ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФОРМЫ СТАЛЬНЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ
ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ
ПОДДОНЫ
КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 25878-85
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛА
СТРОИТЕЛЬСТВА
Москва-1986
РАЗРАБОТАН
Всесоюзным Государственным проектным институтом по
строительному машиностроению для сборного железобетона «Гипростроймаш»
Минстройдормаша
Научно-исследовательским институтом бетона и
железобетона (НИИЖБ) Госстроя СССР
Специальным конструкторско-технологическим бюро
автоматики и нестандартного оборудования (СКТБ) Главмоспромстройматериалов
ИСПОЛНИТЕЛИ
Ю. Д. Златоверов (руководитель темы); В.
И. Рашап; Г. С. Митник, канд. техн. наук; В. Н. Коровкин; И. Ш.
Креймер; Н. И. Федоров
ВНЕСЕН Министерством
строительного, дорожного и коммунального машиностроения
Зам. министра Ю. А.
Говоров
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением
Государственного комитета СССР по делам строительства от 25 сентября 1985 г. №
162
ГОСУДАРСТВЕННЫЙ
СТАНДАРТ СОЮЗА СССР
|
Формы стальные для изготовления
|
ГОСТ 25878-85
|
|
железобетонных изделий
|
|
ПОДДОНЫ
|
|
Конструкция и размеры
|
|
Steel
moulds for reinforced concrete members.
|
Взамен
|
|
Pallets.
Construction and dimensions
|
ГОСТ 25878.2-83
|
|
ГОСТ 25878.3-83
|
Постановлением
Государственного комитета СССР по делам строительства от 25 сентября 1985 г. №
162 срок введения установлен
с 01.01.87
1. Настоящий стандарт
распространяется на поддоны стальных форм для изготовления железобетонных
изделий по ГОСТ
25781-83 и устанавливает требования к конструкции и размерам основных
сборочных единиц и деталей поддонов.
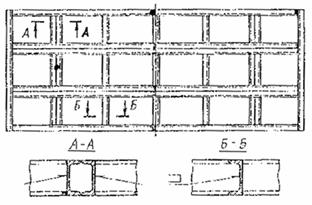
2. Поддоны состоят из основных
сборочных единиц и деталей, указанных на черт. 1 и 2:
рамы;
проушин для подъема;
устройств для перемещения и
пакетирования в технологическом потоке;
упоров для натяжения
предварительно напрягаемой арматурной стали;
плит для электромагнитного
крепления к виброплощадке;
фиксаторов для крепления к
поддону закладных деталей.
(Измененная редакция, Изм.
№ 1).
Примечание. Набор сборочных единиц и деталей поддона
устанавливается в зависимости от конкретных условий производства и конструкций
железобетонных изделий.
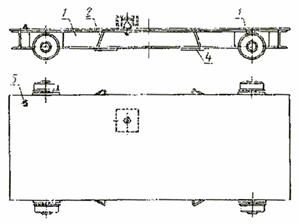
1 - рама; 2
- проушина; 3 - колесо; 4 - плита для электромагнитного
крепления формы к виброплощадке; 5 - фиксатор закладных деталей
Черт. 1
(Измененная редакция, Изм.
№ 1).
1
- рама; 2 - проушина; 3 - кронштейн для автоматического
захвата; 4 - упор для натяжения арматуры; 5 - плита для
электромагнитного крепления формы к виброплощадке
Черт. 2
3. Технические требования,
требования безопасности, комплектность, правила приемки, методы контроля,
маркировка, упаковка, транспортирование, хранение и гарантийный срок эксплуатации
поддонов, а также сборочных единиц и деталей должны соответствовать требованиям
ГОСТ
25781-83 и настоящего стандарта.
4. Требования к конструкции рамы
4.1. Раму поддона выполняют
открытого пли замкнутого сечения.
Рама открытого сечения
состоит из каркаса и настила (черт. 3), рама замкнутого сечения - из каркаса,
настила и нижней обшивки (черт. 4).
4.2. Конструкцию и размеры рамы
(в плане) устанавливают в зависимости от конфигурации и размеров железобетонных
изделии и технологии их изготовления. При этом размеры настила должны превышать
размеры прилегающей к настилу поверхности изделия, изготовляемого с применением
этого поддона, не менее чем на 15 мм на каждую сторону.
4.3. Конструкция каркаса
может быть раскосной, комбинированной или прямоугольной.
Примеры конструкции каркаса
приведены на черт. 5 - 7.
Фрагменты рамы открытого
сечения
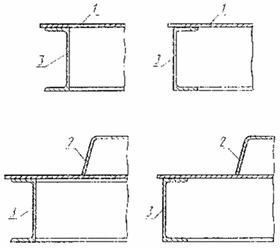
1 - плоский
настил; 2 - комбинированный настил; 3 - каркас
Черт. 3
Фрагменты рамы замкнутого
сечения
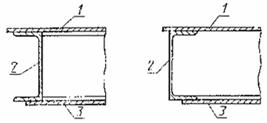
1 - настил
(плоский или комбинированный); 2 - каркас; 3 - нижняя обшивка
Черт. 4
Раскосный каркас
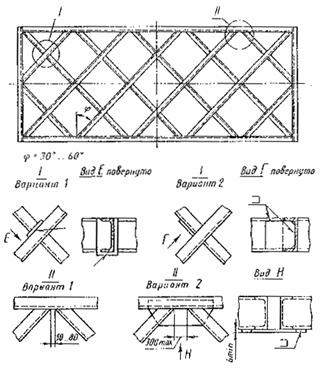
Черт. 5
Комбинированный каркас
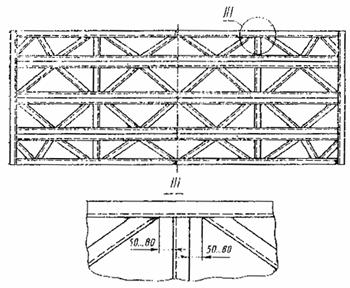
Черт. 6
Прямоугольный каркас
Черт. 7
4.3.1. Каркас поддона формы
для поточно-агрегатного, полуконвейерного и конвейерного производства следует
выполнять pacкосным или комбинированным.
В технически обоснованных
случаях допускается применять прямоугольный каркас.
Каркас поддона стендовой
формы допускается выполнять любого вида.
4.3.2. Каркасы должны быть
изготовлены из L-образных гнутых профилей или швеллеров по ГОСТ 8240-89
(далее - балки).
Раскосы выполняют из
указанных балок или полосовой стали по ГОСТ 19903-74, ГОСТ 103-76
или угловой стали по ГОСТ 8509-72
или ГОСТ 8510-72
с расположением горизонтальных полок в плоскости нижних полок швеллеров.
Допускается каркас
изготавливать из двутавров по ГОСТ 8239-72 или
другого фасонного проката.
(Измененная редакция, Изм.
№ 1).
4.3.3. Обвязочные балки
раскосного или комбинированного каркаса следует, как правило, располагать
полками наружу.
В технически обоснованных
случаях допускается в каркасах любого вида устанавливать обвязочные балки
полками внутрь или коробчатого сечения.
4.3.4. Размер, количество и
расположение элементов каркаса определяют расчетным путем с учетом обеспечения
увязки с технологическим оборудованием для производства железобетонных изделий.
4.3.5. Размеры ячеек каркаса
не должны быть более 0,5 м2 при максимальной длине ячейки 1 м.
Допускается увеличение
размеров ячейки более указанного при подтверждении расчетом на динамические
воздействия.
4.4. Настилы изготавливают
плоскими или комбинированными (с участками криволинейной конфигурации). Детали
настила криволинейной конфигурации могут быть съемными.
4.4.1. Плоский настил должен
изготавливаться толщиной не менее 8 мм, а участки криволинейной конфигурации -
толщиной не менее 6 мм.
Настил, отличающийся по
толщине более чем на 2 мм от указанного, может применяться в технически
обоснованных случаях.
Примечание. Требование, ограничивающее минимальную толщину
настила, не относится к формам с упруго работающими элементами.
4.4.2. Предельные отклонения
размеров настила по длине и ширине не должны превышать указанных в табл. 1.
Указанные предельные отклонения не распространяются на применяемый для настила
поддона мерный лист заводского ассортимента.
(Измененная редакция, Изм.
№ 1).
4.5. Нижняя обшивка должна
быть изготовлена из стального листа толщиной 4 - 5 мм.
В случае изготовления
обшивки из нескольких частей сварные швы должны быть расположены на полках
балок каркаса.
Таблица 1
мм
|
Длина и ширина настила
|
Пред. откл.
|
Допускаемая разность
длин диагоналей
|
|
до
4000
|
±5
|
11
|
|
от
4000 до 8000
|
±8
|
17
|
|
от
8000 до 16000
|
±10
|
21
|
|
от
16000 до 25000
|
±15
|
28
|
Примечание. В случае если борта охватывают настил поддона,
предельные отклонения настила не должны превышать соответствующих предельных
отклонений внутренних размеров формы по ГОСТ
25781-83.
4.6. Поддоны с рамой
замкнутого сечения выполняют без паровой или с паровой полостью.
Паровую полость выполняют в
поддонах, используемых для контактного прогрева бетона.
4.6.1. В поддонах замкнутого
сечения без паровой полости в нижней обшивке следует выполнять отверстия
диаметром 200 - 300 мм общей площадью до 30 % площади обшивки. При этом
отверстия должны располагаться в каждой ячейке рамы поддона.
4.6.2. В балках каркаса
поддона с паровой полостью должны быть отверстия, обеспечивающие циркуляцию
пара между смежными ячейками, а также отверстия для прохода конденсата.
4.6.3. Распределение пара в
паровой полости должно производиться посредством системы труб с отверстиями,
обеспечивающей равномерную подачу пара во все ячейки. Расположение отверстий в
трубах должно создавать вращательное движение пара в ячейках.
При подаче пара по
неперфорированным трубам (регистрам) или при использовании теплоэлектронагревателей
устройства для подачи теплоносителя должны располагаться равномерно по площади
поддона.
4.6.4. Диаметр отверстий в
трубах для подачи пара должен быть 3-5 мм. При этом суммарная площадь всех
отверстий не должна превышать площади внутреннего поперечного сечения
пароподводящей трубы.
4.6.5. Рабочее давление пара
в полости не должно быть более 0,1 кгс/см2 (9800 Па).
Примечание. Система пароснабжения и отвода конденсата от поддона
должна иметь кoнтpoльнo-пpeдoxрaнитeльную аппаратуру режима термообработки,
исключающую избыточного давления в полости полдона.
Кoнтpoльнo-пpeдoxрaнитeльная аппаратура не входит в состав формы, а является
принадлежностью предприятия-изготовителя железобетонных изделий.
(Измененная редакция, Изм.
№ 1).
4.6.6. Поддоны должны иметь
штуцеры, предназначенные для подачи пара и отвода конденсата.
Штуцеры для отвода
конденсата должны быть расположены в нижней части паровой полости поддона.
4.6.7. Покрытие штуцеров -
Ц6.хр. по ГОСТ
9.303-84.
Допускается применять другие
виды защитных покрытий, отвечающих требованиям ГОСТ
9.301-86. При этом требования к защитному покрытию штуцеров не
распространяются на штуцера исполнения 2 по приложению 1, приваренные к
форме.
(Измененная редакция, Изм.
№ 1).
4.6.8. Конструкция и размеры
штуцеров приведены на чертеже рекомендуемого приложения 1.
4.6.9. Неуказанные
предельные отклонения размеров: отверстий H14, валов - h14, остальных
-  по ГОСТ
25346-82.
по ГОСТ
25346-82.
5. Требования к сварке рамы
5.1. Продольные и поперечные
балки каркаса и раскосы в местах их стыка следует сваривать непрерывным
односторонним швом по ГОСТ
14771-76 и ГОСТ
23518-79. Условное обозначение сварных швов - по ГОСТ
2.312-72.
(Измененная редакция, Изм.
№ 1).
Катет шва в тавровых
соединениях должен быть не менее 5 мм.
Полки спаренных балок
следует сваривать прерывистым швом С2-УП-100/250 по ГОСТ
14771-76, а со стороны, примыкающей к настилу, - швом С2-УП-100/1000 по ГОСТ
14771-76. При этом усиление сварного шва в местах прилегания к настилу,
нижней обшивке и плитам для электромагнитного крепления форм к виброплощадке
должно быть снято.
5.2. Настил необходимо
приварить к каркасу по контуру прилегания прерывистым швом H1-УП-D5-100/500 по ГОСТ
14771-76, в углах рамы - сварными швами длинной 100 мм в каждую сторону от
вершины угла.
Сварные швы необходимо
располагать с обеих сторон полок балок каркаса в шахматном порядке. При
приварке к настилу ребер сварные швы допускается располагать с одной стороны.
В поддонах с паровой
полостью настил каркаса по наружному контору следует приваривать непрерывным
швом Н1-УП-D5-100/500 по ГОСТ
14771-76.
(Измененная редакция, Изм.
№ 1).
Примечание. Местные зазоры между настилом и каркасом не должны
быть более 3 мм. При этом общая длина зазоров не должна превышать 0,5 длины
прилегания.
5.3. нижнюю обшивку в
поддонах с паровой полостью следует приварить к каркасу по контуру прилегания
непрерывным швом по ГОСТ
14771-76; в поддонах без паровой полости - прерывистым швом Н1-УП-D4-100/400 по ГОСТ
14771-76.
5.4. В технически
обоснованных случаях допускается уменьшать длину провариваемого участка в
прерывистых швах до 80 мм.
5.5. В нижней обшивке в
местах прилегания к внутренним балкам должны быть выполнены отверстия для
сварки с каркасом. Сварку по контору отверстий следует выполнять непрерывным
швом Н1-УП-D4 по ГОСТ
14771-76.диаметр и количество отверстий определяют расчетом.
5.5 а. В технически
обоснованных случаях допускается применение сварных швов других размеров.
(Введен дополнительно, Изм.
№ 1).
5.6. Сварные швы допускается
выполнять по ГОСТ
5264-80 и ГОСТ
11534-75.
6. Требования к конструкции проушин.
6.1. Конструкция и размеры,
а также установка проушин на поддоне приведены на черт. 1 -13 и в табл. 1 - 6 рекомендуемого приложения
2.
В технически обоснованных
случаях допускается применение проушин других конструкций.
Примечания:
1. Конструкция и размеры проушин установлены из
условия их монтажа в рамах, выполненных из швеллеров. При выполнении каркаса из
других видов фасонного проката или гнутых профилей присоединительные размеры
проушин должны быть уточнены расчетом.
2. При определении возможности транспортирования нагруженной формы
краном за проушины следует учитывать распределение всей вертикальной нагрузки
от массы изделия и формы на две проушины.
6.2. Условные обозначения
проушин должны состоять из обозначений типа, номера швеллера каркаса и
обозначения настоящего стандарта.
В случае применения проушин
типов 3-6 для поддонов формы с определенной шириной борта к условному
обозначению после указания номера швеллера дополнительно указывают ширину
борта.
Пример
условного обозначения проушины типа 1 для формы с каркасом из швеллера № 16:
Проушина 1-16
ГОСТ 25878-85
То же, проушины типа 2,
правого исполнения для формы с каркасом из швеллера № 20:
Проушина 2-20
ГОСТ 25878-85
То же, проушины типа 2,
левого исполнения:
Проушина 2-20Л
ГОСТ 25878-85
То же, проушины типа 3 для
формы с каркасом из швеллера № 18 с шириной борта 110 мм:
Проушина
3-18-110 ГОСТ 25878-85
(Измененная редакция, Изм.
№ 1).
6.3. Проушины типов 1 и 2
допускается изготавливать с фаской 12´45° вместо R12.
6.4. При изготовлении проушин
типов 3-6 для установки на раму поддона, изготовленную из швеллеров № 16, 18,
20, 22 или 24, соединенных сваркой в виде короба, размер Г, указанный в
табл. 3 - 6 рекомендуемого приложения
2, должен быть увеличен соответственно на 80, 90, 90, 100 или 100 мм.
При бортах шириной более 120
мм допускается частичное изменение конфигурации и размеров проушин указанных
типов.
6.5. Проушины должны
изготавливаться методом штамповки или с применением кислородной или плазменной
резки из стали марки ВСт3пс любой категории по ГОСТ 380-88 или из
стали марки 20 по ГОСТ
1050-88.
6.6. Ось проушин типов 5 и 6
должна изготавливаться из стали марки 20 по ГОСТ
1050-88.
6.5 и 6.6 (Измененная редакция, Изм.
№ 1).
6.7. Качество металла для
изготовления проушин и осей должно соответствовать сертификату
предприятия-изготовителя металла или акту результатов лабораторных испытаний.
6.8. Предельные отклонения
размеров: валов - hl6, остальных - ± по ГОСТ
25346-82.
по ГОСТ
25346-82.
6.9. При изготовлении
проушин при помощи кислородной или плазменной резки точность и качество
обработанной поверхности должно соответствовать классу К2330 по ГОСТ
14792-80.
Примечание. На поверхности П, указанной на черт. 1, 3 и 4
рекомендуемого приложения
2, допускаются подрезы глубиной не более 3 мм.
6.10. Проушины не должны
иметь механических повреждений (деформаций, трещин и т.п.). Исправление
дефектов не допускается.
6.11. Места наложения
сварных швов показаны на черт. 2, 5, 8-13 рекомендуемого приложения
2.
Параметры сварных швов
определяют расчетом.
Сварные швы следует
выполнять по ГОСТ
14771-76 и ГОСТ
23518-79.
Допускается швы выполнять по
ГОСТ
5264-80 и ГОСТ
11534-75.
6.12. На поверхности каждой
проушины должны быть нанесены: товарный знак предприятия-изготовителя, условное
обозначение проушины и год выпуска.
Примечание. Маркировку проушин допускается не производить, при
изготовлении и монтаже их на поддонах предприятием-изготовителем.
7.
Требования к устройствам для перемещения и пакетирования поддонов и форм в
технологическом потоке
7.1. В зависимости от
технологии производства изделий и способа транспортирования поддонов устройства
выполняют в виде колес, направляющих для рольганга, строповочных устройств или
элементов, взаимодействующих с автоматическим захватом и пакетировщиком.
7.2. Устройства включают
колеса, направляющие для рольганга и элементы, взаимодействующие с
автоматическим захватом и пакетировщиком.
В технически обоснованных
случаях допускается применять устройства для перемещения и пакетирования других
конструкций.
Примечания:
1. Колеса
должны иметь ограждение.
2. Поддоны форм, транспортируемых краном, оснащают специальным опорными
элементами для пакетирования.
7.2.1. Конструкция и
размеры, а также примеры установки колес приведены на черт. 1 - 3 и в таблице
рекомендуемого приложения 3.
7.2.2. Колеса должны
изготавливаться из стали марки 65Г по ГОСТ
14959-79 или марки 45 по ГОСТ
1050-88.
Допускается изготавливать
литые колеса из стали марок 35ГЛ или 55Л по ГОСТ 977-88.
(Измененная редакция, Изм.
№ 1).
7.2.3. Допуски, припуски и
кузнечные напуски для штампованных колес - по группе П ГОСТ
7505-89.
(Измененная редакция, Изм.
№ 1).
Припуски на механическую
обработку литых колес - по ГОСТ
26645-85, формовочные уклоны - по ГОСТ
3212-80.
7.2.4. Поверхность катания и
реборды должны быть термически обработаны.
При поверхностной закалке
твердость поверхности на глубине 2 - 3 мм должна быть 38 ... 42 HRCэ, при объемной закалке -
28...30 HRCэ.
7.2.5. Неуказанные
отклонения размеров: отверстий - H14, валов - h14, остальных - ± по ГОСТ
25346-82.
по ГОСТ
25346-82.
7.2.6. На поверхности
каждого колеса должно быть нанесено его условное обозначение, состоящее из
значения диаметра поверхности катания колеса и обозначения настоящего
стандарта.
Примечание. Маркировку колес допускается не производить при
изготовлении и установке их в поддонах предприятием-изготовителем.
7.2.7. Устройства для
перемещения форм по рольгангу выполняют в виде направляющих толщиной не менее
10 мм, шириной не менее 70 мм, изготавливаемых из полосовой стали по ГОСТ 103-76
или листовой стали по ГОСТ 19903-74 или из
квадрата не менее 40´40 мм по ГОСТ 2591-71
(черт. 8).
Направляющие приваривают к
нижней поверхности балок каркаса прерывистым швом H1-УП-D5-100/500 по ГОСТ
14771-76. Сварные швы необходимо располагать с обеих сторон направляющей в
шахматном порядке.
Допускается сварные швы
выполнять по ГОСТ
5264-80.
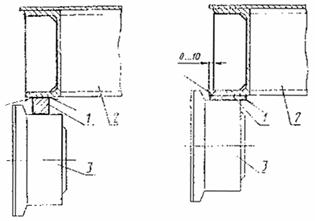
7.2.8. Элементы поддона,
взаимодействующие с автоматическим захватом, выполняют в виде кронштейнов,
располагаемых по продольным сторонам поддона.
Примеры конструкции и
размеров элементов опорных кронштейнов для поддонов, применяемых при
поточно-агрегатном и полуконвейерном способах производства изделий, приведены
на черт. 9 и 10. В технически обоснованных случаях допускается применение
опорных кронштейнов других конструкций.
Примечание. Размер H не должен быть менее 140 мм и определяется расчетом из
условия прочности кронштейна.
1
- направляющая; 2 - поддон; 3 - каток рольганга
Черт. 8
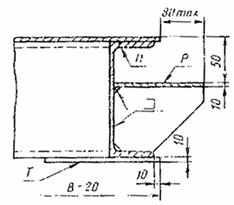
В - расстояние
между направляющими поверхностями стоек пакетировщика; П - поверхность,
взаимодействующая с крюком автоматического захвата; Р - опорная
поверхность для стойки автоматического захвата; Т - поверхность, опирающаяся
на кронштейн пакетировщика
Черт. 9
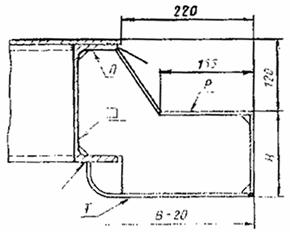
В
- расстояние между направляющими поверхностями стоек пакетировщика; П -
поверхность, взаимодействующая с крюком автоматического захвата; Р -
опорная поверхность для стойки автоматического захвата; Т - поверхность,
опирающаяся на кронштейн пакетировщика
Черт.
10
7.2.9. Места наложения
сварных швов показаны на черт. 9 и 10.
Сварные швы следует
выполнять по ГОСТ
14771-76 и ГОСТ
23518-79. Допускается швы выполнять по ГОСТ
5264-80 и ГОСТ
11534-75.
Параметры сварных швов
определяют расчетом.
8.
Требования к конструкции упоров для натяжения предварительно напрягаемой
арматурной стали
8.1. Требования к
конструкции опорных устройств для натяжения предварительно напрягаемой арматуры
механическим, электротермическим или электротермомеханическим способом
определяют в зависимости от схемы армирования изделий и конструкции формы.
8.2. Примеры конструкции
вилочных упоров при электротермическом способе натяжения арматурной стали
приведены на черт. 1 - 4 рекомендуемого приложения
4.
8.3. Размеры упоров и
толщину съемных пластин определяют расчетом в зависимости от диаметра и
количества предварительно напрягаемой арматурной стали по ГОСТ
5781-82, а также от величины ее натяжения.
8.4. Места наложения сварных
швов показаны на черт. 1 - 4 рекомендуемого приложения
4.
Сварные швы следует
выполнять по ГОСТ
14771-76 и ГОСТ
23518-79.
Допускается швы выполнять по
ГОСТ
11534-75 и ГОСТ
5264-80.
Параметры сварных швов
определяют расчетом.
8.5. Упоры, показанные на
черт. 1 - 3 рекомендуемого приложения
4, должны быть оснащены съемными пластинами, предназначаемыми для опирания
временных анкеров напрягаемой арматурной стали или зажимов по ГОСТ
23117-78.
8.6. Глубина пазов упоров
должна быть не менее двух диаметров напрягаемой арматуры, а ширина - на 2 - 3
мм превышать максимальный, с учетом допуска, диаметр арматуры, размещаемой в
упорах.
8.7. Съемные пластины должны
иметь паз, ширина которого на 2 - 3 мм превышает максимальный, с учетом
допуска, диаметр размещаемой в пластинах арматуры.
8.8. По контуру паза в
съемной пластине с внешней стороны должна быть выполнена фаска размером 5´45° в случае натяжения
стержней с высаженными головками. При изготовлении съемных пластин способом
штамповки допускается фаску выполнять размером 2´45°, а также в случае натяжения
стержней опрессованными обоймами, шайбами или закрепления зажимами по ГОСТ
23117-78.
8.9. Шероховатость опорных
поверхностей упоров, съемных пластин должна быть не грубее Ra
25 мкм, а поверхностей по контуру пазов в съемной пластине и упоре - не грубее Ra 50 мкм
по ГОСТ 2789-73.
8.8 и 8.9 (Измененная редакция, Изм.
№ 1).
9.
Требования к конструкции плиты для крепления форм
9.1. Конструкция и размеры
плит для электромагнитного крепления формы к виброплощадке должны
соответствовать указанным на черт. 11.
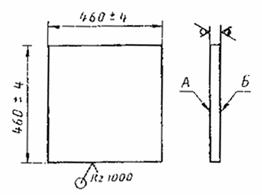
Черт. 11
Углы плиты допускается
выполнять радиусом, равным 12 мм.
В технически обоснованных
случаях допускается изготавливать плиты круглой или прямоугольной формы. При
этом диаметр круглой плиты или меньшая сторона прямоугольной плиты должна быть
не менее (460±4) мм.
9.2. Поверхности А и Б
плиты допускается обрабатывать механическим способом. При этом шероховатость
поверхности должна быть не более Ra 20 мкм по ГОСТ 2789-73.
9.3. Примеры установки плит
на раме поддона и места наложения сварных швов приведены в рекомендуемом приложении
5.
9.4. Приварку плит следует
производить к элементам каркаса сварным швом с катетом не менее 8 мм по ГОСТ
14771-76.
Допускается швы выполнять по
ГОСТ
5264-80.
10.
Требования к конструкции фиксаторов
10.1 и 10.1.1 (Исключены, Изм. №1).
10.2. Типы, конструкция и
размеры фиксаторов закладных деталей и опорного платика, а также примеры
применения фиксаторов и платика приведены на черт. 1 - 7 и в таблице рекомендуемого приложения 7.
Неуказанные предельные
отклонения размером - ± по ГОСТ
25346-89.
по ГОСТ
25346-89.
(Измененная редакция, Изм.
№ 1).
10.2.1. Тип фиксатора и
размер l1
выбирают в зависимости от места размещения на поддоне фиксируемой закладной
детали (черт. 4 рекомендуемого приложения 7).
Примечание. Размеры L и l выбирают
в зависимости от толщины s фиксируемой закладной
детали, указанной в таблице рекомендуемого приложения 7.
10.2.2. Применение
фиксаторов типов 1 и 2 в формах, в которых съем изделий, производят на
кантователе или с подъемом на ребро, не допускается. В указанных случаях рекомендуется
применять фиксаторы, изготовленные из пластмассы (черт. 5 - 7 рекомендуемого приложения 7).
10.3. Места наложения
сварных швов показаны на черт. 4 и 7 рекомендуемого приложения 7.
(Измененная редакция, Изм.
№ 1).
Сварные швы следует
выполнять по ГОСТ
14771-76.
Допускается швы выполнять по
ГОСТ
5264-80.
10.4. В технически
обоснованных случаях допускается применять фиксаторы другой конструкции.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Штуцер
Исполнение 1
Исполнение 2
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Конструкция проушин и схемы
их установки на поддонах
Тип 1
Черт. 1
Таблица 1
Размеры в мм
|
Номер швеллера каркаса
|
Б
|
В
|
Г
|
Д
|
E
|
И
|
М
|
R
|
R1
|
s
|
Масса кг
|
Максимальная грузоподъемность
одной проушины, кг
|
|
16
|
147
|
68
|
56
|
128
|
90
|
28
|
6
|
60
|
25
|
25
|
2,2
|
3000
|
|
16П
|
141
|
-
|
|
18
|
160
|
75
|
62
|
147
|
110
|
35
|
6,5
|
70
|
30
|
30
|
3,4
|
3200
|
|
18П
|
160
|
-
|
|
20
|
187
|
85
|
66
|
155
|
115
|
40
|
7
|
70
|
30
|
4,2
|
3500
|
|
20П
|
180
|
-
|
5,0
|
|
22
|
206
|
95
|
72
|
180
|
125
|
40
|
8
|
85
|
35
|
35
|
5,3
|
4000
|
|
22П
|
198
|
-
|
6,2
|
Схема установки проушины
Черт.
2
Тип 2
Правое исполнение
Черт. 3
Левое исполнение
Черт. 4
Таблица 2
Размеры в мм
|
Номер швеллера каркаса
|
Б
|
В
|
Г
|
Д
|
Е
|
Ж
|
И
|
М
|
R
|
R1
|
Масса, кг
|
Максимальная
грузоподъемность одной проушины, кг
|
|
20
|
232
|
85
|
66
|
155
|
120
|
40
|
45
|
7
|
70
|
30
|
4,9
|
5500
|
|
20П
|
222
|
-
|
5,0
|
|
22
|
258
|
95
|
72
|
180
|
138
|
45
|
50
|
9
|
85
|
35
|
6,4
|
6500
|
|
22П
|
246
|
-
|
6,5
|
|
24
|
278
|
110
|
80
|
200
|
152
|
55
|
60
|
11,5
|
90
|
7,1
|
7500
|
|
24П
|
268
|
-
|
|
8,0
|
Схема установки проушины
Черт. 5
Тип 3
Проушина для форм с углом
открывания борта 30°
Черт. 6
Тип 4
Проушина для форм с углом
открывания борта 45°
Черт. 7
Таблица 3
Размеры в мм
|
Номер швеллера каркаса
|
Ширина борта
|
Б
|
В
|
Г
|
Д
|
Е
|
Ж
|
И
|
К
|
Масса, кг
|
Максимальная
грузоподъемность одной проушины, кг
|
|
16
|
100
|
110
|
215
|
365
|
135
|
100
|
60
|
30
|
7,2
|
2700
|
|
110
|
120
|
226
|
376
|
7,6
|
|
120
|
130
|
238
|
388
|
7,9
|
|
18
|
100
|
110
|
215
|
365
|
155
|
120
|
72
|
40
|
8,3
|
3700
|
|
110
|
120
|
226
|
376
|
8,7
|
|
120
|
130
|
238
|
388
|
9,0
|
Таблица 4
Размеры в мм
|
Номер швеллера каркаса
|
Ширина борта
|
Б
|
В
|
Г
|
Д
|
Е
|
К
|
Масса, кг
|
Максимальная
грузоподъемность одной проушины, кг
|
|
16
|
100
|
100
|
232
|
382
|
135
|
100
|
30
|
7,2
|
2700
|
|
110
|
110
|
245
|
395
|
35
|
7,4
|
|
120
|
120
|
260
|
410
|
40
|
7,7
|
|
18
|
100
|
100
|
232
|
382
|
155
|
120
|
30
|
8,4
|
|
110
|
110
|
245
|
395
|
35
|
8,6
|
|
120
|
120
|
260
|
410
|
40
|
9,0
|
Схема установки проушины
типа 3
Черт. 8
Схема установки проушины
типа 4
Примечание: В проушинах типов 1 - 4 (черт.
1, 3, 4, 6, 7) вместо фаски 5´45° допускается выполнять притупление по контуру отверстия.
Черт. 9
(Введено дополнительно, Изм.
№ 1).
Тип 5
Проушина с осью для форм с
углом открывания борта 30°
Черт. 10