСВ-Б.
Норма для марок
|
Метод
испытания
|
|
5
|
6
|
61
|
7
|
71
|
|
1. Массовая
доля остаточного мономера (стирола), %, не более
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
по ГОСТ
15820-82
|
|
2.
Относительная вязкость, не менее
|
-
|
2,0
|
2,0
|
2,0
|
2,0
|
по п. 4.11
|
|
3.
Разрушающее напряжение при изгибе пенополистирола, кг/см2 (МПа),
не менее, при кажущейся плотности:
|
-
|
-
|
-
|
-
|
-
|
по ГОСТ
18564-73
|
|
20-3
кг/м3
|
|
|
|
|
|
|
|
22-3
кг/м3
|
|
|
|
|
|
|
|
25-3
кг/м3
|
|
|
|
|
|
|
|
40-5
кг/м3
|
|
|
|
|
|
|
|
45-5
кг/м3
|
|
|
|
|
|
|
|
50-5
кг/м3
|
|
|
|
|
|
|
Продолжение
таблица 1а
Показатели
качества рассеянного вспенивающегося полистирола
|
Наименование
показателя
|
Тип ПСВ-ЛД.
Норма для марок
|
Метод
испытания
|
|
1
|
11
|
2
|
21
|
3
|
31
|
4
|
41
|
|
1. Массовая
доля остаточного мономера (стирола), %, не более
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
по ГОСТ
15820-82
|
|
2.
Относительная вязкость, не менее
|
1,60± 0,05
|
1,70± 0,05
|
1,60± 0,05
|
1,70± 0,05
|
1,60± 0,05
|
1,70± 0,05
|
1,60± 0,05
|
1,70± 0,05
|
п. 4.11
|
|
3.
Разрушающее напряжение при изгибе пенополистирола, кг/см2 (MПa),
не менее, при кажущейся плотности
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
по ГОСТ
18564-73
|
|
20-3
кг/м3
|
|
|
|
|
|
|
|
|
|
|
22-3
кг/м3
|
|
|
|
|
|
|
|
|
|
|
25-3
кг/м3
|
|
|
|
|
|
|
|
|
|
|
40-5
кг/м3
|
|
|
|
|
|
|
|
|
|
|
45-5
кг/м3
|
|
|
|
|
|
|
|
|
|
|
50-5
кг/м3
|
|
|
|
|
|
|
|
|
|
Продолжение
таблица 1а
Показатели качества рассеянного вспенивающегося
полистирола
|
Наименование
показателя
|
Тип ПСВ-ЛД.
Норма для марок
|
Метод
испытания
|
|
5
|
6
|
61
|
7
|
71
|
|
1. Массовая
доля остаточного мономера (стирола), %, не более
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
по ГОСТ
15820-82
|
|
2.
Относительная вязкость, не менее
|
-
|
1,60±0,05
|
1,70±0,05
|
1,60±0,05
|
1,70±0,05
|
по п. 4.11
|
|
3.
Разрушающее напряжение при изгибе пенополистирола, кг/см2 (МПа),
не менее, при кажущейся плотности:
|
-
|
-
|
-
|
-
|
-
|
по ГОСТ
18564-73
|
|
20-3
кг/м3
|
|
|
|
|
|
|
|
22-3
кг/м3
|
|
|
|
|
|
|
|
25-3
кг/м3
|
|
|
|
|
|
|
|
40-5
кг/м3
|
|
|
|
|
|
|
|
45-5
кг/м3
|
|
|
|
|
|
|
|
50-5
кг/м3
|
|
|
|
|
|
|
Таблица 2
Показатели
качества нерассеянного вспенивающегося полистирола
|
Наименование
показателя
|
Нормы для
типов и подтипов
|
Метод
испытания
|
|
ПСВ
|
ПСB-C
|
ПСВ-Б
|
|
Сорт
|
Сорт
|
Сорт
|
|
1
|
2
|
1
|
2
|
1
|
2
|
|
2.1.
Гранулометрический состав: массовая доля остатка после просева на сите с
размером ячеек, мм, %
|
|
|
|
|
|
|
п. 4.4
|
|
3,2 (2,8), не более
|
5,0
|
10,0
|
5,0
|
10,0
|
5,0
|
10,0
|
|
|
0,9 не менее
|
70,0
|
65,0
|
70,0
|
65,0
|
70,0
|
65,0
|
|
|
0,4 не менее
|
95,0
|
90,0
|
95,0
|
90,0
|
95,0
|
90,0
|
|
|
2.2. Массовая
доля порообразователя, %, не менее
|
6,0
|
5,5
|
5,0
|
4,5
|
6,0
|
5,5
|
п. 4.5
|
|
в пределах
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
2.3. Потеря
массы при сушке, % не более
|
1,0
|
1,0
|
1,5
|
1,5
|
1,0
|
1,0
|
п. 4.6
|
|
2.4. Массовая
доля остаточного мономера (стирола), %, не более
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
ГОСТ
15820-82
|
|
2.5. Относительная вязкость, не менее
|
1,80
|
1,70
|
1,55
|
1,50
|
2,0
|
2,0
|
п. 4.11
|
|
в пределах
|
-
|
-
|
-
|
-
|
-
|
-
|
|
|
2.6.
Кажущаяся плотность пенополистирола, кг/м3, не более
|
20,0
|
25,0
|
25,0
|
25,0
|
20,0
|
25,0
|
ГОСТ
409-77
|
|
2.7.
Разрушающее напряжение при изгибе пенополистирола кг/см2 (MПa), не
менее (при кажущейся плотности пенополистирола, определенной по п. 2.6)
|
1,4
|
1,8
|
1,2
|
1,2
|
1,6
|
2,0
|
ГОСТ
18564-73
|
|
(0,137)
|
(0,177)
|
(0,118)
|
(0,116)
|
(0,156)
|
(0,196)
|
|
2.8.
Горючесть - время самостоятельного горения, с, не более
|
-
|
-
|
2
|
4
|
-
|
-
|
п. 4.8
|
|
2.9.
Показатель текучести расплава, г/10 мин, в пределах
|
-
|
-
|
-
|
-
|
-
|
-
|
п. 4.9 ГОСТ
11645-73
|
Продолжение
табл. 2
Показатели
качества нерассеянного вспенивающегося полистирола
|
Наименование
показателя
|
Нормы для
типов и подтипов
|
Метод
испытания
|
|
ПСВ-Л1
|
ПСB-Л1C
|
ПСВ-ЛД
|
|
Сорт
|
Сорт
|
Сорт
|
|
1
|
2
|
1
|
2
|
1
|
2
|
|
2.1.
Гранулометрический состав: массовая доля остатка после просева на сите с
размером ячеек, мм, %
|
|
|
|
|
|
|
п. 4.4
|
|
3,2 (2,8), не более
|
5,0
|
10,0
|
5,0
|
10,0
|
10,0
|
10,0
|
|
|
0,9 не менее
|
70,0
|
65,0
|
70,0
|
65,0
|
75,0
|
70,0
|
|
|
0,4 не менее
|
95,0
|
90,0
|
95,0
|
90,0
|
95,0
|
90,0
|
|
|
2.2. Массовая
доля порообразователя, %, не менее
|
5,5
|
5,0
|
5,5
|
5,0
|
-
|
5,5
|
п. 4.5
|
|
в пределах
|
-
|
-
|
-
|
-
|
5,0±5,0
|
-
|
|
|
2.3. Потеря
массы при сушке, % не более
|
1,0
|
1,0
|
1,0
|
1,5
|
1,0
|
1,0
|
п. 4.6
|
|
2.4. Массовая
доля остаточного мономера (стирола), %, не более
|
0,20
|
0,25
|
0,20
|
0,25
|
0,20
|
0,25
|
ГОСТ
15820-82
|
|
2.5. Относительная вязкость, не менее
|
1,80
|
1,80
|
1,80
|
1,80
|
-
|
1,65
|
п. 4.11
|
|
в пределах
|
-
|
-
|
-
|
-
|
1,60±0,05
|
-
|
|
|
2.6.
Кажущаяся плотность пенополистирола, кг/м3, не более
|
22,0
|
25,0
|
25,0
|
30,0
|
-
|
-
|
ГОСТ
409-77
|
|
2.7.
Разрушающее напряжение при изгибе пенополистирола кг/см2 (MПa), не
менее (при кажущейся плотности пенополистирола, определенной по п. 2.6)
|
1,4
|
2,0
|
2,0
|
3,0
|
|
|
ГОСТ
18564-73
|
|
(0,137)
|
(0,196)
|
(0,196)
|
(0,294)
|
-
|
-
|
|
2.8.
Горючесть - время самостоятельного горения, с, не более
|
-
|
-
|
7
|
10
|
-
|
-
|
п. 4.8
|
|
2.9.
Показатель текучести расплава, г/10 мин, в пределах
|
-
|
-
|
-
|
-
|
15±6
|
15±6
|
п. 4.9
ГОСТ
11645-73
|
2.7. Требования безопасности
2.7.1. Вспенивающийся полистирол при комнатной
температуре не оказывает вредного действия на организм человека. Вспенивающийся
полистирол не токсичен.
2.7.2. Вспенивающийся полистирол загорается при контакте с
огнем. При загорании полимер горит сильно коптящим пламенем; по ГОСТ
12.1.044 - горючий материал.
Температура самовоспламенения вспенивающегося полистирола в
зависимости от типа и марки 435-475 °С.
Температура разложения вспенивающегося полистирола 200-250
°С. Выделяющиеся при плавлении или разложении вспенивающегося полистирола
стирол в смеси с воздухом имеет пределы взрываемости 1,05-7,0 % об.
2.7.3. Наиболее пожароопасным компонентом вспенивающегося
полистирола является изопентан, который выделяется при хранении негерметично
упакованного полимера.
Хранение вспенивающегося полистирола вблизи источника
открытого огня, вызывающего разогрев окружающего воздуха и полимера, может
привести к воспламенению паров порообразователя (изопентана) и соответственно
полимера. В зависимости от типа и марки полимера при скорости нагревания
вспенивающегося полистирола 10-12 °С/мин. температура вспышки выделяющихся
паров изменяется в пределах 46-63 °С.
Температура воспламенения паров порообразователя вспенивающегося
полистирола 70-109 °С.
Нижний концентрационный предел распространения пламени
(НКПР) по пылевоздушным смесям вспенивающегося полистирола зависит от размера
частиц полимера и его типа.
Вспенивающийся полистирол, размер частиц которого более 315
мкм, не имеет НКПР до концентрации 916 г/м3, для полимера с размером
частиц менее 200 мкм НКПР составляет 12,5 г/м3.
2.7.4. При хранении в недостаточно герметичной упаковке и
переработке вспенивающегося полистирола выделяется изопентан, так же возможно
выделение в воздух рабочей зоны летучих продуктов незаполимеризованных
примесей, имеющих температуру испарения ниже 150 °С: этилбензол, бензальдегид и
незаполимеризованный мономер - стирол.
Предельно допустимые концентрации (ПHK) паров летучих
веществ в воздухе рабочей зоны производственных помещений и класс их опасности
в соответствии с ГОСТ
12.1.005 и ГОСТ
12.1.007 приведены в табл. 3.
Таблица 3
|
Наименование
вещества
|
Характеристика
ПДК
|
Норма ПДК в
воздухе рабочей зоны, мг/м3
|
Класс
опасности
|
|
Стирол
|
Максимально
разовая
|
30
|
3
|
|
|
среднесменная
|
10
|
|
|
Этилбензол
|
-
|
50
|
4
|
|
Изопентан
|
-
|
300
|
4
|
|
Бензальдегид
|
-
|
5
|
3
|
примечание. При одновременном
содержании в воздухе рабочей зоны нескольких вредных веществ сумма отношений
фактических концентраций каждого из них к их ПДК не должна превышать единицы.
2.7.5. Выделяющиеся вещества при превышении их
предельно допустимой концентрации (ИМ) в воздухе рабочей зоны могут оказывать
неблагоприятное воздействие на человека. Стирол оказывает наркотическое
действие, вызывает раздражение слизистой оболочки глаз, носа, гортани, нарушает
функции центральной нервной системы и печени, влияет на кроветворные органы,
обладает мутагенный действием.
Изопентан вызывает недомогание, головокружение, сонливость.
Этилбензол вызывает раздражение слизистых оболочек глаз и верхних дыхательных
путей, нарушает функции нервной системы и печени, проникает через кожу.
Бензальдегид раздражает верхние дыхательные пути и слизистую
оболочку глаз.
Периодичность санитарно-химического контроля воздуха рабочей
зоны устанавливается органами санитарного надзора и осуществляется санитарной
лабораторией предприятия.
2.7.6. Концентрацию стирола, этилбензола, изопентана в
воздухе производственных помещений определяют по МУ № 1993-79
"Газохроматографическое определение стирола, оксида углерода, бензола,
толуола, этилбензола, водорода, этана, метана, этилена, ацетилена, изопентана в
воздухе производственных помещений".
Концентрацию бензальдегида определяют по МУ 3141-84
"Измерение концентраций стирола, альфаметилстирола, бензола, толуола,
этилбензола, изо-, н-пропилбензола и бензальдегида газохроматографическим
методом".
2.7.7. Вспенивающийся полистирол склонен к образованию
электростатических зарядов. Это может быть источником опасности, так как
взвешенная в воздухе пыль полимера взрывоопасна. Относительная влажность
воздуха в рабочих помещениях должна быть не нее 70 %, в других помещениях - по ГОСТ
12.1.005.
В соответствии с "Правилами защиты от статического
электричества в производствах химической, нефтехимической промышленности"
оборудование, коммуникации и токоприемники должны быть заземлены.
2.7.8. Меры предосторожности.
Для обеспечения пожарной безопасности все помещения, где
производится переработка, хранение вспенивающегося полистирола и
пенополистирола должны быть снабжены общеобменной приточно-вытяжной
вентиляцией, которая должны обеспечивать 5-6 кратный обмен воздуха, а зона
выделения летучих продуктов (зона переработки) - местной вытяжной вентиляцией с
8 кратным обменом воздуха. Воздух от местных отсосов подается в общезаводскую
систему вентиляции и подвергается очистке с общими воздушными выбросами.
В помещениях, где хранится и перерабатывается вспенивающийся
полистирол, запрещается курить. Необходимо предотвратить возможность
возникновения электрической искры, электростатических зарядов. Должен
осуществляться контроль за наличием газовоздушной смеси порообразователя вблизи
пола и его углублениях (отопительные хода, водосточные канавки).
2.7.9. При загорании вспенивающийся полистирол тушат
распыленной водой со смачивающим агентом, паром и углекислотой.
2.7.10. Индивидуальные средства защиты:
- халаты по ГОСТ
12.4.131 и ГОСТ
12.4.132;
- перчатки резиновые по ГОСТ 20010;
- респираторы типа У-2К-РУ-60МА;
- костюмы по ГОСТ
27574 и ГОСТ
27575.
В качестве индивидуальных средств защиты при аварийных
ситуациях в производстве полистирола вспенивающегося используется фильтрующие
противогазы марки "А" по ГОСТ
12.4.121.
2.7.11. Переработка вспенивающегося полистирола должна
производиться при строгом соблюдении температурного режима и технологических
параметров, при работающей общеобменной и местной вентиляции, обеспечивающей
чистоту воздуха, в котором концентрация вредных веществ не превышает их ПДК.
Все испытания по определению показателей качества полимера,
связанные с выделением вредных веществ (заливка растворителя, высаждение
полимера для определения массовой доли остаточного мономера, определения
порообразователя, относительной вязкости), производят в вытяжном шкафу с
включенной вентиляцией в соответствии с инструкцией по ТБ.
2.7.12. Отходы, получаемые в процессе полимеризации
вспенивающегося полистирола, частично возвращаются обратно на стадию синтеза,
частично утилизируются по ТУ 6-05-1918-82.
2.7.13. Очистка
вентиляционных выбросов и сточных вод должна обеспечивать содержание стирола и
изопентана в атмосферном воздухе и воде водоемов не выше ПДК, утвержденных в установленном
порядке
|
|
для
стирола
|
для
фракции изопентана
|
|
в воздухе населенных мест, мг/м3
|
максимально
разовая 0,04
|
100
|
|
|
среднесуточная
0,002
|
25
|
|
в воде водоемов, мг/л
|
0,1
|
-
|
|
в рабочей зоне
|
по
ГОСТ
12.1.005
|
|
2.7.14. Меры
предосторожности при изготовлении, хранении, обработке пенополистирола
приведены в приложении
3 (справочное).
2.8. Маркировка
Транспортная маркировка - по ГОСТ 14192 с нанесением
манипуляционных знаков "Беречь от влаги", "Беречь от
нагрева" и по ГОСТ 19433 с нанесением
знака опасности в соответствии с подклассом "4.1" (номер черт. 4а),
серийного номера ООН (3175), классификационного шифра 4113 и следующие данных,
характеризующих продукцию:
наименования или товарного знака предприятия-изготовителя;
условного обозначения полимера или его кода по OКП;
номера партии;
массы нетто;
даты изготовления.
При упаковывании вспенивающегося полистирола в мягкие
контейнеры транспортную маркировку наносят на боковую поверхность контейнера
или на ярлык, крепящийся к горловине. Сопроводительные документы вкладывают в
специальный карман на внутренней поверхности контейнера.
При упаковывании вспенивающегося полистирола в мешки
допускается условное обозначение полимера наносить на его боковой поверхности.
2.9. Упаковка
2.9.1. Вспенивающийся полистирол упаковывают в:
- барабаны стальные по ГОСТ
5044, типа III,
исполнения Б, вместимостью на 180 л или в металлические бочки по ГОСТ
13950, типа II,
№ 3, емкостью 200 л.
Барабаны и бочки должны иметь съемные плотно закрывающиеся
крышки.
В барабаны и бочки вкладывают полиэтиленовые мешки-вкладыши
номинальной вместимостью 200 л.
Верх мешка завязывают с перегибом.
Барабаны и бочки должны быть окрашены в белый или
серебристый цвета.
Масса полимера в бочках и барабанах должна быть (100,0±1,0)
или (130,0±1,0) кг.
- Фибровые картонные барабаны с плотно закрывающимися
съемными крышками.
В барабаны вкладывают полиэтиленовые мешки-вкладыши
номинальной вместимостью 200 л.
Верх мешка завязывают с перегибом.
Масса полимера в фибровом барабане должна быть (100,0±1,0)
или (130,0±1,0) кг.
- Контейнеры из многослойного картона с восковой пропиткой
емкостью (1,6-1,8) м3, вместимостью 1000 кг.
В контейнер вкладывают полиэтиленовый мешок-вкладыш или
мешок из полиэтиленового рукава.
Масса полимера в контейнере должна быть
[(1000÷1150)±5,0] кг.
Верх мешка завязывают с перегибом (верхняя выгрузка
контейнера). Верх и низ полиэтиленового рукава завязывают с перегибом (нижняя
выгрузка контейнера).
- 3-5 слойные бумажные мешки типа НМ по гост 2226 с внутренним полиэтиленовым мешком-вкладышем.
Масса полимера в мешке должны быть (30,0±0,5) кг или (25,0±0,5) кг.
Верх мешков прошивают с перегибом.
По согласованию с потребителем допускается упаковка
вспенивающегося полистирола в мягкие специализированные контейнеры для сыпучих
продуктов типа МКР-1, ОС и МКО-1, ОС с полиэтиленовым вкладышем. Масса полимера
в контейнере - (450±5) и (500±5) кг (в
зависимости от насыпной массы марочного ассортимента).
2.9.2. Упаковка и маркировка вспенивающегося полистирола,
поставляемого на экспорт, должны соответствовать требованиям
внешнеэкономических организаций.
3.1. Приемка вспенивающегося полистирола осуществляется
партиями. За партию принимают количество вспенивающегося полистирола,
получаемого одним методом, одного типа и марки, сопровождаемого одним
документом о качестве. Масса партии полимера типов ПСВ-Л1, ПСВ-Л1С, ПСБ-Б,
ПСВ-ЛД должна быть не более 5 тонн, типов ПСВ, ПСВ-С - не более 30 тонн.
3.2. Каждую партию вспенивающегося полистирола сопровождают
документом, удостоверяющим его качество.
Документ о качестве должен содержать следующие данные:
наименование или товарный знак предприятия-изготовителя;
условное обозначение полимера;
номер партии и количество упаковочных единиц;
массу нетто;
дату изготовления;
показатели качества вспенивающегося полистирола по
проведенным испытаниям или подтверждение о соответствии требованиям ОСТ;
обозначение настоящего стандарта.
3.3. Для проверки соответствия качества вспенивающегося
полистирола требованиям настоящего стандарта отбирают 10 % единиц продукции или
от каждой 20 единицы (при партии более 10 т) продукции, предъявленной к сдаче
партии, но не менее, чем от 3-х единиц при малых партиях.
3.4. Приемо-сдаточные испытания проводят по показателям
обязательной табл. 1
и 2. По
показателям табл. 1а
испытания изготовитель проводит, если определение этих показателей оговорено
потребителем в договоре на поставку.
Определение показателей табл. 1
и 2
"кажущаяся плотность", "горючесть" проводят периодически,
но не реже 1 раза в 15 дней и не ранее, чем через 5 суток со дня изготовления
полимера.
3.5. При получении неудовлетворительных результатов
испытаний хотя бы по одному из показателей по этому показателю проводят
повторное испытание на удвоенном количестве единиц продукции.
Результаты повторных испытаний являются окончательными. При
получении неудовлетворительных результатов периодических испытаний изготовитель
проверяет каждую партию до получения положительных результатов испытаний подряд
не менее, чем трех партий.
4.1. Отбор проб.
4.1.1. Точечные пробы отбирают по всей глубине тары щупом с
продольным вырезом или щупом для порошкообразных продуктов по ГОСТ 2517
от каждой отобранной в выборку упаковочной единицы. Допускается у изготовителя
отбирать точечные пробы в процессе упаковки через равные промежутки времени или
от каждой 20 упаковочной единицы.
4.1.2. Отобранные точечные пробы соединяют,
тщательно перемешивают. Масса объединенной пробы должна быть не менее 2 кг.
Объединенную пробу помещают в чистую, сухую, плотно
закрываемую стеклянную или полиэтиленовую тару. На тару с объединенной пробой
наклеивают или вкладывают в тару этикетку с указанием: наименования
предприятия-изготовителя, условного обозначения полимера, номера партии, даты
отбора пробы.
4.2. Изготовление образцов.
4.2.1. Для проведения испытаний по показателям
"кажущаяся плотность", "разрушающее напряжение при статическом
изгибе", "горючесть" изготовляют пенополистирольный блок методом
термоформования (термоспекания) в автоклаве любой конструкции, который
обеспечивает следующие параметры в рабочей камере:
давление пара, кгс/см2 - до 2,5
температура, °С - до 135
Внутренние размеры камеры должны быть менее:
диаметр, мм -
400
глубина, мм -
600.
Автоклав должен быть снабжен приборами для контроля давления
и температуре в рабочей зоне камеры.
К испытанию допускаются образцы пенополистирола с кажущейся
плотностью с допуском минус 3 кг/м3 для тех типов и марок, где
указано "не более" и плюс 5 кг/м3, где указано
"более".
Рекомендуется, чтобы значения насыпной массы предвспененных
частиц были на 0,5-2,0 кг/м3 меньше значения требуемой
"кажущейся плотности" пенополистирольного блока. Для предварительного
вспенивания навеску полимера (не менее 100 г) рассыпают равномерно на противне
с дном из капроновой ткани. Противень с полимером помещают в камеру автоклава и
выдерживают при требуемой температуре в течение(3,0±0,5) мин.
Для различных марок в зависимости от значения относительной
вязкости полимера температуру предварительного вспенивания рекомендуется
выбирать по графику "Зависимость температуры вспенивания и формования от
относительной вязкости" (черт. 1).
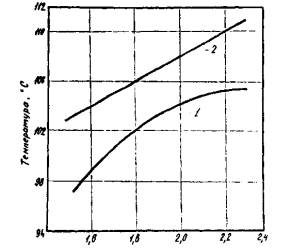
Черт.
1
Зависимость температуры предварительного вспенивания (1)
и формования пеноизделия (2) от значения относительной вязкости полимера.
Отсчет времени предвспенивания проводят по
секундомеру с момента достижения в камере автоклава требуемой температуры.
(Время подъема температуры до выбранного значения не должно превышать 1 мин.).
По истечении указанного времени крышку автоклава открывают и извлекают
противень с полимером. Вспененные частицы при извлечении из камеры автоклава и
охлаждении не должны уменьшаться в объеме, быть деформированы и смяты.
Насыпную массу вспененных частиц определяют в процессе
вспенивания ориентировочно, а после стадии созревания - окончательно.
Определение насыпной массы предварительно вспененного
полимера:
Предвспененный полимер помещают в предварительно взвешенный
с погрешностью не более 0,1 г цилиндр (ГОСТ
25336), заполняя объем 500 мл. При этом предвспененные частицы уплотняют до
прекращения изменения объема путем постукивания цилиндра.
Цилиндр с предвспененным полимером вновь взвешивают с той же
погрешностью.
Насыпную массу предвспененного полимера (X), кг/м3,
определяют по формуле
X
= (М2 - М1)·2,
где
М1 - масса пустого цилиндра, г;
М2 - масса цилиндра с полимером, г.
За результат испытания принимают среднее арифметическое
значение двух параллельных определений насыпной массы.
Созревание предвспененного полимера проводят при температуре
(22±7) °С в течение (9±3) часа соответственно, но не более 48 часов.
4.2.2. Формование пенополистирольного блока.
Предвспененным и прошедшим созревание полимером заполняют
полностью дюралюминиевую форму с внутренними размерами (300×160×50)
мм, предварительно смазанную мыльным раствором. Съемные стенки и крышка формы
закрепляются откидными болтами. Толщина стенок формы 5 мм. Дно, крышка и стенки
формы перфорированы (отверстия диаметром 1 мм находятся на расстоянии 1-го см
друг от друга).
Заполненную, закрытую и стянутую болтами форму помещают в
камеру автоклава и выдерживают при требуемой температуре в течение (10±1) мин.
Для различных типов в зависимости от относительной вязкости
полимера температуру формования выбирают (в пределах 102-112 °С) по графику 2
черт. 1.
Отсчет времени формования проводят по секундомеру с момента
достижения в камере автоклава требуемой температуры. Время подъема температуры
до выбранного значения не должно превышать 1 мин. По истечении указанного
времени крышку автоклава открывают и извлекают форму.
Форму охлаждают на воздухе при температуре помещения не
более 40 °С не менее 60 мин. и раскрывают. Блок пенополистирола не должен иметь
раковин, вмятин на поверхности, притупленности ребер и углов, вызванных усадкой
полимера. Полученный блок кондиционируют в термошкафу при температуре (68±2) °С
в течение 4-х часов, затем разрезают на образцы в соответствии с п. 4.2.3 и
проводят испытания по показателям п. 4 табл. 1
(кроме ПСВ-ЛД) п. 5 табл. 1,
п. 3 табл. 1а.
При получении неудовлетворительных результатов, что может быть обусловлено
недостаточным термоспеканием частиц полимера в блоке пенополистирола, проводят
повторные испытания на вновь сформованном блоке, водопоглощение которого не
должно превышать 1 %. Повторное формование блока проводят при более высокой на
2-4 °С температуре.
4.2.2.1. Определение водопоглощения пенополистирола проводят
на образцах размером (50±0,5)×(50±0,5)×(40±0,5) мм.
Образцы предварительно сушат при температуре (50±2) °С в
течение 4 часов, затем взвешивают с погрешностью не более 0,01 г и рассчитывают
объем (V)
каждого образца.
Высушенные и взвешенные образцы пенополистирола помещают в
сосуд с водой, обеспечивая их полное погружение.
В воде образцы выдерживают (24±0,5) часа при
температуре воды (20±5) °С.
По истечении выдержки образцы извлекают из воды и сушат
фильтровальной бумагой так, чтобы не поверхности образцов при визуальном
осмотре не наблюдалось следов оставшейся влаги и вновь взвешивают с точностью
до 0,01 г.
Величину водологлощения (у) в объемных процентах
рассчитывают по формуле
где
Р1 - масса образца до погружения в воду, г;
Р2 - масса образца после насыщения водой, г;
V - объем образца, см3,
γв - плотность воды,
г/см3
За величину водопоглощения принимают среднее арифметическое
значение результатов испытаний трех образцов.
4.2.3. Нарезка образцов пенополистирола для
испытаний.
Из блока пенополистирола для проведения испытаний по пп. 4,
5 табл. 1,
п. 3 табл. 1а
вырезают образцы на расстоянии (5±1) мм от поверхности блока.
Подготовленные образцы не должны иметь: поверхностной
пленки, образующейся при формовании пенополистирольного блока, трещин, сколов,
раковин.
Нарезку образцов проводят накаленной нихромовой проволокой
диаметром 0,5-0,6 мм, подавая на нее электрический ток напряжением 16-21 вольт
на 1 м рабочей части, что соответствует температуре 250-300 °С.
4.3. Внешний вид вспенивающегося полистирола определяют визуально
без применения увеличительных приборов на пробе, отобранной по п. 4.1.2 на соответствие п. 2.2.
4.4. Определение грансостава
вспенивающегося полистирола.
Метод основан на определении массовой доли (количества)
полимера, оставшейся на сите после просева полимера через комплект сит,
установленных одно на другое.
4.4.1. Аппаратура и материалы.
Комплект сит с сетками 04; 99; 1,4; 2,8 или 0,4;
0,9; 1,8; 2,8,: 3,2 по ГОСТ
3826.
Лабораторное встряхивающее устройство любого типа,
обеспечивающее установку и закрепление сит и их возвратно-поступательное
движение от 100 до 130 колебаний в мин. с амплитудой колебаний 60 мм:
Весы лабораторные технические.
4.4.2. Проведение испытания.
Объединенную пробу полимера массой не менее 2,0 кг высыпают
на противень и тщательно перемешивают.
Из подготовленной пробы отбирают 200 г полимера, взвешенного
с погрешностью не более 0,01 г и высыпают на верхнее сито комплекта сит,
поставленных одно на другое. Верхнее сито закрывают крышкой. Весь комплект сит
устанавливают на встряхивающее устройство и закрепляют. (Сита выбирают в
соответствии с маркой полимера, подлежащей просеву). Например, при просеве
полимера марки 2 собирают комплект сит в следующем порядке:
- дно, на него ставят сито с сеткой 1,4 (в зависимости от
сеток, установленных на промышленных ситах), затем помещают сито с сеткой 2,8.
На верхнее сито помещают навеску полимера, закрывают сито крышкой и производят
рассев полимера.
Встряхивающее устройство включают и осуществляют просеивание
15 мин. (Допускается ручной рассев в течение 15 мин.).
По истечении указанного времени встряхивающее устройство
выключают и остатки полимера на ситах взвешивают с погрешностью не более 0,01
г.
Массовые доли частиц основной фракции X1 (остаток
на сите с ячейками 1,4 мм), остатка на сите Х2 (остаток на сите с
ячейками 2,8 мм), частиц, прошедших через сито Х3 (с ячейками 1,4
мм) в процентах вычисляют по формуле

где:
М1 - масса полимера, взятого на просев, г;
М - масса полимера, оставшегося на сите после просева, г.
4.5. Определение массовой доли порообразователя.
Метод заключается в определении содержания порообразователя
в растворе над полимером, после его высаждения метиловым или этиловым спиртом с
использованием хроматографа с детектором по теплопроводности.
Хроматографирование проводят на колонке, заполненной насадкой - 15 % масс, полиэтиленгликольадипината
(ПЭГА), нанесенного на один из диатамитовых носителей динохром Н; хроматон - N-AW, хезасорб - AW, сферохром - 1.
Количественный расчет хроматограмм проводят методом
внутреннего стандарта по площадям пиков компонентов. В качестве внутреннего
стандарта используют Н - гептан.
Минимально-определяемая концентрация порообразователя в
полистироле составляет 0,1 % масс, относительная погрешность определения не
превышает 8,0 % при содержании порообразователя в интервале 1,0-6,0 % масс.
4.5.1. Аппаратура, посуда, реактивы и материалы:
Хроматограф с детектором по теплопроводности;
Интегратор цифровой автоматический любой модели;
Колонка хроматографическая с размерами 3,0×0,003 м;
Холодильник бытовой любой модели.
Сита с размерами отверстий 0,16; 0,20; 0,25 и 0,36 мм.
Лупа со шкалой (цена деления 0,1 мм).
Линейка масштабная.
Микрошприц вместимостью 10 мм3 МШ-10.
Колба плоскодонная вместимостью 50-100 см3 с
пришлифованной пробкой не более 14 мм в диаметре или герметичной резиновой
пробкой.
Чашка выпаривательная 7 по ГОСТ
9147.
Динохром Н; хроматон - N-AW или хезасорб. (Допускается применение
других диатомитовых носителей, например, сферохром 1).
Углерод четыреххлористый, чда по ГОСТ 20288.
Ацетон, чда по ГОСТ 2603.
Метанол, хч по ГОСТ 6995 (или этанол).
Гептан, х.ч.
Полиэтиленгликольадипинат "чда".
Изопентановая фракция.
Гелий в баллоне по ГОСТ 10157.
Стекловолокно из стеклоткани.
Вакуум-сушильный шкаф.
Воронка Бюхнера.
Стакан вместимостью (600-1000) см3 по ГОСТ
25336.
Чашка Петри или выпаривательная чашка по ГОСТ
25336.
Бязь для фильтрации.
4.5.2. Диатомитовый носитель - динохром Н, хроматон-N-AW или хезасорб - AW - отсеивают на ситах, отбирая фракцию 0,16-0,25
мм или 0,20-0,36 мм, подсушивают при температуре 160-200 °С в течение 2-3 ч и
пропитывают раствором неподвижной фазы из расчета 15 г
полиэтиленгликольадипината (ПЭГА) на 85 г носителя. ПЭГА растворяют в ацетоне и
в полученный раствор помещают носитель на 1-1,5 ч. периодически перемешивая
смесь стеклянной палочкой. Растворитель берется в избыточном количестве, чтобы
носитель при пропитке находился под небольшим слоем раствора. После пропитки
носителя растворитель удаляют сушкой при температуре 50-60 °С на водяной бане
или в сушильном шкафу, периодически перемешивая насадку.
Чистую и сухую колонку с размерами 3,0×0,003 м
заполняют приготовленной насадкой при помощи вакуума (или давления инертного
гада) и закрывают с обоих концов тампоном из стекловолокна, предварительного
промытого в ацетоне и высушенного.
Для стабилизации колонку продувают инертным газом при
ступенчатом подъеме температуры колонки от 50 до 180 °С в течение 24 ч в
термостате хроматографа, не соединяя колонку с детектором. Скорость подъема
температуре 10-20 °С/ч. После продувки колонку соединяют с детектором по
теплопроводности и вновь продувают при рабочих температурах до достижения
стабильной нулевой линии на самопишущем потенциометре.
Включение и подготовку хроматографа к работе проводят по
инструкции, прилагаемой к прибору.
Перед проведением анализа необходимо проверить
четыреххлористый углерод и метанол (или этанол) на присутствие в них примесей,
для чего снимают их хроматограмму в условиях, приведенных в п. 4.5.3. При обнаружении примесей, мешающих
хроматографированию, растворитель и осадитель необходимо очистить перегонкой
под вакуумом или очистить любым доступным лабораторным способом и снова снять
хроматограмму при тех же условиях.
Для определения относительного коэффициента
чувствительности, предварительно необходимо проводить двойное переосаждение
полистирола вспенивающегося с целью освобождения от порообразователя. Для этого
приготовляют 5-10 %-ный раствор полистирола вспенивающегося в четыреххлористом
углероде и медленно вливают его в стакан с метанолом или этанолом в количестве
500-700 мл при непрерывном перемешивании стеклянной палочкой. Полимер
высаждается в виде хлопьев на дно стакана. Жидкость над полимером сливают и
осадок отфильтровывают на воронке Бюхнера, в которую по диаметру помещена бязь.
Осадок подсушивают при комнатной температуре в течение 1,0-1,5 ч, а затем
растворяют в четыреххлористом углероде и повторяют переосаждение. Подсушенный
полимер равномерно распределяют на чашке Петри и помещают в вакуум-сушильный
шкаф на 1,5-2,0 ч. при комнатной температуре и остаточном давлении 5-10 мм рт.
ст. и сушат до постоянного веса.
Определение относительного коэффициента чувствительности (К)
порообразователя проводят путем хроматографирования не менее пяти искусственных
смесей - раствора порообразователя в четыреххлористом углероде в присутствии
полистирола вспенивающегося. Искусственные смеси приготавливают следующим
образом. В колбу, вместимостью 50-100 см3 с притертой или резиновой самоуплотняющейся
пробкой, помещают 1,0-1,5 г полистирола вспенивающегося, не содержащего
порообразователя (дважды переосажденного), взвешивают с погрешностью не более
0,0002 г, растворяют в 10-15 см3 четыреххлористого углерода при
комнатной температуре и быстро вводят охлажденным шприцем различные количества
порообразователя таким образом, чтобы его концентрация составляла 0,5-10 %
масс, в расчете на массу полимера. Если температура в помещении выше 22 °С, то
перед введением порообразователя колбу и шприц следует охладить в холодильнике.
Колбы снова взвешивают с той же погрешностью, высаждают полимер метанолом (или
этанолом), добавляя его в количестве 10-15 см3 небольшими порциями
при встряхивании закрытой колбы, снова взвешивают и вводят навеску внутреннего
стандарта - н-гептана, в количестве, прямо пропорциональном содержанию
порообразователя в искусственной смеси, что в расчете на общую массу раствора
составляет 0,05-0,50 % масс. Если введение порообразователя осадителя,
внутреннего стандарта в колбу проводилось путем прокалывания пробки шприцем, то
можно исключить предварительное охлаждение колб в холодильнике. Раствор над
высажденным полимером осторожно перемешивают и вводят охлажденным микрошприцем
в испаритель хроматографа в количестве 1-6 мм3. Хроматографирование
каждой смеси проводят 4-5 раз.
Коэффициент чувствительности (К) рассчитывают как среднее
арифметическое параллельных определений при расхождении между ними не более
0,05:

где
Scm,
Si
- площади пиков внутреннего стандарта (н-гептана) и gорообраpователя, соответственно, мм2
или мВ.с;
Ccm,
Ci - концентрация н-гептана и порообразователя в исследуемом
растворе в расчете на суммарную массу четыреххлористого углерода и метанола, %
масс.
Экспериментальное значение К порообразователя при
определении на хроматографе Цвет-110 с газом-носителем гелием равно
(0,93±0,02).
4.5.3. Проведение анализа.
Вспенивающийся полистирол в количестве 1,0-1,5 г взвешивают
с погрешностью не более 0,0002 г в колбе вместимостью 50-100 см3 с
притертой или резиновой самоуплотняющейся пробкой, растворяют в 10-15 см3
четыреххлористого углерода, осторожно перемешивая содержимое вручную или с
помощью встряхивающей машины. После растворения полимер высаждают метанолом
(или этанолом), добавляя его в количестве 10-15 мл небольшими порциями при
перемешивании закрытой колбы. Колбу с пробой и шприц предварительно охлаждают в
холодильнике. Не отделяя высажденного полимера, колбу снова взвешивают с той же
погрешностью, вводят навеску н-гептана в таком количестве, чтобы его
концентрация составляла 0,1-0,5 % масс, в зависимости от предполагаемого
содержания порообразователя в полистироле.
Допускается введение н-гептана после ввода четыреххлористого
углерода до высаждения полимера.
Раствор над насажденным полимером отбирают охлажденным
микрошприцем в количестве 1-6 мм3 и вводят в испаритель
хроматографа. Хроматографирование проводят 3 раза при следующих условиях:
- колонка 3,0×0,003 м, заполненная насадкой - 15 %
ПЭГА, нанесенного на одном из диатомитовых носителей (динохром Н, хроматон - N-AW, хезасорб - AW), с размерами частиц 0,16-0,25 или
0,20-0,36 мм;
- температура колонки (90±5) °С;
- температура испарителя (130±5) °С;
- скорость потока газа-носителя гелия - 2-3 л/ч;
- измерительный ток детектора 100-150 мА.
Скорость движения диаграммной бумаги устанавливают такой,
чтобы ширина пика порообразоватедя была не менее 2 мм. Хроматограмма
определения порообразователя в полистироле вспенивающемся приведена на черт. 2.
Хроматограмма разделения компонентов при определении порообразователя
во вспенивающемся полистироле
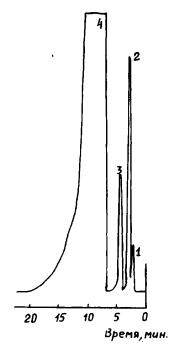
1 - воздух; 2 - порообразователь (углеводороды пентановой
фракции); 3 - н-гептан; 4 - четыреххлористый углерод + метанол.
Черт.
2
Допускается корректировка условий анализа при использовании
различных типов хроматографов с детектором по теплопроводности.
4.5.4. Обработка результатов.
Количественный расчет хроматограмм проводят методом
внутреннего стандарта по площадям пиков компонентов. Площадь каждого пика
рассчитывают, как произведение высоты пика на ширину на половине его высоты,
либо с помощью интегратора И-02 или И-05.
Содержание порообразователя в полистироле вспенивающемся в
процентах масс, вычисляют по формуле:
где:
Scm
Si - площадь пика
порообразователя и н-гептана, соответственно, мм2, см2
или мВ.сек;
Ccm - концентрация
н-гептана в растворе, % масс;
a
- общая масса четыреххлористого углерода, метанола (или этанола) и н-гептанн;
в - масса полимера, г;
Ki
- относительный коэффициент чувствительности порообразователя к н-гептану.
За результат анализа принимают среднее
арифметическое 2-х параллельных определений, допускаемые расхождения между
которыми не превышают 0,8 абс. %.
Относительная погрешность определения порообразователя в
полистироле не превышает 8,0 % при доверительной вероятности Р = 0,95.
Допускается потребителем проводить косвенное определение
массовой доли, порообразователя по разнице между массовой долей суммы летучих и
суммой массовой доли остаточного мономера, неполимеризующихся примесей и
потерей массы при сушке.
4.5.6. Аппаратура.
Весы лабораторные аналитические, обеспечивающие погрешность
взвешивания не более 0,0002 г.
Инфракрасная лампа мощностью 500 В.
Термометр ртутный с ценой деления не более 0,1 °С.
Алюминиевые чашки типа Петри диаметром 70-90 мм, высотой
бортика 8-10 мм и толщиной стенок около 1 мм.
ЛАТР типа 1M, 9A.
Вольтметр по ГОСТ 8711.
Секундомер по ГОСТ 5072.
Эксикатор по ГОСТ
25336 тип 2 250, заполненный плавленным хлористым кальцием (ГОСТ 4460) или
прокаленным хлористым кальцием.
4.5.7. Проведение испытания.
Для определения массовой доли порообразователя инфракрасную
лампу помещают в металлическую камеру, изолированную внутри со всех сторон
асбестом. Передняя стенка камеры открывается. Расстояние от горизонтальной
поверхности камеры до купола лампы должно быть 5 см. Лампу включают в сеть
через лАТР и вольтметр.
За 5 мин. до начала определения лампу включают и с помощью лАТР по вольтметру устанавливают
напряжение тока (около 200 В), которое поддерживают в течение всего
определения. Температура под лампой должна быть в пределах 220-225 °С
(периодически во время определения контролируется термометром, помещенным в
центр освещенного круга). В чашку, предварительно прогретую под инфракрасной
лампой до постоянного веса и взвешенную с погрешностью, не более 0,0002 г,
помещают около 1 г вспенивающегося полистирола и вновь взвешивают с той же
погрешностью. Затем чашку с навеской помещают на асбест под лампу в центр
освещенного круга и выдерживают в течение 4 мин. После прогрева чашку с
навеской помещают в эксикатор, охлаждают до комнатной температуры и взвешивают
с погрешностью не более 0,0002 г.
Массовую долю суммы летучих веществ (Х5) в
процентах вычисляют по формуле
где:
М - масса полистирола до прогрева, г;
M1 - масса
полистирола после прогрева, г.
За результат определения принимают среднее
арифметическое значение двух параллельных определений, допускаемое расхождение
между которыми не должно превышать 0,1 % абс.
Предел допускаемого значения относительной суммарной
погрешности определения летучих в интервале концентраций 4-8 % составляет 1 %
при доверительной вероятности 0,95.
Массовую долю порообразователя (X4) в процентах
вычисляют по формуле
X4
= X5 - (X7 + X6),
где:
Х7 - массовая доля остаточного мономера и
неполимеризующихся примесей, % (по п. 4.7);
Х6 - потеря массы при сушке (по п. 4.6).
Предел допускаемого значения относительной суммарной
погрешности определения порообразователя составляет 14 % при доверительной
вероятности 0,95.
При арбитражных испытаниях определение массовой доли
порообразователя осуществляется газохроматографическим методом.
4.6. Определение потери массы при сушке
вспенивающегося полистирола.
4.6.1. Аппаратура.
Весы лабораторные аналитические, обеспечивающие
погрешность взвешивания не более 0,0002 г.
Стаканчик для взвешивания (бюкса) по ГОСТ
25336 тип СН 60/14.
Эксикатор по ГОСТ
25336 тип 2 250, наполненный прокаленным или плавленным хлористым кальцием
(ГОСТ 4460).
Сушильный шкаф.
Термометр по ГОСТ 2823.
4.6.2. Проведение испытания.
В высушенную и взвешенную с погрешностью не более 0,0002 г
бюксу помещают около 5 г вспенивающегося полистирола и вновь взвешивают бюксу с
той же погрешностью. Открытую бюксу с навеской помещают в сушильный шкаф и
полимер сушат при температуре (32±2) °С в течение 4 ч. Затем бюксу закрывают
крышкой, помещают в эксикатор и через 10-15 мин. вновь взвешивают с
погрешностью не более 0,0002 г.
Потерю массы (X6) в процентах вычисляют по
формуле
 (1)
(1)
где:
М - масса полимера до сушки, г;
M1 - масса
полимера после сушки, г.
За результат анализа принимают среднее из двух параллельных
определений, расхождение между которыми не превышает допустимого, равного 7 %
отн.
Предел допускаемого значения относительной суммарной
погрешности результата анализа ± 10 % при доверительной вероятности 0,95.
4.7. Определение кажущейся плотности проводят по
ГОСТ
409 на трех образцах пенополистирола размером (
50±2)×(50±2)×(40±2) мм.
4.8. Определение горючести (времени
самостоятельного горения) проводят на образцах, изготовленных по п.п. 4.2.1 и 4.2.2.
размерами (120±1)×(44±0,5)×(30±0,5) мм при выключенной вентиляции,
при полном отсутствии потоков воздуха.
4.8.1. Аппаратура и материалы.
Лабораторный вытяжной шкаф или испытательная камера
вместимостью 1 м3, снабженная вытяжным устройством, стенки которых
должны быть выполнены из негорючего материала: металлов, керамики.
Вентилируемый термошкаф или электрошкаф СНОЛ-3,5.3,5.3.5/3.
5-И1 или шкаф сушильный вакуумный СНВС-4.5.3.4/3-И1.
Спиртовка лабораторная.
Лабораторный штатив с зажимами для крепления образцов в
вертикальном положении.
Секундомер по ГОСТ 5072 или другого типа с погрешностью
отсчета времени не более 0,5 с.
Металлическая линейка по ГОСТ 427.
Спирт этиловый по ГОСТ
18300.
4.8.2. Подготовка к испытаниям.
Перед определением образцы термостатируют при температуре (7
5±2) °С в течение 96 часов в вентилируемом термошкафу.
4.8.3. Проведение испытаний.
Образцы укрепляют на штативе вертикально таким образом,
чтобы расстояние от нижнего конца образца до фитиля спиртовой горелки,
подвешенной под образец, составляло (10±1) мм. Спиртовку, удаленную от образца
не менее, чем на 150 мм, зажигают и регулируют так, чтобы высота пламени была
(50±1) мм.
Пламя спиртовки подносят к центру свободного конца образца
на 5 с после чего спиртовку убирают и фиксируют время горения образца после
удаления источника пламени.
За горючесть образца принимают среднее арифметическое
результатов испытаний трех образцов, расхождение между которыми не должно
превышать 2 с.
Предел допустимой относительной суммарной погрешности для
времени горения 0-4 с составляет 82 %.
4.9. Определение показателя текучести расплава
(ПТР).
Определение производят на 300 г навески объединенной пробы,
отобранной по п. 4.1.
Показатель текучести расплава определяют по ГОСТ
11645 на экструзионном пластометре с диаметром капилляра (1,180±0,005) мм
при нагрузке (10±0,050) кгс. Температура определения - (170±0,5) °С. Отобранную
пробу полимера помещают в предварительно прогретый до указанной температуры
прибор и выдерживают в приборе в течение 7 мин.
Для запирания отверстия капилляра вместо медной развертки
используют приспособление (черт. 3), имеющее регулируемый по высоте конический
латунный наконечник 1, теплоизолирующие втулку 2 и прокладку 3, упругий элемент
6.
Устройство для запирания отверстия капилляра
Черт. 3
1 - латунный
наконечник; 2 - текстолитовая втулка; 3 - текстолитовая прокладка, 4 - шток с
маховиком; 5 - резьбовая втулка,: 6 - упругий элемент; 7 - подставка, 8 -
шайба, 9 - шайба текстолитовая, 10 - винт, 11 - шайба, 12 - основание.
Прогрев экструзионной камеры до температуры испытания
проводят при закрытом с помощью указанного приспособления отверстия капилляра.
С целью исключения вспенивания материала в канале камеры, время загрузки не
должно превышать 30 с.
Масса одной загрузки материала от 4,5 до 5,0 г. Во время
предварительного прогрева нижняя кольцевая метка на штоке должна находиться
выше верхней кромки камеры на (25±5) мм.
Промежутки времени, через которые следует срезать
прутки, указаны в табл. 4.
Таблица 4
|
Время
перемещения штока от нижней кольцевой метки до второй снизу относительно
верхней кромки камеры при истечении полимера под действием нагрузки, с
|
Промежуток
времени между последовательными срезаниями прутков, с
|
|
7,5-10,0
|
15
|
|
10,0-12,5
|
20
|
|
12,5-15,0
|
25
|
|
15,0-17,5
|
30
|
|
17,5-20,0
|
35
|
Показатель текучести расплава вычисляют с
точностью до одного знака после запятой. В протоколе испытаний в дополнении к
п. 5.1 ГОСТ
11645 указывают:
нагрузку
в кгс;
расхождение между двумя параллельными определениями ПТР в
процентах.
4.10. Массовую долю остаточного мономера стирола (Х7)
определяют по ГОСТ
15820.
4.11. Определение относительной
вязкости проводят методом, основанном на определении времени истечения бензола
и 1 %-го раствора полимера в бензоле.
4.11.1. Аппаратура, материалы.
Весы лабораторные аналитические, обеспечивающие погрешность
взвешивания не более 0,0002.
Вискозиметр ВПЖ-2 по ГОСТ 10028
(диаметр капилляра 0,56 мм).
Колба КП-2-100-2 по ГОСТ
1770.
Секундомер по ГОСТ 5072.
Воронка по ГОСТ
25336.
Сосуд СЦ 10 или 20 по ГОСТ
25336.
Термометр термоконтактный по ГОСТ
9871.
Термометр жидкостный стеклянный по ГОСТ
28498 с ценой деления 0,1 °С.
Реле типа МКУ-48 или любой другой прибор, позволяющий
регулировать температуру в термостате в указанных пределах.
Мешалка лабораторного типа.
Электромотор.
Ткань капроновая, артикул 56003.
Бензол по ГОСТ 5955.
Бумага фильтровальная по ГОСТ 12026.
4.11.2. Проведение испытания.
Около 1 г вспенивающегося полистирола взвешенного с
погрешностью до 0,0002 г, вносят в мерную колбу, предварительно
прокалиброванную по дистиллированной воде при температуре 20 °С (навеска
полимера берется в зависимости от емкости колбы, полученной при калибровке так,
чтобы раствор полимера в бензоле соответствовал 1 %).
В колбу вливают 60-70 мл предварительно профильтрованного
через фильтровальную бумагу бензола и содержимое колбы периодически
перемешивают до полного растворения полимера. После растворения полимера колбу
заполняют бензолом несколько ниже метки и погружают в водяной термостат (сосуд
для аквариума) с контактным термометром, терморегулятором и мешалкой, в котором
поддерживают температуру (20±0,2) °С. Через 15-20 мин. уровень раствора доводят
бензолом до метки и тщательно перемешивают. Полученный раствор фильтруют через
капроновую ткань и заполняют им вискозиметр с диаметром капилляра 0,56 мм,
согласно прилагаемой к вискозиметру методике. Вискозиметр с раствором погружают
на 10 мин. в водяной термостат с температурой воды (20±0,2) °С таким образом,
чтобы верхний шарик его был ниже уровня жидкости в термостате. После
термостатирования втягивают раствор с помощью резиновой груши из широкой трубки
во второе колено вискозиметра, примерно на 1/2 высоты верхнего шарика. Сообщают
колено с атмосферой и отмечают при помощи секундомера время истечения раствора
между верхней и нижней метками. Затем таким же образом проводят определение
времени истечения бензола. Время истечения одной и той же пробы замеряют не
менее трех раз. Относительную вязкость раствора (η) вычисляют по формуле

где
t1 - время
истечения раствора, с;
t
- время истечения бензола, с.
За результат определения принимают среднее арифметическое
трех определений, расхождения между наиболее отличающимися значениями которых
не превышает допускаемого расхождения, равного 0,006.
Пределы допускаемого значения относительной
суммарной погрешности результата анализа ±0,3 % при доверительной вероятности
0,95.
4.12. Определение разрушающего напряжения при статическом
изгибе проводят по ГОСТ
18564 на образцах пенополистирола размером (120±1)×(25±0,2)×(20±0,2)
мм.
5.1. Вспенивающийся полистирол, упакованный в соответствии с
п. 2.8, транспортируют транспортными
пакетами всеми видами транспорта в крытых транспортных средствах в соответствии
с правилами перевозки опасных грузов, действующих на данном виде транспорта.
Железнодорожные перевозки осуществляются повагонными отправками.
5.2. Формирование грузовых мест в транспортные пакеты
производят в соответствии с ГОСТ
26663. Размеры пакета должны соответствовать ГОСТ 24597;
средства крепления по ГОСТ
21650. Размещение бочек и барабанов на поддоне по ГОСТ 21140.
5.3. Вспенивающийся полистирол хранят в закрытых
вентилируемых сухих складских помещениях при температуре не выше 25 °С, в
которых запрещается включение нагревательных приборов. Упаковка не должна
подвергаться прямому воздействию солнечных лучей.
6.1. Изготовитель гарантирует соответствие вспенивающегося
полистирола требованиям настоящего стандарта при соблюдении потребителем
условий хранения и транспортирования установленных стандартом.
6.2. Гарантийный срок хранения полимера со дня его
изготовления в закрытой заводом-изготовителем и не вскрытой потребителем
упаковке составляет:
при температуре не выше 15 °С:
- при упаковке в металлические бочки и барабаны с
полиэтиленовым мешком-вкладышем - от 6 месяцев до 2 лет (в зависимости от марки
полимера);
- при упаковке в картонные барабаны и контейнеры с
полиэтиленовым вкладышем - 4,5 месяца;
- при упаковке в мягкие контейнеры МКР-1,0С и MКО-1,0C и
бумажные мешки с полиэтиленовым вкладышем - 3,5 месяца.
при температуре не выше 25 °С:
- при упаковке в металлические бочки и барабаны с
полиэтиленовым вкладышем - 6 месяцев;
- при упаковке в картонные барабаны и контейнеры с полиэтиленовым
вкладышем - 3,5 месяца;
- при упаковке в мягкие контейнеры и бумажные мешки с
полиэтиленовым мешком-вкладышем - 3 месяца.
6.3. По истечению
гарантийного срока хранения вспенивающегося полистирола полимер может быть
использован, если изделие, полученное из него, удовлетворяет требованиям по
внешнему виду и физико-механическим свойствам.
Заведующий научной частью ОНПО "Пластполимер" В.Н. Павлюченко
Заведующий отделом полистирольных пластиков Е.И. Егорова
Заведующий отделом стандартизации М.Г. Карасева
Научный сотрудник отдела полистирольных пластиков В.И. Бейлина
Ведущий инженер отдела стандартизации И.В. Бардина
1. Утвержден МГО "Технохим", Ленинград.
Исполнители: Е.И. Егорова д.т.н. главный химик, М.Г.
Карасева, В.И. Бейлина, И.В. Бардина
Зарегистрирован ВИФС за № __ от ____________ 1992 г.
2. Утвержден и введен в действие с 01.06.1992 г.
3. Срок первой проверки - 1997 год.
Периодичность проверки - 5 лет.
4. Стандарт соответствует СТ СЭВ PC 5223-75 в части
определения, классификации и обозначения.
5. Взамен ОСТ 6-05-202-83.
6. Ссылочная
нормативно-техническая документация.
ПРИЛОЖЕНИЕ 1
Обязательное
ПЕРЕЧЕНЬ
кодов по ОКП для типов и подтипов марок вспенивающегося полистирола
|
Код
|
|
Наименование
|
|
22
1416 0100
|
08
|
Полистирол
вспенивающийся тип ПСВ
|
|
22
1416 0101
|
07
|
-
марка 1
|
|
22
1416 0102
|
06
|
-
марка 11
|
|
22
1416 0103
|
05
|
-
марка 2
|
|
22
1416 0104
|
04
|
-
марка 21
|
|
22
1416 0105
|
03
|
-
марка 3
|
|
22
1416 0106
|
02
|
-
марка 31
|
|
22
1416 0107
|
01
|
-
марка 4
|
|
22
1416 0108
|
00
|
-
марка 41
|
|
22
1416 0109
|
00
|
-
марка 5
|
|
22
1416 0110
|
06
|
-
марка 6
|
|
22
1416 0111
|
05
|
-
марка 61
|
|
22
1416 0112
|
04
|
-
марка 7
|
|
22
1416 0113
|
03
|
-
марка 71
|
|
22
1416 0200
|
05
|
Полистирол
вспенивающийся, тип ПСВ-С
|
|
22
1416 0201
|
04
|
-
марка 1
|
|
22
1416 0202
|
03
|
-
марка 11
|
|
22
1416 0203
|
02
|
-
марка 2
|
|
22
1416 0204
|
01
|
-
марка 21
|
|
22
1416 0200
|
05
|
Полистирол
вспенивающийся, тип ПСВ-С
|
|
22
1416 0205
|
00
|
-
марка 3
|
|
22
1416 0206
|
10
|
-
марка 31
|
|
22
1416 0207
|
09
|
-
марка 4
|
|
22
1416 0206
|
06
|
-
марка 41
|
|
22
1416 0209
|
07
|
-
марка 5
|
|
22
1416 0210
|
03
|
-
марка 6
|
|
22
1416 0211
|
02
|
-
марка 61
|
|
22
1416 0212
|
01
|
-
марка 7
|
|
22
1416 0213
|
00
|
-
марка 71
|
|
22
1416 0500
|
07
|
-
Полистирол вспенивающийся, подтип ПСВ-Л1
|
|
22
1416 0501
|
06
|
-
марка 1
|
|
22
1416 0502
|
05
|
-
марка 11
|
|
22
1416 0503
|
04
|
-
марка 2
|
|
22
1416 0504
|
03
|
-
марка 21
|
|
22
1416 0505
|
02
|
-
марка 3
|
|
22
1416 0506
|
01
|
-
марка 31
|
|
22
1416 0507
|
00
|
-
марка 4
|
|
22
1416 0506
|
10
|
-
марка 41
|
|
22
1416 0509
|
09
|
-
марка 5
|
|
22
1416 0600
|
04
|
Полистирол
вспенивающийся, подтип ПСВ-Л1С
|
|
22
1416 0601
|
03
|
-
марка 1
|
|
22
1416 0602
|
02
|
-
марка 11
|
|
22
1416 0603
|
01
|
-
марка 2
|
|
22
1416 0604
|
00
|
-
марка 21
|
|
22
1416 0605
|
10
|
-
марка 3
|
|
22
1416 0606
|
09
|
-
марка 31
|
|
22
1416 0607
|
08
|
-
марка 4
|
|
22
1416 0608
|
07
|
-
марка 41
|
|
22
1416 0609
|
05
|
-
марка 5
|
|
22
1416 0800
|
09
|
Полистирол
вспенивающийся, тип ПСВ-Б
|
|
22
1416 0801
|
08
|
-
марка 1
|
|
22
1416 0802
|
07
|
-
марка 11
|
|
22
1416 0803
|
06
|
-
марка 2
|
|
22
1416 0804
|
05
|
-
марка 21
|
|
22
1416 0805
|
04
|
-
марка 3
|
|
22
1416 0806
|
03
|
-
марка 31
|
|
22
1416 0807
|
02
|
-
марка 4
|
|
22
1416 0808
|
01
|
-
марка 41
|
|
22
4116 0809
|
00
|
-
марка 5
|
|
22
1416 0810
|
07
|
-
марка 6
|
|
22
1416 0811
|
06
|
-
марка 61
|
|
22
1416 0800
|
09
|
Полистирол
вспенивающийся, тип ПСВ-Б
|
|
22
1416 0612
|
05
|
-
марка 7
|
|
22
1416 0813
|
04
|
-
марка 71
|
|
22
1416 0900
|
06
|
Полистирол
вспенивающийся, тип ПСВ-ЛД
|
|
22
1416 0901
|
05
|
-
марка 1
|
|
22
1416 0902
|
04
|
-
марка 11
|
|
22
1416 0903
|
03
|
-
марка 2
|
|
22
1416 0904
|
02
|
-
марка 21
|
|
22
1416 0905
|
01
|
-
марка 3
|
|
22
1416 0906
|
00
|
-
марка 31
|
|
22
1416 0907
|
10
|
-
марка 4
|
|
22
1416 0908
|
09
|
-
марка 41
|
|
22
1416 0909
|
08
|
-
марка 5
|
|
22
1416 0910
|
04
|
-
марка 6
|
|
22
1416 0911
|
03
|
-
марка 61
|
|
22
1416 0912
|
02
|
-
марка 7
|
|
22
1416 0913
|
01
|
-
марка 71
|
|
22
1416 1000
|
07
|
Полистирол
вспенивающийся, тип ПСВ, нерассеянный
|
|
22
1416 1001
|
06
|
-
сорт 1
|
|
22
1416 1002
|
05
|
-
сорт 2
|
|
22
1416 1100
|
04
|
Полистирол
вспенивающийся, тип ПСВ-С, нерассеянный
|
|
22
1416 1101
|
03
|
-
сорт 1
|
|
22
1416 1102
|
02
|
-
сорт 2
|
|
22
1416 1200
|
01
|
Полистирол
вспенивающийся, тип ПСВ-Б, нерассеянный
|
|
22
1416 1201
|
00
|
-
сорт 1
|
|
22
1416 1202
|
10
|
-
сорт 2
|
|
22
1416 1300
|
09
|
Полистирол
вспенивающийся, подтип ПСВ-Л1, нерассеянный
|
|
22
1416 1301
|
08
|
-
сорт 1
|
|
22
1416 1302
|
07
|
-
сорт 2
|
|
22
1416 1400
|
06
|
Полистирол
вспенивающийся, подтип ПСВ-Л1C, нерассеянный
|
|
22
1416 1401
|
05
|
-
сорт 1
|
|
22
1416 1402
|
04
|
-
сорт 2
|
|
22
1416 1501
|
03
|
Полистирол
вспенивающийся, тип ПСВ-ЛД, нерассеянный
|
|
22
1416 1501
|
02
|
-
сорт 1
|
|
22
1416 1502
|
01
|
-
сорт 2
|
ПРИЛОЖЕНИЕ 2
Справочное
|
Наименование
показателя
|
Норма для
всех типов
|
Метод
испытания
|
|
Насыпная плотность, кг/м3
|
600-650
|
ГОСТ
11035-64
|
ТАБЛИЦА
справочных показателей пенополистирола
|
Наименование
показателе
|
Норма для
марок типа
|
|
ПСВ
|
ПСВ-С
|
|
метод
испытания
|
|
|
20-30
|
20-30
|
-
|
ГОСТ 409-77
|
|
2. Прочность
на сжатие
|
|
|
-
|
ГОСТ
15588-86
|
|
при 10% деформации,
|
1,0-2,5
|
0,8-2,2
|
|
|
|
кгс /см2 (МПа)
|
(0,10-0,25)
|
(0,08-0,2)
|
|
|
|
3. Модуль
упругости при
|
|
|
-
|
ГОСТ
18336-73
|
|
сжатии, кгс/см
|
40-90
|
30-70
|
|
|
|
(МПа)
|
(4,0-9,0)
|
(3,0-7,0)
|
|
|
|
4. Удельное
электрическое сопротивление поверхностное, Ом,
|
|
|
|
ГОСТ
6433.2-71
|
|
не более
|
1014
|
1014
|
-
|
|
|
объемное, Ом. см,
|
|
|
|
|
|
не более
|
1014
|
1014
|
|
|
|
5. Тангенс
угла диэлектрических потерь при частоте 106 Гц
|
(4,0-4,5)·10-4
|
(4,0-4,5)·10-4
|
-
|
ГОСТ
22372-77
|
|
6.
Коэффициент теплопроводности, ккал/м.ч. град
|
0,030-0,038
|
0,030-0,040
|
-
|
ГОСТ
7076-87
|
|
7.
Термостабильность при длительной нагрузке в течение 7 дней, °С (нагрузка 0,5
кгс/см2)
|
70
|
68
|
-
|
ДIN 18164-72
|
|
8.
Водопоглощение за 24 ч, % об.
|
0,3-1,0
|
0,5-1,2
|
-
|
ГОСТ
15588-86
|
|
9. Скорость
газификации при термическом ударе, г/с.10-3
|
-
|
-
|
9-12
|
по методике ВНИИЛитмаш
|
|
10. Скорость
плавления, см/с
|
-
|
-
|
2,0-3,0
|
по методике
ВНИИЛитмаш
|
Примечание. При изменении плотности пенополистирола его свойства
изменяются.
ПРИЛОЖЕНИЕ 3
Справочное
Пенополистирол, как изоляционный материал, обладает
исключительными физическими и химическими свойствами, резко отличающимися от
свойств многих ранее известных изоляционных материалов, широко применяется в
строительстве (при облицовке стен, потолка, облицовке наружных стен, крыши),
вагоностроении, для изоляции вагонов-холодильников, обычных железнодорожных
вагонов, для изоляции трубопроводов. Но в некоторых случаях применение
пенополистирола ограничивается в связи с его горючестью. Пенополистирол
представляет собой белый горючий, формоустойчивый пенопласт.
При изготовлении пенополистирола пожароопасность существует
на следующих стадиях производства:
1. Производство и хранение вспенивающегося полистирола
(ВПС).
2. Изготовление, хранение и обработка ППС.
Необходимость такого разграничения обусловлена тем, что во
многих случаях производство вспенивающегося ПС и ППС отделены друг от друга.
Наибольшую опасность представляет вспенивающий агент (ВА - смесь пентана и
изопентана или изопентан), который выделяясь из материала частично при хранении
и почти полностью при изготовлении ППС, способен образовывать с воздухом
взрывоопасную смесь.
На складах, где хранится ВПС, нужно учитывать скопление
взрывоопасной смеси вспенивающего агента с воздухом. Нижний предел взрыва
пентано-воздушной смеси (изопента) составляет 1,4 об. %, температура
воспламенения 285 °С.
Таким образом, опасность воспламенения возникает в первую
очередь, не от полистирола, а от вспенивающего агента. Полистирол
вспенивающийся склонен к образованию электростатических зарядов. Искровые или
кистовые разряды от полимера к стенкам резервуара могут воспламенить смесь ВА с
воздухом (минимальная энергия воспламенения пентана 0,28 в. сек.).
Из-за незначительного пылеобразования опасности взрыва пыли,
по-видимому, не существует. Однако, учитывая, что при хранении полимера из него
выделяется вспенивающий агент, помещение для хранения ВПС следует отнести к
категории взрывоопасных и все требования по их противопожарной защите и технике
безопасности должны выполняться полностью.
При доставке сырья со склада в производственные цеха
пневмотранспортом, последний должен быть снабжен соответствующими защитными
устройствами для отвода статического электричества. Во избежание
распространения пожара, транспортная система должна быть снабжена
пожарозащитными заслонками.
Дальнейшая переработка вспенивающегося полистирола в ППС
представляет собой физический процесс, состоящий из трех стадий:
предварительного вспенивания, промежуточного хранения и окончательного
вспенивания.
На первой стадии ВПС под воздействием тепла увеличивается в
объеме от 20 до 50 раз. Вспенивание как правило осуществляется паром.
Во время этого процесса происходит улетучивание
вспенивающего агента.
При этом не наблюдается образование опасной концентрации ВА,
так как атмосфера помещения насыщена водяными парами и специальные отсасывающие
устройства отводят образующуюся газопаровую смесь.
Вторая стадия - промежуточное хранение предварительно вспененного
материала. Промежуточное хранение (созревание) предварительно вспененного
материала происходит в хорошо проветриваемых бункерах. Бункера проветриваются
для того, чтобы сократить время промежуточного хранения и вывести
диффундирующие агенты вспенивания из бункеров. При этом воздух, прошедший через
материал, отсасывается и отводится из помещения.
Скопление опасного количества паров вспенивающего агента
зависит от размеров помещения и количества хранящегося продукта (при
промежуточном хранении следует расчитывать на выделение 20 кг вспенивающего
агента из 1 т продукта).
С точки зрения противопожарной безопасности рекомендуется
разделение бункеров противопожарными стенками. Помещение должно быть отгорожено
брандмауером и снабжено стационарными спринклерными, паровыми или
углекислотными огнетушителями.
Третья стадия - окончательное вспенивание.
Окончательное вспенивание материала в изделия обычно
производят паром при температуре 110-120 °С.
Стадия окончательного вспенивания происходит в 100 %-ой
паровой атмосфере и пожарной опасности не представляет. Однако система подачи
сырья к формам требует защитных мер в виде пожарных заслонок и устройств для
отвода статического электричества.
При оценке возможности возникновения пожара во время
хранения и обработок ППС обычного типа нужно исходить из специфических свойств
продукта.
По своим физико-химическим свойствам ППС относится к числу
легкогорючих материалов. В силу специфики своего химического строения
(соотношение С : Н = 1 : 1), развитой поверхности и большому содержанию воздуха
(97-98 %), ППС горит с большой интенсивностью. Скорость сгорания в среднем
составляет 2,19 кг/мин. м2. Скорость распространения пламени 36,7
см/мин. При сравнении соответствующих показателей видно, что скорость сгорания
ППС в 4 раза выше скорости сгорания дерева. Теплотворная способность по Малеру
и Крокеру равна 11000 ккал/кг. Вследствие большой скорости горения, это
количество тепла высвобождается при пиковой температуре 1500 °С в относительно
малое время. По опытным данным уже через 2 мин. горения ППС достигается
температура 1200 °С.
Воспламенение может произойти от пламени спичек, паяльной
лампы, от искр автогенной сварки. Не воспламеняется ППС от прокаленного
железного провода, горящей сигареты и от искр, возникающих при точке стали. При
хранении ППС с соблюдением правил пожарной безопасности со стороны самого
материала опасности не ожидается.
При горении ППС очень быстро переходит в жидкое состояние (1
м3 пены без учета окалины образует 23 литра жидкого вещества). ППС
сгорает без образования твердого остатка с выделением на 1 м3
материала при плотности 25 кг/м3, около 267 м3 дыма с
высоким содержанием токсичных продуктов сгорания (главным образом СО).
При горении ППС переходит в жидкое состояние и
деполимеризуется, далее продолжают гореть продукты деполимеризации.
Теоретический расход воздуха для сгорания ППС составляет 256 м3/м3.
В 1 м3 ППС содержится максимум 980 л воздуха, что недостаточно для
поддержания горения. Поэтому в замкнутом пространстве (например в виде изоляции
в стенах) материал сам по себе не горит.
Самовоспламенение ППС до сих пор не наблюдалось и в силу
химической структуры полимера не ожидается.
Для разрезания готовых блоков ППС широко применяется
раскаленная проволока диаметром от 0,3 до 1 мм, нагреваемая током силой 5-20
Вт. При напряжении 40 в температура проволоки составляет 150-200 °С. Эта
температура ниже температуры воспламенения ППС (485 °С), поэтому опасность
воспламенения невелика. Однако при разрезании недоброкачественного материала,
содержащего инородные включения или имеющего форму вогнутых блоков, или при
отсутствии регулировки силы тока возможно быстрое повышение температуры, что
может стать причиной пожара.
В качестве защитных мер для предотвращения пожаров служит
регулирование силы тока и напряжения в проволоке. Напряжение не должно
превышать 42 в, а температура проволоки в месте контакта с ППС 350 °С.
Необходимо предусмотреть также воздушное охлаждение проволоки.
Пары стирола в местах их возникновения необходимо
отсасывать.
Запас материала в помещениях для резания должен быть
ограничен максимальной дневной потребностью. Между материалом и режущей
установкой должно быть расстояние не менее 2 м. Отходы и обработанный материал
необходимо сразу же удалить из помещения. Если основные требования техники
безопасности соблюдаются, то опасность возникновения пожара минимальна. Хорошие
механические свойства позволяют обрабатывать материал методом снятия стружки с
помощью машин для обработки дерева (круглой и ленточной пилы для фрезерования и
т.д.). Хотя ППС имеет сравнительно низкую температуру плавления при его
механической обработке возможность возникновения пожара меньше, чем при
обработке дерева. Измерения температуры на ленточной и круглой пиле показали,
что повышение температуры во время распиливания не вызывает воспламенения
материала, т.е. она не превышает безопасного уровня. Однако следует учитывать
опасность воспламенения стружки, которая, правда, образуется без пыли.
При механической обработке ППС должны соблюдаться следующие
требования:
1. Все работы с ППС на деревообрабатывающих станках должны
проводиться в соответствии с требованиями техники безопасности при работе на
деревообрабатывающих станках по обработке и переработке дерева.
2. Стружка и отходы должны отсасываться и собираться в
бункеры или камеры, отделенные стенками с хорошей пожаростойкостью. Бункеры или
камеры, выносимые на открытый воздух, должны быть пожаростойкими.
3. Машины и примыкающее к ним пространство должны периодически
тщательно очищаться от отходов, во избежание накопления пожароопасного
количества отходов.
4. При возникновении искр во время резания материала с
инородными включениями машина и отсасывающее устройство должны быть сразу
выключены. Работа может быть продолжена после того, как будет установлено
отсутствие тления.
5. Запас материала не должен превышать дневную потребность и
находиться от машины не менее, чем в 2-х метрах.
Опасность возникновения пожара при изготовлении, хранении и
обработке ППС концентрируется на следующих основных моментах:
1. Хранение вспенивающегося полистирола.
2. Промежуточное хранение (созревание) предвспененного
продукта.
3. При резании ППС.
Опасность возникновения пожара можно свести к минимуму
только тогда, когда учитываются химико-физические и пожароопасные свойства ППС.
ППС тушится в большинстве случаев обычными средствами
тушения. Лучше всего использовать 5 %-ую смесь воды со смачивающим агентом.
Хорошие результаты получены при использовании чистой воды, пара и СО2.
