ОТКРЫТОЕ АКЦИОНЕРНОЕ
ОБЩЕСТВО «ГАЗПРОМ»
|
СТАНДАРТ
ОРГАНИЗАЦИИ
СБОРКА, СВАРКА, ТЕРМИЧЕСКАЯ ОБРАБОТКА
И КОНТРОЛЬ КАЧЕСТВА ПРИ РЕМОНТЕ И МОДЕРНИЗАЦИИ
КОРПУСНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
ОАО «ГАЗПРОМ»
СТО
Газпром 2-2.3-251-2008
|
ОТКРЫТОЕ АКЦИОНЕРНОЕ ОБЩЕСТВО
«ГАЗПРОМ»
Дочернее открытое
акционерное общество
«Центральное конструкторское бюро нефтеаппаратуры»
(ДОАО ЦКБН ОАО «Газпром»)
Открытое акционерное
общество
«Волгоградский научно-исследовательский и проектный институт
технологии химического и нефтяного аппаратостроения»
(ОАО «ВНИИПТхимнефтеаппаратуры»)
Общество с ограниченной
ответственностью
«Научно-исследовательский институт экономики и организации
управления в газовой промышленности»
(ООО «НИИгазэкономика»)
Общество с ограниченной
ответственностью
«Информационно-рекламный центр газовой промышленности»
Москва 2009
Предисловие
1 РАЗРАБОТАН Дочерним открытым
акционерным обществом «Центральное конструкторское бюро нефтеаппаратуры» - ДОАО
ЦКБН ОАО «Газпром» с участием Департамента по транспортировке, подземному
хранению и использованию газа ОАО «Газпром» и Общества с ограниченной
ответственностью «Научно-исследовательский институт природных газов и газовых
технологий - ВНИИГАЗ».
Открытым акционерным обществом
«Волгоградский научно-исследовательский и проектный институт технологии
химического и нефтяного аппаратостроения» - ОАО «ВНИИПТхимнефтеаппаратуры»
Научно-исследовательским институтом экономики и
организации управления в газовой промышленности - ООО «НИИгазэкономика»
2 ВНЕСЕН Департаментом по
транспортировке, подземному хранению и использованию газа ОАО «Газпром»
3 РЕКОМЕНДОВАН к использованию
на объектах ОАО «Газпром» РОСТЕХНАДЗОРОМ (письмо от 15.02.2008 г. № 11-16/604).
4 УТВЕРЖДЕН Распоряжением ОАО
«Газпром» от 12 августа 2008 г. № 230. И ВВЕДЕН В ДЕЙСТВИЕ
5 ВВЕДЕН ВПЕРВЫЕ
Введение
Настоящий стандарт разработан на
основании следующих документов ОАО «Газпром»:
- «Перечень приоритетных
научно-технических проблем ОАО «Газпром» на 2002-2006 гг.», утвержденный
15.04.2002 г.;
- «Программа работ по
совершенствованию системы технического обслуживания и ремонта технологического
оборудования и развитию мощностей ремонтных производств ОАО «Газпром»,
утвержденная 10.07.2003 г.;
- «Программа
научно-исследовательских и опытно-конструкторских работ ОАО «Газпром» на 2004 г.»,
утвержденная 13.09.2004 г.
Настоящий стандарт разработан с учетом
руководящих документов Ростехнадзора, регламентирующих требования к сосудам,
работающим под давлением, к аттестации сварочных технологий, сварочных
материалов и оборудования, а также к аттестации сварщиков и специалистов
сварочного производства.
В разработке настоящего стандарта
участвовали:
- ДОАО ЦКБН ОАО «Газпром»
(Ю.А. Чечин, Б.С. Палей, О.А. Приймак, И.С. Щербакова) с участием Департамента
по транспортировке, подземному хранению и использованию газа ОАО «Газпром»
(А.З. Шайхутдинов, Н.Б. Макаров, А.В. Усенко, Е.Б. Григорьев, Е.М. Вышемирский,
А.В. Шипилов) и ООО «ВНИИГАЗ» (В.И. Беспалов);
- ОАО
«ВНИИПТхимнефтеаппаратуры» (В.Л. Мирочник, Л.Н. Кулько, Л.В. Овчаренко);
- ООО «НИИгазэкономика» (О.А.
Бучнев, О.Ф. Карченко, П.Г. Филиппов, Л.В. Власов).
Содержание
|
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Обозначения и сокращения
5 Основные положения
6 Аттестация технологии сварки
7 Допускные испытания сварщиков
8 Корпусное технологическое оборудование
8.1 Общие положения
8.2 Основные виды сосудов и аппаратов
8.3 Конструктивные особенности
8.4 Условия эксплуатации
9 Требования к материалам
9.1 Требования к основным материалам
9.2 Требования к сварочным материалам
10 Требования к сварочному оборудованию
10.1 Общие требования
10.2 Требования к источникам питания дуги
10.3 Требования к сварочным полуавтоматам
10.4 Аттестация сварочного оборудования
11 Требования к конструкции сварных соединений и их
расположению
11.1 Требования к ремонтным сварным соединениям
11.2 Расположение ремонтных сварных соединений
12 Виды дефектов основного металла и сварных
соединений, способы их устранения
13 Виды работ, выполняемых при модернизации корпусного
технологического оборудования
13.1 Общие положения
13.2 Демонтаж существующих внутренних устройств
13.3 Подготовка к монтажным работам
13.4 Установка узла входа газа
13.5 Установка тарелок
13.6 Установка мини-циклонов
13.7 Установка распределителя жидкости
13.8 Установка штуцеров
13.9 Установка трубопроводов
14 Технология сборочно-сварочных работ
14.1 Входной контроль основных материалов, деталей и
сборочных единиц, предназначенных для ремонта
14.2 Входной контроль и подготовка сварочных материалов
14.3 Подготовка к выполнению ремонтных работ, разметка
14.4 Требования к выборке дефектов и подготовке
дефектных мест под ремонтную сварку и сборку
14.5 Требования к сборке деталей под ремонтную сварку
14.6 Контроль качества подготовки кромок и сборки под
ремонтную сварку и наплавку
14.7 Сварка и наплавка при ремонте и модернизации
сосудов и аппаратов
14.7.1 Общие требования к ремонтной сварке
14.7.2 Температурные условия выполнения ремонтной
сварки, предварительный и сопутствующий подогрев
14.7.3 Ручная дуговая сварка покрытыми электродами
14.7.4 Механизированная сварка плавящимся электродом в
среде активных газов (СO2)
и газовых смесях
14.7.5 Ручная аргонодуговая сварка неплавящимся
электродом
14.7.6 Особенности технологии сварки высоколегированных
хромоникелевых сталей
14.7.7 Особенности технологам сварки хромистых сталей
ферритного класса
14.7.8 Особенности технологии сварки разнородных сталей
14.7.9 Особенности технологии сварки при ремонте
14.7.10 Клеймение сварных соединений
15 Требования к контролю качества сварных соединений
15.1 Выбор методов контроля
15.2 Визуальный и измерительный контроль
15.3 Стилоскопирование сварных швов
15.4 Контроль твердости
15.5 Цветной (капиллярный) метод контроля ремонтных
сварных соединений
15.6 Магнитопорошковый контроль
15.7 Ультразвуковой контроль
15.8 Радиографический контроль
15.9 Механические испытания, металлографические
исследования и испытания на стойкость против межкристаллитной коррозии
сварных соединений
15.10 Гидравлическое (пневматическое) испытание на
прочность и герметичность
15.11 Контроль герметичности
15.12 Оформление документов по результатам контроля
16 Термическая обработка сварных соединений
16.1 Общие требования к термической обработке ремонтных
сварных соединений
16.2 Режимы и параметры термической обработки
16.3 Расположение нагревателей и точек контроля
температуры при местной термической обработке
16.4 Оборудование для термической обработки
16.5 Подготовка, монтаж и проведение местной
термической обработки
16.6 Контроль качества термической обработки
17 Формы технической документации на сварочные работы
при ремонте и модернизации оборудования
Приложение А (обязательное) Производственная
аттестация технологий сварки
Приложение Б (обязательное) Основные
материалы
Приложение В (обязательное) Сварочные
материалы
Приложение Г (рекомендуемое) Форма
технологической документации
Г.1 Форма технологической карты
Г.2 Форма технологической инструкции
Приложение Д (рекомендуемое) Формы
исполнительной документации
Д.1 Акт №_____ на сварку допускного стыка
Д.2 Акт №_____ на проверку сварочно-технологических
свойств электродов
Д.3 Протокол №_____ ультразвукового контроля сплошности
основного металла и металла околошовной зоны
Д.4 Протокол № _____ визуального и измерительного
контроля
Д.5 Протокол № _____ магнитопорошкового контроля сварных
соединений
Д.6 Протокол № _____ капиллярного контроля (цветной
дефектоскопии) сварных соединений, сварочных кромок, выборок дефектов сварных
швов и основного металла
Д.7 Протокол № _____ радиографического контроля сварных
соединений
Д.8 Протокол № _____ ультразвукового контроля сварных
соединений
Д.9 Протокол № _____ контроля твердости металла
Д.10 Протокол № _____ контроля стилоскопированием
сварных швов
Д.11 Акт № _____ на проведение термической обработки
сварного соединения
Библиография
|
СТАНДАРТ ОТКРЫТОГО АКЦИОНЕРНОГО ОБЩЕСТВА «ГАЗПРОМ»
|
СБОРКА, СВАРКА,
ТЕРМИЧЕСКАЯ ОБРАБОТКА И КОНТРОЛЬ КАЧЕСТВА
ПРИ РЕМОНТЕ И МОДЕРНИЗАЦИИ КОРПУСНОГО
ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ ОАО «ГАЗПРОМ»
|
Дата введения - 2009-03-26
1.1 Настоящий стандарт
распространяется на технологические процессы сборки, ручной и механизированной
дуговой сварки и термической обработки, а также на контроль качества сварных
соединений при ремонте и модернизации корпусного технологического оборудования
ОАО «Газпром» - стальных сосудов и аппаратов, работающих под давлением не более
16 МПа (160 кгс/см2) или без давления и при температуре стенки не
ниже минус 70°С.
Настоящий стандарт не распространяется на
сварку и сопутствующие ей технологические процессы при ремонте и модернизации:
- сосудов с толщиной стенки
более 120 мм;
- сосудов, работающих под
вакуумом с остаточным давлением ниже 665 Па (5 мм рт. ст.);
- сосудов, предназначенных для
транспортировки нефтяных и химических продуктов;
- баллонов для сжатых и
сжиженных газов;
- сосудов специального
назначения военного ведомства;
- трубчатых печей.
1.2 Настоящий стандарт
устанавливает требования к организации и проведению работ по сборке, сварке,
термической обработке и контролю качества при ремонте и модернизации корпусного
оборудования ОАО «Газпром».
1.3 Настоящий стандарт
предназначен для дочерних обществ ОАО «Газпром» и организаций, выполняющих
работы по проектированию, изготовлению, эксплуатации, ремонту и модернизации
корпусного оборудования ОАО «Газпром».
В настоящем стандарте использованы
нормативные ссылки на следующие стандарты:
ГОСТ 380-2005
Сталь углеродистая обыкновенного качества. Марки
ГОСТ
550-75 Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической
промышленности. Технические условия
ГОСТ
1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности
из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ
1577-93 Прокат толстолистовой и широкополосный из конструкционной
качественной стали. Технические условия
ГОСТ 2246-70
Проволока стальная сварочная. Технические условия
ГОСТ 2789-73
Шероховатость поверхности. Параметры и характеристики
ГОСТ 3242-79
Соединения сварные. Методы контроля качества
ГОСТ
4543-71 Прокат из легированной конструкционной стали. Технические условия
ГОСТ
5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы,
конструктивные элементы и размеры
ГОСТ
5457-75 Ацетилен растворенный и газообразный технический. Технические
условия
ГОСТ
5520-79 Прокат листовой из углеродистой, низколегированной и легированной
стали для котлов и сосудов, работающих под давлением. Технические условия
ГОСТ
5582-75 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный.
Технические условия
ГОСТ
5583-78 (ИСО 2046-73) Кислород газообразный технический и медицинский.
Технические условия
ГОСТ
5632-72 Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие
и жаропрочные. Марки
ГОСТ
6032-89 (ИСО 3651/1-76, ИСО 3651/2-76) Стали и сплавы коррозионно-стойкие.
Методы испытания на стойкость против межкристаллитной коррозии
ГОСТ
6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы
определения механических свойств
ГОСТ
7350-77 Сталь толстолистовая коррозионно-стойкая, жаростойкая и
жаропрочная. Технические условия
ГОСТ
7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ
8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ
8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие
технические условия
ГОСТ
8731-74 Трубы стальные бесшовные горячедеформированные. Технические
требования
ГОСТ
8733-74 Трубы стальные бесшовные холоднодеформированные и
теплодеформированные. Технические требования
ГОСТ 8984-75
Силикагель-индикатор. Технические условия
ГОСТ
9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и
наплавки. Классификация и общие технические условия
ГОСТ
9467-75 Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы
ГОСТ
9940-81 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали.
Технические условия
ГОСТ
9941-81 Трубы бесшовные холодно- и теплодеформированные из
коррозионно-стойкой стали. Технические условия
ГОСТ
10052-75 Электроды покрытые металлические для ручной дуговой сварки
высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79
Аргон газообразный и жидкий. Технические условия
ГОСТ 10543-98
Проволока стальная наплавочная. Технические условия
ГОСТ
11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми
углами. Основные типы, конструктивные элементы и размеры
ГОСТ
14637-89 (ИСО 4995-78) Прокат толстолистовой из углеродистой стали
обыкновенного качества. Технические условия
ГОСТ
14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы,
конструктивные элементы и размеры
ГОСТ
15150-69 Машины, приборы и другие технические изделия. Исполнения для
различных климатических районов. Категории, условия эксплуатации, хранения и
транспортирования в части воздействия климатических факторов внешней среды
ГОСТ
16037-80 Соединения сварные стальных трубопроводов. Основные типы,
конструктивные элементы и размеры
ГОСТ
18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18661-73
Сталь. Измерение твердости методом ударного отпечатка
ГОСТ
19281-89 (ИСО 4950-2-81, ИСО 4950-3-81, ИСО 4951-79, ИСО 4995-78, ИСО
4996-78, ИСО 5952-83) Прокат из стали повышенной прочности. Общие технические
условия
ГОСТ 20072-74 Сталь
теплоустойчивая. Технические условия
ГОСТ
20448-90 Газы углеводородные сжиженные топливные для коммунально-бытового
потребления. Технические условия
ГОСТ
21014-88 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 21105-87
Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 22727-88
Прокат листовой. Методы ультразвукового контроля
ГОСТ
22761-77 Металлы и сплавы. Метод измерения твердости по Бринеллю
переносными твердомерами статического действия
ГОСТ
22762-77 Металлы и сплавы. Метод измерения твердости на пределе текучести
вдавливанием шара
ГОСТ
23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация
сварных соединений по результатам радиографического контроля
ГОСТ
23273-78 Металлы и сплавы. Измерение твердости методом упругого отскока
бойка (по Шору)
ГОСТ 23518-79
Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми
углами. Основные типы, конструктивные элементы и размеры
ГОСТ
23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 24297-87
Входной контроль продукции. Основные положения
ГОСТ
25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические
условия
ОСТ
24.201.03-90 Сосуды и аппараты стальные высокого давления. Общие
технические требования
ОСТ
26-5-99 Контроль неразрушающий. Цветной метод контроля сварных соединений,
наплавленного и основного металла
ОСТ 26-01-84-78 Швы сварных соединений
стальных сосудов и аппаратов, работающих под давлением. Методика
магнитопорошкового метода контроля
ОСТ
26-11-03-84 Швы сварных соединений сосудов и аппаратов, работающих под
давлением. Радиографический метод контроля
ОСТ 26
291-94 Сосуды и аппараты стальные сварные. Общие технические условия
ОСТ 26-2044-83 Швы стыковых и угловых
сварных соединений сосудов и аппаратов, работающих под давлением. Методика
ультразвукового контроля
ОСТ 26.260.3-2001 Сварка в
химическом машиностроении. Основные положения
ОСТ 26.260.014-2001 Сосуды и аппараты,
работающие под давлением. Способы контроля герметичности
OCT 26.260.18-2004 Блоки технологические для газовой и нефтяной
промышленности. Общие технические условия
СТО
Газпром 2-3.5-046-2006 Порядок экспертизы технических условий на
оборудование и материалы, аттестации технологий и оценки готовности организаций
к выполнению работ по диагностике и ремонту объектов транспорта газа ОАО
«Газпром»
Примечание - При пользовании настоящим
стандартом целесообразно проверить действие ссылочных стандартов по соответствующим
указателям, составленным на 1 января текущего года, и информационным
указателям, опубликованным в текущем году. Если ссылочный документ заменен
(изменен), то при пользовании настоящим стандартом следует руководствоваться
замененным (измененным) стандартом. Если ссылочный документ отменен без замены,
то положение, в котором дана ссылка на него, применяется в части, не
затрагивающей эту ссылку.
В настоящем стандарте применены следующие
термины с соответствующими определениями:
3.1 выборка: Разделка дефектного участка основного
метала или сварного шва механическим способом с заданными размерами и
конфигурацией.
3.2 сосуд
(аппарат): Герметически закрытая
емкость, предназначенная для ведения химических, тепловых и других технологических
процессов, а также для хранения и транспортировки газообразных, жидких и других
веществ (границей сосуда (аппарата) являются входные и выходные штуцера).
3.3 элемент
сосуда (аппарата): Сборная единица,
предназначенная для выполнения одной из основных функций сосуда (аппарата).
3.4 дефект:
Несоответствие сосуда или его элемента
нормативным требованиям к качеству.
3.5 ремонт:
Восстановление поврежденных, изношенных
или пришедших в негодность по любой причине элементов сосуда с доведением их до
работоспособного состояния.
3.6 модернизация:
Переделка сосуда (аппарата) путем
частичной или полной замены внутренних устройств с целью совершенствования или
реализации новых технологических процессов.
3.7 внешняя характеристика: Выраженная графически зависимость
напряжения на выходных клеммах источника питания дуги от величины сварочного
тока.
3.8 механизированная
дуговая сварка: Дуговая
сварка, при которой подача плавящегося электрода или присадочного металла, или
относительное перемещение дуги и изделия выполняется с помощью механизмов.
3.9 полуавтомат
для дуговой сварки: Аппарат для
механизированной дуговой сварки, включающий горелку и механизм подачи сварочной
проволоки с ручным перемещением горелки.
3.10
прихватка: Короткий сварной шов
для фиксации взаимного расположения подлежащих сварке деталей.
3.11
выпуклость сварного шва: Выпуклость
шва, определяемая расстоянием между плоскостью, проходящей через видимые линии
границы сварного шва с основным металлом и поверхностью сварного шва,
измеренным в месте наибольшей выпуклости.
3.12
провар: Сплошная металлическая
связь между свариваемыми поверхностями основного металла, слоями и валиками
сварного шва.
3.13
валик: Металл сварного шва,
наплавленный или переплавленный за один проход.
3.14
слой сварного шва: Часть металла
сварного шва, которая состоит из одного или нескольких валиков, располагающихся
на одном уровне поперечного сечения шва.
3.15
корень шва: Часть сварного шва,
наиболее удаленная от его лицевой поверхности.
3.16
зона термического влияния при сварке: Участок основного металла, не подвергшийся расплавлению, структура и
свойства которого изменились в результате нагрева при сварке или наплавке.
3.17
прямая полярность: Полярность, при
которой электрод присоединяется к отрицательному полюсу источника питания дуги,
а объект сварки - к положительному.
3.18
обратная полярность: Полярность,
при которой электрод присоединяется к положительному полюсу источника питания
дуги, а объект сварки - к отрицательному.
3.19 высокотемпературный отпуск: Нагрев сварного соединения до
температуры, обеспечивающей снижение предела текучести до уровня, при котором
происходит полная или частичная релаксация остаточных напряжений.
В настоящем стандарте приняты следующие
обозначения и сокращения:
tCB - время сварки в
режиме работы источника питания дуги, мин;
tXX - время холостого
хода источника питания дуги, мин;
tП - время паузы в режиме работы источника питания дуги,
мин;
tЦ - время цикла tСВ + tХХ или tCB + tП, мин;
KCU, KCV - ударная
вязкость металла, определенная на образцах с U-образным надрезом (по Менаже) или с V-образным надрезом (по Шарпи), Дж/см2
(кгс·м/см2);
ДН - наружный
диаметр сосуда, аппарата, элемента, мм;
Д - внутренний диаметр сосуда,
аппарата, элемента, мм;
ДУ - условный
диаметр штуцера, элемента, мм;
S - толщина стенки сосуда,
аппарата, элемента, мм;
R - радиус кривизны детали в месте
сварки, мм;
l - расстояние между точками, элементами, мм;
С - прибавка на коррозию, мм;
С1 - глубина
дефекта, мм;
L - длина сварного шва, дефекта,
мм;
g - выпуклость сварного шва, мм;
е - ширина сварного шва, мм;
В - смещение кромок листов по
срединной поверхности, мм;
dЭЛ - диаметр электрода, мм;
Р - расчетное давление в
сосуде, аппарате, МПа (кгс/см2);
РПР - пробное
давление при гидравлическом испытании сосудов, аппаратов, МПа (кгс/см2);
[σ]20 -
допускаемое напряжение для материала при температуре 20°С, МПа (кгс/см2);
[σ]t -
допускаемое напряжение для материала при температуре t, МПа (кгс/см2);
VH - скорость нагрева
при термической обработке, °С/ч;
Ra, Rz - параметры шероховатости поверхности детали,
выборки;
РД - ручная дуговая сварка;
РАД - ручная аргонодуговая
сварка;
МП - механизированная сварка
плавящимся электродом;
РДН - ручная дуговая наплавка;
НАКС - Национальная ассоциация
контроля и сварки;
УКПГ - установка комплексной
подготовки газа;
КС - компрессорная станция;
МГ - магистральный
трубопровод;
ПХГ - подземное хранилище
газа;
ДКС - дожимная компрессорная
станция;
ГРС - газораспределительная
станция;
ЗСК - завод по стабилизации
конденсата;
ГПЗ - газоперерабатывающий
завод;
ПР(ПН)
- продолжительность работы (нагрузки)
источника питания дуги, %;
ПВ - продолжительность
включения источника питания дуги, %;
АЦ - аттестационный центр;
КСС - контрольное сварное
соединение;
ЦД - цветная дефектоскопия;
ВИК - визуальный и
измерительный контроль;
МПД - магнитопорошковая
дефектоскопия;
УЗК - ультразвуковой контроль;
РГК - радиографический
контроль.
5.1 Сосуды и аппараты,
составляющие корпусное технологическое оборудование, осуществляют различные
технологические процессы обработки газа и жидкостей, работают под избыточным
давлением до 16 МПа и поднадзорны Ростехнадзору как опасные технические
устройства.
Примечание - Перечень сосудов и аппаратов
приведен в 8.2.
5.2 В соответствии с
нормативными документами Ростехнадзора сосуды и аппараты периодически проходят
техническое освидетельствование, а значительная часть их после выработки
проектного ресурса подвергается экспертизе промышленной безопасности, по
результатам которой принимается решение о возможности продления срока службы.
Недопустимые дефекты и эксплуатационные повреждения, выявленные при этих
процедурах, устраняются в большинстве случаев с применением сварки и
сопутствующих ей процессов при ремонте.
5.3 Другим направлением в
применении сварки на сосудах и аппаратах является их модернизация, при которой
частично или полностью заменяется внутреннее или наружное оборудование с целью
улучшения показателей работы аппарата. При модернизации обычно имеет место
больший, чем при ремонте, объем сборочно-сварочных работ.
5.4 Сварочные работы на
сосудах и аппаратах, подлежащих ведению Ростехнадзора, должны выполняться
аттестованными сварщиками по аттестованной технологии с применением
аттестованных сварочных материалов и аттестованного сварочного оборудования,
при этом аттестация должна быть подтверждена документально. Основные материалы,
применяемые при ремонте и модернизации, должны выбираться из числа разрешенных
для данных условий эксплуатации.
5.5 Сварные соединения,
применяемые при модернизации, должны иметь регламентированный уровень
механических свойств:
- временного сопротивления
разрыву при температуре 20°С;
- минимального значения
ударной вязкости при температурах 20°С и ниже минус 20°С;
- минимального значения угла
изгиба;
- твердости (для
теплоустойчивых и высоколегированных аустенитных и аустенитно-ферритных
сталей).
Конструкция сварных соединений должна
предусматривать их выполнение с полным проваром, а расположение - учитывать
требования ОСТ 26
291 и Правил ПБ
03-576-03 [1]
и ПБ
03-584-03[2].
5.6 Дефекты основного металла
и сварных соединений сосудов и аппаратов разнообразны по виду, происхождению и
степени опасности. Наиболее опасными являются острые дефекты - трещины,
подрезы, непровары (несплавления), расположенные в сечении сварного соединения,
несплошности (расслоения) основного металла, образовавшиеся в результате
водородного коррозионного растрескивания. Способы устранения таких дефектов
сводятся в большинстве случаев к выборке их на определенную глубину и
последующей заварке с соблюдением необходимых требований. Дефекты округлой
формы (поры, шлаковые включения, коррозионные поражения) менее опасны и могут
быть устранены зачисткой, не выводящей толщину металла за пределы расчетной
величины, или допущены в пределах, разрешенных нормативными документами.
5.7 При модернизации
сосудов и аппаратов выполняются определенные виды работ, объем которых зависит
от цели модернизации, конструкции и сложности заменяемых и устанавливаемых
новых устройств. Эти работы, как и работы по устранению дефектов, сводятся к
выполнению в различных объемах и сочетаниях операций - подготовительных,
сборочных, сварочных, контрольных, термических.
5.8 Работы по ремонту и
модернизации сосудов и аппаратов выполняются с применением ручной дуговой
сварки покрытыми электродами, механизированной сварки плавящимся электродом в
среде активных защитных газов и газовых смесей, а также ручной аргонодуговой
сварки неплавящимся электродом. Сварка должна производиться в соответствии с
технологической документацией, разработанной с учетом требований настоящего
стандарта.
5.9 Выполненные сварные
соединения подвергаются контролю различными методами в соответствии с ОСТ 26
291 и Правилами ПБ
03-576-03 [1],
ПБ
03-584-03 [2].
В стандарте определены требования к выбору методов контроля для различных
сварных соединений сосудов и аппаратов и приведены условия, обеспечивающие
возможность более полного и точного выявления недопустимых дефектов. Для
каждого метода контроля приведены нормы оценки его результатов.
5.10 Ремонтное сварное соединение на
сосуде, термически обработанном при изготовлении, должно подвергнуться
термической обработке в большинстве случаев по режиму высокотемпературного
отпуска для снижения остаточных сварочных напряжений. В стандарте определены
обязательные условия выполнения местной термической обработки, ее режимы,
требования к подготовке и проведению.
6.1 Технология сварки,
применяемая при изготовлении, монтаже и ремонте сосудов и аппаратов, а также их
деталей и сборочных единиц, должна быть аттестована в соответствии с РД
03-615-03 [3]
и «Рекомендациями по применению РД
03-615-03» [4].
6.2 Аттестация технологии
сварки подразделяется на исследовательскую и производственную.
Исследовательскую аттестацию проводит
разработчик настоящего стандарта или другая организация по согласованию с ОАО
«Газпром».
Производственная аттестация проводится на
основании рекомендаций, выданных по результатам исследовательской аттестации.
6.3 Организация, занимающаяся
монтажом, ремонтом, модернизацией сосудов и аппаратов, должна провести
производственную аттестацию технологии сварки до начала ее применения с целью
проверки соответствия требованиям ПБ
03-576-03 [1],
ПБ
03-584-03 [2],
ОСТ 26
291 сварных соединений, выполненных по ней в конкретных условиях
производства.
6.4 Производственная
аттестация технологии сварки подразделяется на первичную, периодическую и
внеочередную.
6.4.1 Первичная
производственная аттестация технологии сварки проводится в тех случаях, когда
организация, занимающаяся изготовлением, монтажом, ремонтом, реконструкцией или
модернизацией сосудов и аппаратов, впервые применяет аттестуемую технологию в
своей организации или если в технологию внесены изменения, выходящие за пределы
области распространения.
Производственные технологии сварки,
предусмотренные действующей нормативной документацией и применяемые в
организации, занимающейся изготовлением, монтажом, ремонтом, реконструкцией или
модернизацией сосудов и аппаратов, считаются прошедшими первичную производственную
аттестацию и подлежат периодической аттестации.
6.4.2 Периодическую аттестацию
технологии сварки проводят каждые четыре года в случае, если
организация-заявитель постоянно применяет технологию, прошедшую первичную
аттестацию, при изготовлении, монтаже, ремонте, реконструкции или модернизации
сосудов и аппаратов, а также после перерыва в применении данной технологии
свыше одного года.
6.4.3 Внеочередная производственная
аттестация проводится по требованию территориальных органов Ростехнадзора, если
организация, занимающаяся изготовлением, монтажом, ремонтом, реконструкцией или
модернизацией сосудов и аппаратов, не выполняет требования нормативных
документов в части обеспечения промышленной безопасности.
6.5 Производственная
аттестация проводится аттестационным центром по программе, составляемой им
совместно с ремонтной (монтажной) организацией.
6.6 Производственная
аттестация технологии сварки проводится путем выполнения в производственных
условиях КСС, однотипных производственным соединениям.
Группы однотипных сварных соединений
приведены в приложении
А.
6.7 Сварку КСС должны
выполнять сварщики ремонтной (монтажной) организации, аттестованные в
соответствии с ПБ
03-273-99 [5]
и РД
03-495-02 [6].
6.8 Изготовленные КСС должны
пройти контроль визуальный, измерительный и неразрушающими физическими
методами. При положительных результатах этого контроля проводятся механические
испытания образцов, изготовленных из КСС, для определения механических свойств,
а также испытание на стойкость против межкристаллитной коррозии и
металлографические исследования сварных соединений, если это предусмотрено
программой производственной аттестации.
6.9 Результаты контроля и
испытаний по 6.8 должны соответствовать требованиям разделов
11 и 15 настоящего
стандарта.
6.10 По результатам
производственной аттестации аттестационный центр составляет заключение о
готовности организации к использованию данной технологии с указанием области ее
распространения.
6.11 Заключение передается в
НАКС для экспертизы и оформления свидетельства о производственной аттестации
технологии сварки в соответствии с требованиями РД
03-615-03 [3],
которое выдается организации-заявителю.
7.1 К производству сварочных
работ при ремонте сосудов и аппаратов допускаются сварщики, аттестованные в
соответствии с ПБ
03-273-99 [5]
и имеющие удостоверение установленной формы.
7.2 Сварщики могут производить
сварочные работы только тех видов, которые указаны в их удостоверениях.
7.3 Независимо от наличия
удостоверения (после аттестации) сварщик перед допуском к ремонтной сварке
сосудов и аппаратов, работающих под давлением, должен пройти проверку путем
сварки допускного сварного соединения в случае, если он:
- впервые приступает к работе
в данной организации (монтажном или ремонтном участке);
- имел перерыв в течение 6
месяцев в выполнении сварных соединений однотипных ремонтному сварному
соединению, которое предстоит сваривать;
- был временно отстранен от
работы за нарушение технологии сварки или повторяющееся неудовлетворительное
качество выполненных им производственных сварных соединений.
7.4 Допускное сварное
соединение должно быть однотипным относительно производственного ремонтного
сварного соединения, к сварке которого должен быть допущен сварщик.
7.5 Допускные сварные
соединения должны быть выполнены сварщиком на том же сварочном оборудовании,
что и производственные сварные соединения.
7.6 Допускное сварное
соединение подвергается:
- визуальному осмотру и обмеру,
при котором сварной шов должен удовлетворять требованиям раздела 15
настоящего стандарта;
- ультразвуковому или
радиографическому контролю в соответствии с требованиями раздела 15
настоящего стандарта.
7.7 Если стык по визуальному
осмотру и обмеру, ультразвуковому или радиографическому контролю не удовлетворяет
требованиям раздела 15
настоящего стандарта, то производится сварка и повторный контроль двух других
допускных стыков; в случае получения при повторном контроле
неудовлетворительных результатов хотя бы на одном из стыков бригада или
отдельный сварщик признаются не выдержавшими испытание и должны пройти
переподготовку.
Оборудование, применяемое для ведения
технологических процессов обработки природного газа, подготовки его к
транспорту и для переработки на газоперерабатывающих заводах, относится к
технологическому оборудованию. Технологическое оборудование является корпусным,
включает в себя сосуды и аппараты, состоящие из корпуса с внутренними и
наружными устройствами, обеспечивающими протекание необходимых процессов в
различных газовых и жидких средах.
Сосуды и аппараты могут входить в состав
оборудования технологических блоков, проектируемых и изготавливаемых в
соответствии с ОСТ
26.260.18 для объектов газовой и нефтяной промышленности.
Корпусное технологическое оборудование
как в виде отдельных сосудов и аппаратов, так и в составе технологических
блоков эксплуатируется в основном на таких объектах, как:
- промысловые установки
комплексной подготовки газа к транспорту (УКПГ);
- компрессорные станции (КС)
магистральных газопроводов (МГ) и подземных хранилищ газа (ПХГ), дожимные
компрессорные станции (ДКС);
- газораспределительные
станции (ГРС);
- заводы по стабилизации
конденсата (ЗСК);
- газоперерабатывающие заводы
(ГПЗ).
8.2 Основные виды сосудов и аппаратов
В обработке природного газа применяются
следующие основные виды сосудов и аппаратов:
а) сепараторы;
б) пылеуловители;
в) фильтры-сепараторы;
г) фильтры жидкостные;
д) фильтры угольные;
е) разделители жидкостей;
ж) дегазаторы жидкостей;
з) абсорберы;
и) деэтанизаторы, дебутанизаторы,
стабилизаторы;
к) десорберы, выпарные колонны;
л) блоки огневой регенерации;
м) подогреватели газа с промежуточным
теплоносителем;
н) теплообменная аппаратура;
п) адсорберы;
р) вертикально-цилиндрические трубчатые
печи (змеевики);
с) аппараты емкостные.
8.3.1 Конструктивные
особенности сосудов и аппаратов определяются их назначением, протекающими в них
процессами и условиями их осуществления.
8.3.2 Сосуды и аппараты могут
быть горизонтальными и вертикальными, размерные характеристики большинства из
них находятся в следующих пределах, мм:
- длина 2000-20000;
- высота 2800-50000;
- диаметр внутренний 200-4500;
- толщина стенки 8-120 в
зависимости от давления и диаметра аппарата.
8.3.3 Очистка газа от
капельной жидкости и механических примесей обеспечивается внутренними
устройствами специальных конструкций: узлами входа газа, циклонами,
прямоточными центробежными элементами, сепарационными сетчатыми насадками,
сетчатыми коагуляторами - в сепараторах и пылеуловителях, фильтрующими патронами
и сетчатыми насадками или сепарационными элементами - в фильтрах-сепараторах.
8.3.4 Осушка газа выполняется
жидкими сорбентами (гликолями) в абсорберах, имеющих внутренние устройства для
сепарации и равномерного распределения газа и жидкости по сечению аппарата и
обеспечения их контакта в специальных насадках, либо твердыми сорбентами
(цеолитами, силикагелем) в адсорберах.
8.3.5 Восстановление рабочих
свойств гликолей (регенерация) путем извлечения из них влаги и примесей,
поглощенных при осушке газа, производится в аппаратах колонного типа -
десорберах и колоннах блоков огневой регенерации, имеющих десятки массообменных
тарелок различных конструкций и распределители жидкости. Колонными аппаратами с
массообменными тарелками являются и деэтанизаторы, дебутанизаторы,
стабилизаторы, предназначенные для стабилизации газового конденсата и выделения
из него газов стабилизации (этана, бутана и др.).
8.3.6 Разделение
нерастворяющихся жидкостей, разгазирование их выполняется горизонтальными
аппаратами - разделителями и дегазаторами жидкостей. Внутренние устройства этих
аппаратов - узлы входа смеси, насадки, перегородки, образующие отсеки и камеры,
отбойники сетчатые в штуцерах выхода газа.
8.3.7 Защита измерительной,
регулирующей арматуры и насосного оборудования от механических примесей,
попадающих в жидкость при ее движении по трубопроводам технологических
установок, обеспечивается жидкостными фильтрами с сетчатыми фильтрующими
элементами и перегородками, разделяющими внутренний объем фильтра на отсеки. Для
очистки гликолей, метанола от продуктов разложения при их регенерации и тяжелых
углеводородов применяются угольные фильтры с активированным углем в кассетах
или на специальных насадках.
8.3.8 В теплообменной
аппаратуре осуществляется теплообмен между технологическими средами,
заключенными в отдельные элементы аппарата, - трубный пучок и межтрубное
пространство. Среды - природный газ, газовый конденсат, фракции углеводородов,
гликоли и др.
8.3.9 Аппараты емкостные
предназначены для приема и хранения жидких сред на объектах газовой и нефтяной
промышленности. Емкости бывают наземные и подземные, горизонтальные и
вертикальные, разных объемов и конструкций.
8.3.10 В зависимости от
назначения и конструкции сосудов и аппаратов применяются вспомогательные
элементы для установки и крепления основных устройств - тарелки, решетки,
опорные элементы и др., а также внутренние трубопроводы для сообщения различных
объемов между собой.
8.4.1 Основными показателями
условий эксплуатации сосудов и аппаратов являются:
- давление рабочее;
- температура рабочая;
- минимальная допустимая
температура стенки аппарата, находящегося под давлением;
- среда рабочая;
- место установки.
8.4.2 Рабочее давление в
сосудах и аппаратах различно в зависимости от их назначения. Верхний предел
рабочего давления в сепараторах, пылеуловителях, теплообменниках, фильтрах
жидкостных, разделителях жидкости, абсорберах достигает 10-15 МПа, в
дегазаторах жидкости, адсорберах, деэтанизаторах, фильтрах угольных, емкостях -
4-6 МПа, в десорберах, колоннах блоков регенерации - 0,125 МПа. От величины
рабочего давления и диаметра аппарата зависит толщина стенки его корпуса.
8.4.3 Рабочая температура
влияет на величину допускаемого напряжения, принимаемого в прочностных
расчетах. Верхний предел рабочей температуры определяется процессами,
протекающими в сосудах, аппаратах или в их отдельных элементах. Величина его
составляет 50-80°С для пылеуловителей, фильтров-сепараторов, абсорберов;
110-250°С для фильтров, разделителей и дегазаторов жидкостей, сепараторов,
блоков огневой регенерации, теплообменной аппаратуры; 300-350°С для адсорберов,
десорберов, деэтанизаторов, стабилизаторов и емкостей. Наиболее высокая
температура 500-600°С в змеевиках трубчатых печей для нагрева различных
газообразных и жидких сред. Нижний предел рабочей температуры для большинства
аппаратов определяется внешней средой и составляет минус 30°С - минус 60°С.
8.4.4 Минимальная допустимая
температура стенки аппарата, находящегося под давлением, должна учитываться при
выборе основных и сварочных материалов. При этой температуре ударная вязкость
основного металла (сталь углеродистая, низколегированная) и металла сварного
шва должна соответствовать требованиям ГОСТ
14637, ГОСТ
5520, ОСТ 26
291.
Для аппаратов, устанавливаемых на
открытой площадке или в неотапливаемом помещении (категория размещения 1 по ГОСТ
15150), за минимальную допустимую температуру стенки аппарата принимается
абсолютная минимальная температура наружного воздуха данного района (СНиП 23-01-99 [7]),
если температура стенки аппарата, находящегося под давлением, может стать
отрицательной от воздействия окружающего воздуха. Если эта температура стенки
остается положительной, за минимальную допустимую температуру стенки аппарата,
находящегося под давлением, принимается средняя температура воздуха наиболее
холодной пятидневки данного района (СНиП 23-01-99 [7]).
Сосуды и аппараты, применяемые в
обработке газа, изготавливаются и эксплуатируются в двух климатических
исполнениях - на минимальную допустимую температуру стенки аппарата,
находящегося под давлением, минус 40°С и минус 60°С.
8.4.5 В состав рабочей среды
входят в различных комбинациях природный газ, углеводородный конденсат,
метанол, гликоли, механические примеси, пластовая вода, в некоторых случаях
жидкие нефтепродукты и др. Рабочая среда влияет на выбор материалов для
корпусов и внутренних устройств сосудов и аппаратов, т.к. вызывает коррозионные
разрушения различных видов. При равномерной общей коррозии потери металла
учитываются прибавкой на коррозию к расчетной величине живого сечения элемента.
Прибавка на коррозию обеспечивает работу аппарата в течение расчетного срока
службы и составляет обычно 3-5 мм.
Особым случаем является наличие в рабочей
среде сероводородсодержащих газов, вызывающих коррозионное растрескивание
металла. Сосуды и аппараты, работающие в таких условиях, должны проектироваться
и изготавливаться в соответствии с СТО
00220575.063-2005 [54].
8.4.6 Местом установки сосудов
и аппаратов на весь период эксплуатации может быть отапливаемое помещение или
открытая площадка.
8.4.7 Нормативная
документация, регламентирующая вопросы проектирования, изготовления, контроля,
испытаний сосудов и аппаратов, различна для разных условий их эксплуатации.
На сосуды и аппараты, работающие под
давлением не более 16 МПа при температуре стенки не ниже минус 70°С,
распространяется действие ОСТ 26
291 и Правил ПБ
03-584-03 [2].
Для рабочего давления свыше 10 до 130 МПа
и температуры стенки не ниже минус 40°С и не выше 525°С действует ОСТ
24.201.03, устанавливающий требования к сосудам и аппаратам с корпусами в
кованом, кованосварном, многослойном рулонированном, вальцованосварном и
штампосварном исполнениях.
Все указанные стандарты разработаны с
учетом требований Правил ПБ
03-576-03 [1].
9.1.1 Для изготовления деталей
и узлов при ремонте и реконструкции сосудов и аппаратов должны применяться
основные материалы, предусмотренные конструкторской документацией на аппарат и
указанные в его паспорте.
9.1.2 При отсутствии
необходимой стали допускается применение других материалов, выбираемых с учетом
условий эксплуатации (расчетного давления, минимальной отрицательной и
максимальной расчетной температуры стенки, состава и характера среды -
коррозионной активности, взрывоопасности, токсичности). Замена должна быть
согласована с разработчиком технического проекта.
9.1.3 Требования к основным
материалам, их пределы применения, назначение, условия применения, виды
испытаний должны удовлетворять требованиям обязательного приложения Б (таблицы Б.1; Б.2; Б.3).
9.1.4 Листовой прокат
применяется для ремонта и модернизации элементов корпуса, плоских фланцев,
внутренних устройств и других деталей.
Трубы применяются для ремонта и
модернизации элементов корпуса, патрубков штуцеров и люков, змеевиков трубчатых
печей, внутренних устройств и других деталей.
Поковки применяются для ремонта и
модернизации фланцев, патрубков штуцеров и люков и других деталей.
9.1.5 Элементы, привариваемые
непосредственно к корпусу сосуда изнутри или снаружи (элементы корпуса сосуда,
лапы, цилиндрические опоры, опорные кольца под тарелки и другие внутренние
устройства), должны изготавливаться из материалов того же структурного класса,
что и корпус, если в технической документации на сосуд нет соответствующего
обоснования применения материалов разных структурных классов.
9.1.6 Качество и свойства
основных материалов, применяемых при ремонте и модернизации, должны
удовлетворять требованиям соответствующих стандартов и технических условий и
подтверждаться сертификатами поставщиков. При отсутствии или неполноте
сертификата или маркировки организация, выполняющая ремонт, должна провести все
необходимые испытания, предусмотренные стандартами или техническими условиями
на материал, с оформлением их результатов протоколом, дополняющим или
заменяющим сертификат поставщика материала. В сертификате должен быть указан
режим термообработки.
9.1.7 Требования к материалам,
применяемым для ремонта и модернизации основных элементов оборудования,
работающего под давлением до 16 МПа в средах, не вызывающих коррозионное
растрескивание, должны соответствовать требованиям ОСТ 26
291.
9.1.8 Выбор материалов,
специальные требования к конструкции, объему и методам контроля элементов
сосудов, подлежащих ремонту или модернизации и работающих в
сероводородсодержащих средах, вызывающих коррозионное растрескивание, должны
рассматриваться в каждом конкретном случае.
9.1.9 Применение импортных
материалов и изделий допускается, если характеристики этих материалов
соответствуют требованиям отечественных стандартов, что должно быть
подтверждено заключением специализированной научно-исследовательской
организацией.
9.2.1 Сварочные материалы,
используемые для ремонта и модернизации сосудов и аппаратов с применением
ручной дуговой сварки, механизированной сварки в защитных газах и ручной
аргонодуговой сварки представлены в обязательном приложении В (таблицы
В.1; В.2;
В.3;
В.4;
В.5).
9.2.2 Для механизированной
сварки плавящимся электродом в среде активных газов и газовых смесях
применяется сварочная двуокись углерода СO2 по ГОСТ 8050.
Допускается применение пищевой двуокиси углерода по ГОСТ 8050
с чистотой не ниже 98,8 % при взятии пробы из вертикально расположенного
баллона. Перед использованием пищевой двуокиси углерода следует дать ей
отстояться в перевернутом баллоне в течение 10-15 мин, а затем через открытый
вентиль выпустить воду за 8-10 с.
Пищевую двуокись углерода рекомендуется
пропускать через осушитель. Силикагель по ГОСТ 8984, заполняющий
осушитель, должен периодически (не реже одного раза в неделю) прокаливаться при
температуре 250°С в течение двух-трех часов.
Применять для сварки двуокись углерода
техническую запрещается.
9.2.3 Для получения смесей
защитных газов используется аргон по ГОСТ 10157 и
двуокись углерода.
9.2.4 Для ручной аргонодуговой
сварки применяется аргон по ГОСТ 10157. В
качестве неплавящегося электрода применяются лантанированные и иттрированные
вольфрамовые электроды по ГОСТ
23949. Кроме них могут применяться неплавящиеся электроды зарубежного
производства по AWS А 5.12 [8].
9.2.5 Применение сварочных
материалов, не указанных в настоящем разделе, может быть допущено по
согласованию с разработчиком настоящего СТО.
9.2.6 Сварочные материалы
должны удовлетворять требованиям стандартов или технических условий. Качество и
характеристики сварочных материалов подтверждаются в соответствующих
сертификатах. При отсутствии сертификата сварочные материалы необходимо
проверять на соответствие требованиям стандартов или технических условий.
9.2.7 Сварочные материалы (электроды,
сварочная проволока, вольфрамовые прутки, защитный газ), применяемые при
ремонте и модернизации сосудов и аппаратов, должны быть аттестованы в
соответствии с РД
03-613-03 [9],
«Рекомендациями по применению РД
03-613-03» [10]
и иметь «Свидетельство об аттестации сварочных материалов».
Сварочные материалы, не
регламентированные к применению настоящим стандартом, должны пройти экспертизу
ТУ и квалификационные испытания в соответствии с требованиями СТО
Газпром 2-3.5-046.
10.1.1 При ремонте и
модернизации сосудов и аппаратов в условиях монтажной площадки применяются
следующие виды сварки:
- ручная дуговая сварка
(наплавка) покрытыми электродами;
- механизированная сварка
плавящимся электродом в среде активных газов (СO2) и в
газовых смесях;
- ручная аргонодуговая сварка
неплавящимся электродом.
10.1.2 Для выполнения
указанных видов сварки необходимо следующее сварочное оборудование:
- источники питания дуги;
- полуавтомат для
механизированной сварки плавящимся электродом.
Кроме сварочного оборудования, необходим
соответствующий инструмент - электрододержатели для ручной дуговой сварки,
горелки для аргонодуговой сварки и механизированной сварки плавящимся электродом,
а также электрические провода, баллоны с инертным и активным защитными газами и
др.
10.1.3 В соответствии с ГОСТ
15150 сварочное оборудование изготавливают в следующих климатических
исполнениях:
- У - для макроклиматических
районов с умеренным климатом;
- УХЛ - для макроклиматических
районов с умеренным и холодным климатом;
- Т - для макроклиматических районов как
с сухим, так и с влажным тропическим климатом.
Эти буквенные обозначения исполнений
ставятся в конце марки сварочного оборудования.
В зависимости от места размещения при
эксплуатации сварочное оборудование изготавливают в соответствии с ГОСТ
15150 по следующим категориям размещения:
1 - на открытом воздухе;
2 - под навесом или в
помещениях (палатках, кузовах, прицепах), где имеется сравнительно свободный
доступ наружного воздуха при защите от прямого воздействия солнечного излучения
и атмосферных осадков;
3 - в закрытых помещениях с
естественной вентиляцией без искусственно регулируемых климатических условий,
где колебания температуры и влажности воздуха и воздействие песка и пыли
существенно меньше, чем на открытом воздухе;
4 - в помещениях с
искусственно регулируемыми климатическими условиями, например в закрытых
отапливаемых или охлаждаемых и вентилируемых производственных помещениях;
5 - в помещениях с повышенной
влажностью.
Цифра, соответствующая категории
размещения, ставится в марке сварочного оборудования после букв, обозначающих
климатическое исполнение.
Сварочное оборудование должно
соответствовать требованиям ОАО «Газпром».
10.1.4 Сварочное оборудования работает в
условиях чередования периодов включения и отключения нагрузки. Такой режим
характеризуется относительной продолжительностью работы ПР (или нагрузки
ПН) или относительной продолжительностью включения ПВ.
|
|
(1)
|
|
|
(2)
|
где
tCB - время сварки, мин;
tХХ -
время холостого хода, мин;
tП -
время паузы, мин.
Суммарное время tCB + tХХ или tCB +
tП
составляет время цикла tЦ, которое обычно принимается 5 мин для ручной дуговой
и механизированной сварки и 10 мин для автоматической сварки. Величину ПР или
ПВ указывают в паспорте источника питания дуги, полуавтомата (обычно 60 % - 65
%), автомата (обычно 100 %), при этих условиях величина сварочного тока IСВ
считается номинальной, при которой источник питания или аппарат работает без
перегрева. Если требуется применить сварочный ток больше номинального,
необходимо уменьшить величину ПР (ПВ) и наоборот, при увеличении ПР (ПВ)
необходимо уменьшить величину сварочного тока.
10.2.1 Для сварки при ремонте
и модернизации сосудов и аппаратов должны применяться, как правило, источники
питания дуги постоянного тока (выпрямители), обеспечивающие по сравнению с
переменным током более устойчивое горение дуги, возможность применения
электродов с основным покрытием и соответственно более высокое качество сварных
соединений.
10.2.2 Источники питания
должны иметь внешние характеристики следующих видов:
- крутопадающую - для ручной
дуговой сварки покрытыми электродами и для ручной аргонодуговой сварки
неплавящимся электродом;
- пологопадающую, жесткую или
возрастающую - для механизированной сварки плавящимся электродом в среде
активных газов (СO2) и в газовых смесях. Такой вид в наибольшей степени
обеспечивает саморегулирование дуги при механизированной сварке полуавтоматами
с постоянной скоростью подачи электродной проволоки.
Внешняя характеристика - выраженная
графически зависимость напряжения на выходных клеммах источника от величины
сварочного тока. Вид внешней характеристики зависит от величины и скорости
изменения напряжения при изменении тока:
- крутопадающая - быстрое
уменьшение напряжения при увеличении тока;
- пологопадающая - медленное
уменьшение напряжения при увеличении тока;
- жесткая - напряжение не
меняется при изменении тока;
- возрастающая - напряжение
растет с увеличением тока.
Вид внешней характеристики указывается в
паспортных данных источника питания тока и является одним из важнейших
параметров, учитываемых при его выборе.
10.2.3 Напряжение холостого
хода источника питания дуги должно быть достаточным для быстрого и легкого
зажигания дуги и в то же время быть безопасным для сварщика. Для источников
переменного тока установлена максимальная величина напряжения холостого хода не
более 80 В, для источников постоянного тока - не более 100 В. Напряжение
холостого хода указывается в паспортных данных источника.
10.2.4 Источник питания дуги
должен ограничивать силу тока короткого замыкания величиной 1,25-2 значений
рабочего тока.
10.2.5 Время восстановления
напряжения от нуля при коротком замыкании до зажигания дуги должно быть не
более 0,03-0,05 с, что обеспечивает необходимую устойчивость горения дуги.
10.2.6 Источник питания дуги
должен иметь устройство для регулирования величины сварочного тока.
10.2.7 Источник питания дуги
должен быть укомплектован электроизмерительными приборами (амперметром и
вольтметром) для правильной установки и контроля режима сварки. Приборы должны
проходить метрологическую поверку в установленном порядке.
10.3.1 Полуавтомат
осуществляет подачу сварочной проволоки для механизированной сварки плавящимся
электродом в среде активных газов (СO2) и в газовых смесях.
10.3.2 Основными элементами
полуавтомата является сварочная горелка, механизм подачи электродной проволоки,
газовая аппаратура, гибкие шланги. В комплект газовой аппаратуры входят
баллоны, редукторы, осушители и подогреватели газа, расходомеры и газовые
клапаны. Источник питания дуги может входить в комплект оборудования или
поставляется отдельно.
10.3.3 Механизм подачи должен
обеспечивать стабильность процесса подачи электродной проволоки и иметь
устройство для плавного или плавноступенчатого регулирования скорости подачи.
10.3.4 Механизм подачи должен
обеспечивать возможность применения электродной проволоки разных диаметров.
10.3.5 Шланг подачи проволоки
должен иметь направляющий канал в виде упругой пружины для предупреждения
смятия и торможения проволоки при ее проталкивании к горелке.
10.3.6 Габаритные размеры
полуавтомата должны обеспечивать возможность загрузки его внутрь сосуда через
люк диаметром 450 мм.
10.4.1 Сварочное оборудование
должно быть аттестовано в соответствии с РД
03-614-03 [11]»
и «Рекомендациями по применению РД
03-614-03» [12].
10.4.2 Аттестации подлежит
сварочное оборудование потребителя, используемое при изготовлении, монтаже,
ремонте и реконструкции технических устройств, применяемых на опасных
производственных объектах.
10.4.3 Аттестацию сварочного оборудования
выполняют аттестационные центры (АЦ), имеющие необходимое испытательное
оборудование, аттестованных специалистов сварочного производства и прошедшие
аккредитацию в Национальной ассоциации контроля и сварки (НАКС).
10.4.4 Аттестация сварочного оборудования
подразделяется на первичную, периодическую, дополнительную и внеочередную.
10.4.5 Первичной аттестации
подлежит ранее не аттестованное сварочное оборудование и сварочное оборудование
импортного производства.
10.4.6 Периодическая
аттестация у потребителя сварочного оборудования осуществляется каждые 3 года
на основании заявки, представляемой потребителем в аттестационный центр до
выработки срока эксплуатации, установленного технической документацией.
10.4.7 Аттестационный центр
может провести аттестацию на двух или более образцах сварочного оборудования (5
% от партии), выбранных из партии аттестуемого оборудования, при условии, что
оно проходило ежегодную диагностику и плановые регламентные проверки и если за
период работы на объектах, подконтрольных Ростехнадзору, отсутствовали
рекламации по качеству сварки с использованием этого сварочного оборудования.
10.4.8 Дополнительная
аттестация сварочного оборудования, прошедшего первичную аттестацию,
осуществляется в случаях:
- расширения области применения
на другие группы технических устройств для опасных производственных объектов;
- расширения области
применения для других способов сварки;
- изменения нормативных
документов, связанных с дополнительными требованиями к применяемому сварочному
оборудованию.
По результатам дополнительной аттестации
выдается новое Свидетельство об аттестации сроком на 3 года.
10.4.9 Внеочередная аттестация
проводится по решению территориальных органов Ростехнадзора в следующих
случаях:
- повторяющегося
неудовлетворительного качества выполняемых данным сварочным оборудованием
сварных соединений;
- изменения рабочих параметров
оборудования при эксплуатации более чем на 10 % от номинальных значений;
- после капитального ремонта
сварочного оборудования;
- после простоя его в течение
одного года без проведения плановых работ по диагностированию;
- после изменения конструкции
оборудования, придавшего ему новые сварочно-технологические свойства.
10.4.10 Для проведения
аттестации сварочного оборудования заказчик (потребитель сварочного
оборудования) представляет в АЦ:
- заявку по определенной
форме;
- паспорт данной единицы
оборудования организации-изготовителя;
- сертификат соответствия
Российской Федерации или его заверенные копии;
- данные по условиям
эксплуатации сварочного оборудования;
- аттестат соответствия на тип
сварочного оборудования, выданный головным институтом отрасли (при наличии).
На основании заявки АЦ разрабатывает
программу испытаний сварочного оборудования, которая согласовывается с
заказчиком и представителем Ростехнадзора.
10.4.11 Аттестация сварочного
оборудования производится путем установления соответствия фактических
параметров оборудования с параметрами, приведенными в паспорте
организации-изготовителя, а также проверки качества контрольных сварных
соединений (КСС) при проведении практических испытаний в соответствии с
требованиями нормативной документации, используемой при проведении сварочных
работ на опасных производственных объектах.
10.4.12 Процедура аттестации
сварочного оборудования включает в себя проведение специальных и практических
испытаний. Эти испытания проводят в АЦ или у заказчика. Место проведения
аттестации определяет комиссия АЦ на основании изучения материалов заявки.
10.4.13 Специальные испытания
заключаются в проверке соответствия сварочного оборудования паспортным данным и
требованиям нормативной документации в соответствии с группой технических
устройств и состоит из трех этапов.
10.4.14 Практические испытания
сварочного оборудования заключаются в оценке показателей сварочных свойств сварочного
оборудования и проводятся на КСС для определенного вида сварки с оценкой
качества КСС методом неразрушающего контроля.
При отсутствии рекламаций по качеству
сварных соединений, выполненных аттестуемым оборудованием в производственных
условиях, аттестационная комиссия может заменить практические испытания при
периодической аттестации документированным подтверждением о качестве сварки за
6 месяцев, предшествующих аттестации.
10.4.15 Результаты аттестации
оформляются Протоколом аттестации, который АЦ передает для экспертизы в НАКС.
При положительном заключении экспертизы НАКС выдает заявителю «Свидетельство об
аттестации сварочного оборудования» сроком на 3 года.
10.4.16 Сварочное
оборудование, не регламентированное к применению настоящим стандартом, должно
пройти экспертизу технических условий и квалификационные испытания в
соответствии с требованиями СТО
Газпром 2-3.5-046.
11 Требования к
конструкции сварных соединений и их расположению
11.1.1 Механические свойства сварных
соединений должны быть не ниже норм, указанных в таблице 1.
Таблица 1 - Минимальные нормы механических свойств сварных
соединений
|
Механические
свойства
|
Для
углеродистых сталей марок Ст3пс, Ст3сп, 10, 20, 20К, 20ЮЧ
|
Для
низколегированных марганцовистых и марганцево-кремнистых сталей марок 16ГС,
17ГС, 10Г2, 09Г2С
|
Для
хромистых, хромомолибденовых и хромованадиево-вольфрамовых сталей марок 15ХМ,
12Х1МФ, 15Х5М
|
Для
аустенитных сталей марок 08Х18Н10Т, 12Х18Н10Т, 10Х17Н13М2Т, 08Х17Н15М3Т
|
|
Временное
сопротивление разрыву при температуре 20°С
|
Не ниже
нижнего значения временного сопротивления разрыву основного металла по
стандарту или техническим условиям для данной марки стали
|
|
Минимальное
значение ударной вязкости, Дж/см2 (кгс·м/см2):
|
|
|
|
|
|
а) при
температуре 20°С
|
|
|
|
|
|
- на образцах KCV
|
35
(3,5)
|
35
(3,5)
|
35
(3,5)
|
-
|
|
- на образцах KCU
|
50
(5,0)
|
50
(5,0)
|
50
(5,0)
|
-
|
|
б) при
температуре ниже минус 20°С
|
|
|
|
|
|
- на образцах KCV
|
20
(2,0)
|
20
(2,0)
|
20
(2,0)
|
-
|
|
- на образцах KCU
|
30
(3,0)
|
30
(3,0)
|
30
(3,0)
|
-
|
|
Минимальное
значение угла изгиба, град.:
|
|
|
|
|
|
- при толщине не более 20 мм
|
100
|
80
|
50
|
100
|
|
- при толщине более 20 мм
|
100
|
60
|
40
|
100
|
|
Твердость
металла шва сварных соединений, НВ, не более
|
-
|
-
|
240
|
200
|
|
Просвет между
сжимаемыми поверхностями при сплющивании стыковых соединений труб
|
Не ниже норм,
установленных нормативно-технической документацией на трубы
|
|
Примечания
1 Показатели механических свойств сварных соединений по временному
сопротивлению разрыву и углу изгиба определяются как среднеарифметическое от
результатов испытаний отдельных образцов. Общий результат считается
неудовлетворительным, если хотя бы один из образцов показал значение
временного сопротивления разрыву более чем на 7 % и угла изгиба более чем на
10 % ниже норм, указанных в таблице 9. При испытании на ударный изгиб
результат считается неудовлетворительным, если хотя бы один из образцов
показал значение ниже норм, указанных в таблице
9.
Допускается на одном образце (KCU) при температурах минус 40°С и ниже получение значения
ударной вязкости не менее 25 Дж/см2 (2,5 кгс·м/см2).
2 Виды испытаний и гарантированные нормы механических свойств по
временному сопротивлению разрыву и ударной вязкости стыковых сварных
соединений типа «лист+поковка», «лист+литье», «поковка+поковка»
«поковка+труба», «поковка+сортовой прокат» должны соответствовать
требованиям, предъявляемым к материалу с более низкими показателями
механических свойств.
Контроль механических свойств, а также металлографическое исследование
или испытание на стойкость против межкристаллитной коррозии образцов этих
соединений предусматриваются разработчиком технической документации.
Для сварных соединений типа «лист+поковка», «лист+литье»,
«поковка+поковка», «поковка+труба», «поковка+сортовой прокат» значение угла
изгиба должно быть не менее:
70° - для углеродистых сталей и сталей аустенитного класса;
50° - для низколегированных марганцовистых и марганцевокремнистых
сталей;
30° - для низколегированных и среднелегированных (хромистых и
хромомолибденовых) сталей.
3 Твердость металла шва сварных соединений из стали
марки 12ХМ, выполненных ручной электродуговой сваркой ванадийсодержащими
электродами, должна быть не более 260 НВ при условии, что относительное
удлинение металла шва будет не менее 18 %. Твердость металла шва сварных соединений из стали марки
15Х5МУ должна быть не более 270 НВ.
|
11.1.2
Ремонтные сварные соединения сосудов и аппаратов должны быть стыковыми.
Тавровые и угловые сварные соединения применяются для приварки патрубков люков
и штуцеров, фланцев, трубных решеток, плоских днищ. Нахлесточные сварные
соединения применяются для приварки к корпусу укрепляющих колец, опорных элементов
и т.д.
11.1.3 Ремонтные сварные швы
должны выполняться с полным проваром на всю толщину стенки двусторонним швом.
Допускается выполнение сварных соединений с одной стороны с полным проваром при
сварке патрубков с фланцами и в других случаях, где выполнение двустороннего
соединения невозможно. Конструктивные непровары в ремонтных швах, а также
применение сварных соединений на остающейся стальной подкладке и замковых
сварных соединений не допускаются.
Не допускается применение угловых и
тавровых соединений с конструктивным зазором для приварки люков, штуцеров,
бобышек и т.д.
11.1.4 При ремонте змеевиков
трубчатых печей кольцевые соединения выполняются с полным проваром без
остающихся подкладных колец. Как исключение кольцевые швы могут быть выполнены
с остающимся подкладным кольцом при условии согласования с автором проекта.
11.2.1 При ремонте корпусов
сосудов и аппаратов ремонтные сварные соединения должны быть расположены так,
чтобы обеспечивалась возможность их контроля неразрушающими методами,
предусмотренными настоящим документом, и последующего исправления дефектов.
11.2.2 Исправление дефектов в
одном и том же месте сварного соединения (в том числе ремонтного сварного
соединения) допускается проводить не более трех раз. При этом под исправленным
участком понимается прямоугольник наименьшей площади, в контур которого
вписывается подлежащая заварке выборка, и примыкающие к нему поверхности на
расстоянии, равном трехкратной ширине указанного прямоугольника (см. рисунок
1). Не считаются повторно исправленными разрезаемые по сварному шву соединения
с удалением металла шва и зоны термического влияния.
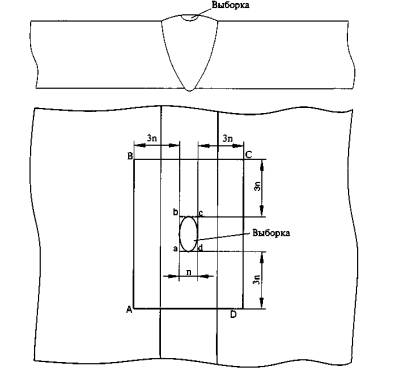
a, b, с, d - прямоугольник наименьшей площади, в
контур которого вписывается выборка;
А, В, С, D
- исправляемый участок
Рисунок 1 - Схема определения размера
исправляемого участка
11.2.3 Основные и ремонтные
сварные соединения не должны перекрываться опорами. Допускается в
горизонтальных сосудах и аппаратах на седловых опорах местное перекрытие
опорами кольцевых швов на общей длине не более 0,35πDH, где DH -
наружный диаметр сосуда, а при наличии подкладного листа - на общей длине не
более 0,5πDH при условии, что
перекрываемые участки швов по всей длине проконтролированы радиографическим или
ультразвуковым методом.
Перекрытие мест пересечения швов не
допускается.
11.2.4 Расстояние N между
краем шва приварки внутренних и внешних устройств, деталей (штуцеров,
укрепляющих колец) и краем ближайшего ремонтного шва на корпусе (см. рисунок 2)
должно быть не менее толщины стенки корпуса, но не менее 20 мм. Для сосудов и
аппаратов, подвергаемых после сварки термообработке, расстояние между краем шва
приварки деталей и краем ближайшего ремонтного шва корпуса должно быть не менее
20 мм независимо от толщины корпуса. Схема измерения расстояния между швами
показана на рисунке 2.

№ 1 - швы приварки патрубка или укрепляющего кольца;
№ 2
- швы корпуса
Рисунок 2 - Схема определения расстояния N
между краем шва корпуса и краем шва приварки детали
11.2.5 Расстояние между
продольным швом корпуса, в том числе ремонтным, горизонтального сосуда или
аппарата и швом приварки опоры должно приниматься:
- не менее  для
нетермообработанного сосуда и аппарата (D - внутренний диаметр корпуса, S - толщина
обечайки);
для
нетермообработанного сосуда и аппарата (D - внутренний диаметр корпуса, S - толщина
обечайки);
- в соответствии с 11.2.4 для
термообработанных сосудов и аппаратов.
Допускается пересечение
стыковых (основных и ремонтных) швов корпуса угловыми швами приварки внутренних
и внешних устройств (опорных элементов тарелок, перегородок, циклонов и т.п.)
при условии контроля перекрываемого участка шва корпуса радиографическим или
ультразвуковым методом.
11.2.6 Продольные сварные швы,
в том числе ремонтные, горизонтальных сосудов и аппаратов должны быть
расположены вне центрального угла 140° нижней части корпуса, если нижняя часть
недоступна для визуального осмотра.
11.2.7 Продольные сварные швы
(основные и ремонтные) смежных обечаек и днищ сосудов и аппаратов должны быть
смещены относительно друг друга на расстояние не менее трехкратной толщины
наиболее толстого элемента, но не менее 100 мм между осями швов.
11.2.8 На обечайке продольные
швы должны быть расположены так, чтобы расстояние между ними было не менее 400
мм, т.е. минимальная ширина вставки в обечайку должна быть не менее 400 мм.
11.2.9 Расстояние между
соседними кольцевыми швами корпуса, т.е. минимальная высота обечайки, должно
быть не менее 250 мм.
11.2.10 При вварке шарового
сегмента в выпуклые днища круговые швы должны располагаться от центра днища на
расстоянии по проекции не более 1/3 внутреннего диаметра днища.
Наименьшее расстояние между
меридиональными швами в месте их примыкания к шаровому сегменту, а также между
меридиональными швами и швом на шаровом сегменте должно быть более 3S, но не менее 100 мм по осям швов, где S - толщина днища.
11.2.11 При ремонте сосудов и
аппаратов расположение сварных швов на днище должно соответствовать рисунку 3.

Рисунок 3 - Расположение сварных швов на
заготовках выпуклых днищ
Расстояния l и l1 от оси
эллиптических днищ до центра сварного шва должны быть не более 1/5 внутреннего
диаметра днища.
При изготовлении заготовок из
штампованных лепестков и шарового сегмента с расположением сварных швов
согласно рисунку 3 л количество частей не регламентируется.
Если по центру днища устанавливается
штуцер, то шаровой сегмент допускается не изготавливать.
11.2.12 Круговые швы выпуклых
днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок
с расположением сварных швов согласно рисунку 3 л, следует располагать от
центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища.
Для полусферических днищ расположение круговых швов не регламентируется.
11.2.13 Крестообразное
пересечение между собой ремонтных сварных швов не допускается.
11.2.14 Сварные швы,
выполненные при изготовлении, допускается пересекать сварными соединениями,
выполненными при ремонте. В частности, при вварке вставок расположение сварных
швов должно соответствовать приведенному на рисунке 4.

а
≥ 3S, но не менее
100 мм, в ≥ 250 мм, d
≥ 200 мм, R
≥ 50 мм
Рисунок 4 - Вставки (латки) на корпусе
11.2.15 При ремонте следует учитывать
установленные ограничения по расположению отверстий (люков, штуцеров и т.д.) на
корпусах и днищах сосудов и аппаратов:
- расположение отверстий на
эллиптических и полусферических днищах не регламентируется;
- расположение отверстий на
торосферических днищах допускается в пределах центрального сферического
сегмента. При этом расстояние от наружной кромки отверстия до центра днища,
измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища;
- на продольных швах
цилиндрических и конических обечаек сосудов и аппаратов допускается
расположение отверстий диаметром не более 150 мм;
- на кольцевых швах
цилиндрических и конических обечаек сосудов и аппаратов допускается
расположение отверстий без ограничения диаметра;
- на швах выпуклых днищ
сосудов и аппаратов допускается расположение отверстий без ограничения диаметра
при условии 100 % контроля
сварных швов днищ радиографическим или ультразвуковым методом.
11.2.16 При ремонте сосудов и аппаратов,
эксплуатируемых в средах, содержащих сероводород и вызывающих коррозионное
растрескивание, следует учитывать, что при расположении отверстий в
эллиптических и полусферических днищах должны соблюдаться следующие условия:
- при толщине S до 10 мм l ≥ 0,1 ДН;
- при толщине S свыше 10 мм l ≥ 0,09 Д + S,
где ДН, Д - соответственно наружный
и внутренний диаметр днища,
l -
размер по проекции образующей по наружной поверхности днища (рисунок 5).
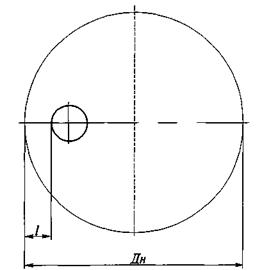
Рисунок 5 - Расположение отверстий в
эллиптических и полусферических днищах сосудов аппаратов, эксплуатируемых в
средах, содержащих сероводород
11.2.17 Змеевики трубчатых печей при
обнаружении дефектов в сварных швах или основном металле (прогар, коррозионные
повреждения и др.) подлежат ремонту с вырезкой и заменой дефектного участка.
При этом расстояние между соседними кольцевыми сварными соединениями и длина
вставок при вварке их в змеевик должны быть не менее 200 мм.
12.1 В процессе эксплуатации
сосудов и аппаратов выявляются как эксплуатационные поражения, так и
недопустимые дефекты изготовления и монтажа, которые в некоторых случаях
являются причиной возникновения эксплуатационных поражений.
12.2 Наиболее характерными
эксплуатационными поражениями сосудов и аппаратов являются:
- трещины в основном металле;
- трещины в сварных швах или
околошовной зоне сварных соединений;
- трещины, зародившиеся в
металле сварных соединений и распространившиеся в основной металл;
- коррозионное поражение
металла сварных соединений и основного металла в виде сплошной равномерной
коррозии или локальной коррозии (язвы, питтинги, русла и т.п.);
- несплошности (расслоения,
отдулины) основного металла, образовавшиеся в результате водородного
коррозионного растрескивания;
- эрозионный износ;
- различные виды деформаций и
механических повреждений корпуса, штуцеров, внутренних и наружных устройств
(вмятины, выпучины, гофры, забоины, царапины и т.п.).
12.3 Наиболее характерными
дефектами изготовления и монтажа являются:
- дефекты сварных соединений -
трещины, шлаковые включения, несплавления межваликовые или по кромке,
непровары, несплошности, поры, свищи, подрезы, наплывы, прожоги, незаплавленные
кратеры, чешуйчатость, несоответствие геометрических размеров шва требованиям
нормативно-технической документации и др. по ГОСТ 3242;
- дефекты сборки - смещение и
увод кромок.
12.4 Кроме того, при
диагностировании сосудов и аппаратов могут выявляться дефекты основного
металла, которые не были обнаружены при изготовлении:
- прокатная плена;
- закат;
- заков;
- расслоение;
- волосовина и др. по ГОСТ
21014.
12.5 Нормы оценки технического
состояния сосудов и аппаратов, при которых допускается их дальнейшая
эксплуатация без проведения специальных расчетов, определены нормативной
технической документацией на сосуды, устанавливающей допуски на отклонение
геометрических размеров сосудов и размеры дефектов, в частности:
- размеры основных элементов
сосуда должны соответствовать проектным, указанным в паспорте и чертежах, с
учетом допусков на размеры полуфабрикатов и их изменение при технологических
операциях на заводе-изготовителе;
- отклонения формы, увод
(угловатость) кромок в сварных швах, смещение кромок стыкуемых листов должны
соответствовать допускам, установленным ПБ
03-576-03 [11],
и (или) требованиям ПБ
03-584-03 [2].
12.6 В соответствии с
требованиями РД 03-421-01 [13]
при выявлении в ходе диагностирования сосудов и аппаратов отклонений каких-либо
параметров от установленных норм необходимо производить оценку технического
состояния сосудов по критериям отбраковки и проводить анализ их влияния на
безопасность эксплуатации сосуда.
12.7 В том случае, если
измеренные отклонения геометрических размеров и формы сосудов (отклонение от
прямолинейности образующей цилиндрического корпуса сосуда, отклонение диаметра
сосуда, овальность, допускаемые размеры отдельных выпуклостей (выпучин) и
вогнутостей (вмятин), смещение кромок сварных швов) превышают допуски, то
вопрос о возможности дальнейшей эксплуатации сосуда без исправления решается на
основе расчета на прочность специализированной организацией.
12.8 Сосуды и аппараты,
изготовленные из углеродистых и низколегированных марганцовистых и
марганцево-кремнистых сталей, предназначенные для эксплуатации в средах,
содержащих сероводород и вызывающих сульфидное растрескивание, на которых
выявлены различные виды пластической деформаций корпуса, днищ, штуцеров
(вмятины, выпучины, гофры и т.д.), могут быть допущены к эксплуатации без
исправления по решению специализированной организации на основе расчета на
прочность, а также после выполнения термической обработки по режиму
высокотемпературного отпуска в зоне пластической деформации.
12.9 При равномерной коррозии
минимальная толщина стенок элементов корпуса сосуда должна быть не менее
расчетной с учетом эксплуатационной прибавки на коррозию. В качестве расчетной
(отбраковочной) величины различных конструктивных элементов сосудов принимается
наибольшая толщина, полученная из расчетов на прочность и устойчивость при
различных режимах эксплуатации и испытания. Если минимальная толщина стенки
равна расчетной без эксплуатационной прибавки, то возможность дальнейшей
эксплуатации сосуда и остаточный срок его службы устанавливаются при условии
изменения рабочих параметров эксплуатации.
12.10 Сосуды с локальными
коррозионными повреждениями, расположенными на расстоянии не менее  от штуцеров или других элементов,
вызывающих краевой эффект, могут быть допущены к эксплуатации без ремонта
подваркой за исключением случаев, оговоренных в 12.11, если одиночные
коррозионные и эрозионные повреждения (нетрещиноподобного вида) имеют глубину С1 не более 80 % от
минимальной толщины стенки элемента S,
определенной при толщинометрии, и имеют максимальный размер L не более величины, вычисленной по формуле
от штуцеров или других элементов,
вызывающих краевой эффект, могут быть допущены к эксплуатации без ремонта
подваркой за исключением случаев, оговоренных в 12.11, если одиночные
коррозионные и эрозионные повреждения (нетрещиноподобного вида) имеют глубину С1 не более 80 % от
минимальной толщины стенки элемента S,
определенной при толщинометрии, и имеют максимальный размер L не более величины, вычисленной по формуле
|
|
(3)
|
где
|

|
(4)
|
D -
внутренний диаметр сосуда;
С - расчетная прибавка на равномерную коррозию.
Одиночными считаются дефекты, расстояние
между ближайшими кромками которых составляет не менее длины меньшего дефекта.
Если это расстояние меньше, то дефекты считаются взаимодействующими. В этом
случае два дефекта (или несколько) могут рассматриваться как один, длина
которого принимается равной расстоянию между наиболее удаленными кромками этих
дефектов, а глубина принимается равной наибольшей глубине дефектов.
Если размеры дефектов превышают L, то вопрос о возможности ремонта подваркой или
допуска к дальнейшей эксплуатации сосуда без ремонта решается на основе расчета
на прочность специализированной организацией.
12.11 Не допускается
эксплуатация сосудов и аппаратов или их элементов с локальными коррозионными
или эрозионными повреждениями, глубина которых превышает рассчитанную в
соответствии с 12.10, без исправления, если они изготовлены из стали 15Х5М, а
также из низколегированных марганцовистых и марганцево-кремнистых сталей, если
рабочая температура ниже минус 40°С.
12.12 Сосуды с трещинами любых
видов, трещиноподобными дефектами и дефектами, размеры которых превышают
допускаемые, к эксплуатации не допускаются. Вопрос о возможности дальнейшей
эксплуатации сосуда с указанными дефектами решается специализированной
организацией с учетом рекомендаций подраздела 6.5 РД 03-421-01 [13].
12.13 Не допускаются к
эксплуатации сосуды и аппараты с дефектами сварных соединений (которые
определяют прочность и герметичность корпуса сосуда), превышающими нормы,
установленные действующими правилами и нормативно-техническими документами.
Вопрос о возможности допуска к эксплуатации сосуда с указанными дефектами
решается специализированной организацией.
12.14 Выбор способов
исправления дефектных участков сосудов и аппаратов производится с учетом:
- характера дефектов (трещина,
коррозионное поражение, деформация и др.) и их расположения относительно
сварных швов и конструктивных элементов аппарата;
- конструкции аппарата
(толщины стенки аппарата, наличия приваренных внутренних и наружных устройств и
др.) и условий его эксплуатации (температуры, давления, характера среды);
- материального исполнения
аппарата;
- необходимости и возможности
выполнения термической обработки в монтажных условиях;
- экономической
целесообразности выбранного способа ремонта.
12.15 Ремонт аппаратов
производится в основном тремя способами:
а) удаление дефекта путем
зачистки;
б) заварка дефекта или
наплавка дефектного участка;
в) замена дефектного участка,
детали или узла, установка вставок, замена обечаек, днищ, шаровых сегментов,
фланцев, патрубков, штуцеров и др.).
12.16 Поверхностные дефекты
листового проката (закаты и др.), поковок (заковы и др.) по ГОСТ
21014, а также царапины или забоины, которые возникли в процессе
транспортировки или монтажа оборудования, а также участки язвенной коррозии,
трещины на основном металле обечаек, днищ, люков, штуцеров внутри или снаружи
аппарата, должны быть удалены механическим способом (зачисткой) до чистого
металла. При этом остаточная толщина стенки в зоне зачистки должна быть не
менее расчетной толщины ремонтируемого элемента с учетом припуска на коррозию.
12.17 Поверхностные дефекты и
повреждения (поры, подрезы, незаплавленные кратеры, недопустимая чешуйчатость и
т.д., трещины, коррозионные язвы) несущих сварных соединений (продольных и
кольцевых швов корпуса, швов приварки люков, штуцеров, фланцев) внутри или снаружи
аппарата должны быть удалены механическим способом (зачисткой) до чистого
металла. При этом форма выпуклости должна соответствовать требованиям ГОСТ и
чертежа. Допускается не зачищать местные подрезы глубиной не более 0,5 мм, но
не более 5 % от фактической толщины основного металла в сосудах 3, 4, 5 групп
по ОСТ 26
291, предназначенных для эксплуатации при положительных температурах.
12.18 Поверхностные дефекты и
повреждения (закаты, царапины, трещины, язвенная коррозия и т.д.) на наружной и
внутренней поверхности основного металла обечаек и днищ корпуса аппарата,
которые не могут быть отремонтированы по 12.16, т.е. минимальная измеренная
толщина в зоне зачистки менее расчетной толщины ремонтируемого элемента, могут
быть устранены наплавкой в случае, если:
- глубина выборки не более 25
% от фактической толщины элемента (SФ) для углеродистых и низколегированных и
кремнемарганцевых сталей; не более 15 % для аустенитных хромоникелевых и
теплоустойчивых сталей. В случае совпадения мест наплавки на наружной и
внутренней поверхностях суммарная глубина наплавки не должна превышать 30 % и
20 % от SФ,
соответственно;
- максимальная площадь
наплавленного участка для углеродистых и низколегированных кремнемарганцевых
сталей не более 500 см2, для аустенитных хромоникелевых и
теплоустойчивых сталей - не более 200 см2. Суммарная площадь
наплавки при исправлении дефектов не должна превышать 10 % от площади
соответствующей поверхности (наружной или внутренней) наплавляемого листа
элемента днища, обечайки, но не более 1000 см2 для углеродистых и
низколегированных кремнемарганцевых сталей и 400 см2 для аустенитных
хромоникелевых и теплоустойчивых сталей;
- расстояние между краями ближайших
наплавок не менее 3 SФ, но не менее 50 мм, в противном случае каждая наплавка
считается участком одной наплавки.
12.19 Поверхностные,
внутренние и сквозные дефекты и повреждения (трещины, поры, непровары, подрезы,
несплошности, шлаковые включения, язвенная коррозия и т.д., кроме непроваров
односторонних швов, а также сквозных дефектов в случае одностороннего доступа к
ремонтному сварному соединению) в металле шва и зоне термического влияния
шириной не более 10 мм продольных и кольцевых сварных соединений корпуса, а
также сварных соединений патрубков с корпусом и фланцами, которые не могут быть
отремонтированы по 12.17, ремонтируются путем удаления дефектного металла
сварного соединения с последующей заваркой выборки. Ремонт сквозных дефектов
таким способом осуществляется при наличии возможности сварки с двух сторон.
12.20 Коррозионный износ
металла патрубка, расслоения, трещины в металле патрубка, пластическая
деформация патрубка и т.д. ремонтируются путем удаления поврежденного патрубка
и вварки нового.
При изменении размеров (диаметра, толщины
стенки) нового патрубка на сосудах и аппаратах, эксплуатируемых в
сероводородосодержащих средах, вызывающих коррозионное растрескивание, толщина
стенок патрубков должна быть, как правило, не более толщины стенок укрепляемых
элементов (обечаек, днищ). Допускается превышение толщин стенок патрубков
штуцеров над толщинами укрепляемых элементов, но предельно допустимое отношение
толщины патрубка к толщине стенок обечаек и днищ должно быть не более 1,5.
Допускается применение укрепляющих колец
при толщине стенки укрепляемого элемента (обечайки, днища) не более 35 мм.
12.21 Коррозионный износ
металла фланца, расслоения, трещины в металле фланца, недопустимый непровар в
корне одностороннего сварного соединения фланца с патрубком, трещины в сварном
соединении фланца с патрубком - все эти дефекты ремонтируются путем удаления
(отрезки) фланца, а также его сварного соединения с патрубком, и приварки
фланца к патрубку. В случае необходимости фланец может быть заменен на новый.
12.22 Вмятины, отдулины,
трещины, расслоения, коррозионные повреждения, эрозионный износ выше допустимых
норм на корпусе, вышеперечисленные дефекты ремонтируются путем удаления участка
корпуса и вварки на его место латки (вставки), при этом размер удаляемого
участка не должен быть более 20 % длины окружности корпуса.
12.23 При отрыве элементов
крепления (опорных элементов) внутренних и наружных устройств, приваренных к
внутренней или наружной поверхности корпуса аппарата (далее по тексту -
приварных элементов), по сварному шву, а также при наличии трещин в сварных
швах приварки элементов к корпусу аппарата, деформации, коррозионном износе и
др. повреждениях приварных элементов, модернизации внутренних устройств ремонт
производится путем удаления дефектного приварного элемента по сварному шву и
приварки на его место нового, при этом шов приварки элемента к корпусу должен
удаляться полностью.
12.24 Коррозионный износ,
трещины, участки с повышенной твердостью, которые не удается исправить
термической обработкой, пластическая деформация труб, отводов печных змеевиков
ремонтируются путем удаления поврежденного участка трубы или отвода и вварки на
их место новых.
12.25 Недопустимый непровар в
корне шва, а также сквозные дефекты и повышенная твердость металла сварных
соединений (металла шва и зоны термического влияния) печных змеевиков
ремонтируются путем вырезки участка змеевика с дефектным сварным соединением и
вварки на его место нового участка. Допускается использовать отрезанные
бездефектные отводы, бывшие в эксплуатации.
12.26 При выборе способа
ремонта (особенно при заварке трещин, вварке вставок, латок, шаровых сегментов)
следует уделять особое внимание взаимному расположению ремонтных швов, а также
их расположению относительно стыковых швов корпуса и швов приварки патрубков
штуцеров, опор, внутренних и наружных устройств.
Модернизация корпусного технологического
оборудования проводится с целью усовершенствования технологических процессов
обработки газа, улучшения ее результатов и использования их в проектировании
новых объектов. Технологические процессы изменяются главным образом путем
замены внутренних устройств аппаратов, вызывающей в некоторых случаях изменения
в их обвязке.
Конструкции внутренних устройств
аппаратов различного назначения разнообразны, как и виды работ, выполняемых при
их замене в процессе модернизации. Объем этих работ зависит от цели
модернизации, степени замены от частичной до полной и количества и сложности
устанавливаемых новых устройств.
Основными типовыми видами работ,
выполняемых при модернизации сосудов и аппаратов, являются:
- демонтаж существующих
внутренних и наружных устройств;
- подготовка к монтажным
работам;
- установка узла входа газа;
- установка тарелок;
- установка мини-циклонов;
- установка распределителя
жидкости;
- установка штуцеров;
- установка трубопроводов.
После подготовки аппарата к огневым
работам необходимо демонтировать имеющиеся внутренние устройства. Демонтаж
выполняется с применением кислородной резки, при этом режущая струя не должна
касаться стенки аппарата, а приваренные к ней элементы должны быть отрезаны на
расстоянии 3-5 мм от поверхности стенки. Эти остатки швов затем зачищаются
механическим способом до металлического блеска или при необходимости -
заподлицо с основным металлом. Демонтированные детали внутренних устройств
разрезаются на части, которые можно удалить из аппарата через люк диаметром 450
мм.
При необходимости замены штуцеров другими
штуцерами большего диаметра с установкой их на прежнем месте имеющиеся штуцеры
вырезаются из корпуса, кромки отверстия обрабатываются и контролируются в
соответствии с разделами 14 и 15.
Монтажные работы по установке внутренних
устройств, замене их сборочных единиц и деталей выполняются на месте нахождения
аппарата силами ремонтных служб организации - владельца аппарата или монтажной
организации. Все необходимые детали изготавливаются на заводе по чертежам
проектной организации, снабжаются необходимой сопроводительной документацией,
доставляются на место монтажа и загружаются вовнутрь аппарата через люки. Во
многих случаях организация имеет возможность на месте изготавливать такие
сборочные единицы, как штуцеры, различные трубные сборки, крышки внутренних
люков и др.
Подготовка к монтажным работам
заключается в зачистке сварочных кромок деталей, а также мест их установки на
корпусе аппарата, и выполнении разметки в соответствии с чертежом. При этом
поверхность корпуса в местах зачистки должна быть проконтролирована визуальным
осмотром на отсутствие расслоений, трещин и других дефектов металла.
Узел входа газа является первичной
ступенью очистки газа от капельной жидкости и механических примесей в
сепараторах, абсорберах и других аппаратах. Он представляет собой коробчатую
конструкцию из 7-8 видов деталей, изготовленных из листовой стали толщиной 10
мм, сваренных между собой и с корпусом аппарата стыковыми и угловыми швами по ГОСТ
5264, электроды типа Э 50А ГОСТ
9467 (рисунок 6).

1 -
пластина отклоняющая; 2 - каплесъемник
Рисунок 6 - Модернизированный узел входа
газа
Площадь сечения узла входа газа в
аппарате должна быть не менее площади сечения штуцера входа газа в аппарат.
Основные элементы узла входа газа имеют следующие размеры: штуцер входа газа - DУ 250-300
мм; высота и ширина пластины отклоняющей и каплесъемника - 500-600 мм. Эти
пластины состоят каждая из двух частей, сваренных стыковыми швами. Вся
конструкция узла входа обладает необходимой жесткостью и прочностью, чтобы
противостоять воздействию потока газа, поступающего в аппарат под давлением до
15 МПа.
Наряду с повышенной надежностью
модернизированный узел входа обеспечивает необходимую стабильность процесса
отделения капельной жидкости и мехпримесей за счет завихрения потока газа вдоль
стенки аппарата.
Тарелки широко применяются в аппаратах
для монтажа различных устройств, выполняющих технологические функции, -
элементы центробежные, мини-циклоны в сепараторах и пылеуловителях, паровые
патрубки, фильтрующие элементы в абсорберах и т.п.
Плоскость тарелки (рисунок 7) состоит из
отдельных полотен шириной 300-400 мм, чтобы полотно проходило в люк диаметром
450 мм.
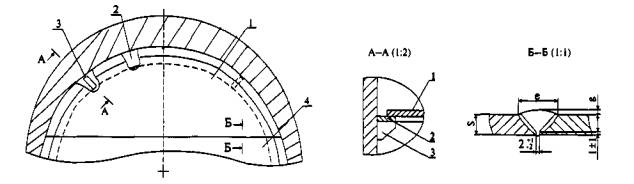
1, 4-
полотна тарелки, 2 - кольцо опорное, 3 - косынка
Рисунок 7 - Тарелка с элементами крепления
к корпусу аппарата
Полотна тарелки изготавливаются из
листовой стали, толщина S которой
зависит от нагрузки на тарелку и диаметра аппарата. Для средних условий толщина
обычно равна 10 мм, элементы крепления тарелок принимаются из этого же
материала.
Тарелка устанавливается в аппарат при
следующей последовательности операций.
На необходимом уровне размечается
местоположение 8 косынок поз. 3, которые устанавливаются по разметке,
прихватываются к корпусу и затем привариваются к нему двусторонними угловыми
швами с катетом 6 мм (разрез А-А). На косынки укладываются части кольца
опорного, прихватываются между собой, к косынкам и корпусу. Затем эти части
свариваются между собой стыковыми швами, и образовавшееся опорное кольцо приваривается
к косынкам и корпусу двусторонними угловыми швами с катетом 6 мм. Выпуклость
стыковых швов кольца зачищается заподлицо с основным металлом.
На подготовленное опорное кольцо
укладываются полотна тарелки поз. 1, 4 и др., прихватываются между собой и к
опорному кольцу. Затем сваривают стыковые швы между полотнами (разрез Б-Б),
соблюдая определенную последовательность, и после этого полотна привариваются к
опорному кольцу угловыми швами с катетом 6 мм.
Возможен вариант механического крепления
полотен тарелок между собой к опорным балкам, установленным на опорное кольцо.
Сварка ручная дуговая по ГОСТ
5264, электроды типа Э 50А ГОСТ
9467. Контроль сварных швов - по ГОСТ 3242, ОСТ 26
291.
Рассмотренная последовательность работ по
установке тарелок при модернизации аппаратов является основной, в ней могут
быть изменения и дополнения в зависимости от особенностей конструкции
внутренних устройств.
Мини-циклоны в значительной степени
увеличивают эффективность очистки газа в сепараторах и пылеуловителях, поэтому
широко применяются при модернизации этих аппаратов. Они имеют цилиндрическую
форму с наружным диаметром в средней части 159 мм, в верхней части 108 мм и в
нижней - 76 мм, толщину стенки 3 мм. Мини-циклоны изготавливаются из
нержавеющей стали марки 12X18Н10Т и сталей марок 20 и 10Г2. Чаще применяются
мини-циклоны из нержавеющей стали.
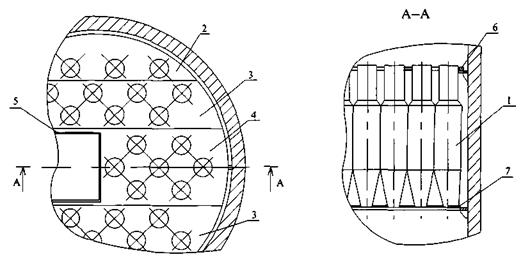
1 -
мини-циклоны, 2, 3, 4 - полотна верхней тарелки, 5 - люк, 6 - верхняя тарелка,
7 - нижняя тарелка
Рисунок 8 - Мини-циклоны в тарелках
модернизированного сепаратора
Общий вид смонтированных мини-циклонов в
сепараторе представлен на рисунке 8.
Сборка мини-циклонов с верхней и нижней
тарелками поз. 6 и 7, между которыми они располагаются в аппарате, выполняется
по следующей схеме. Вначале собирается и сваривается нижняя тарелка, в полотнах
которой имеются отверстия диаметром 78 мм под нижние патрубки мини-циклонов.
Затем на опорное кольцо верхней тарелки укладываются два крайних ее полотна
поз. 2. В отверстия крайних полотен нижней тарелки устанавливаются
последовательно мини-циклоны, пропуская их верхние патрубки в отверстия диаметром
110 мм полотен верхней тарелки. После установки всех мини-циклонов в одно
полотно поз. 2 оно прихватывается к опорному кольцу, а мини-циклоны
прихватываются к полотнам верхней и нижней тарелок. Затем на опорное кольцо
укладываются два средних полотна поз. 3, устанавливаются и прихватываются
мини-циклоны к полотнам и полотна к опорному кольцу. По такой же схеме
выполняется сборка центрального полотна поз. 4 с использованием люка поз. 5,
расположенного в нем.
После сборки свариваются стыковые швы
между полотнами верхней тарелки, а затем полотна привариваются к опорному
кольцу электродами типа Э 50А ГОСТ
9467. Последней операцией является приварка мини-циклонов по периметру к
полотнам верхней и нижней тарелок угловыми швами с катетом 3 мм. Так как в этом
случае свариваются разнородные стали (аустенитная с углеродистой или
низколегированной), обязательно применение высоколегированных специальных
электродов типа Э-10Х25Н13Г2 ГОСТ
10052.
Распределители жидкости применяются в
абсорберах и других массообменных аппаратах для равномерного распределения
жидкостного потока (ДЭГ, ТЭГ и др.) по их поперечному сечению и максимального
контакта между газом и жидкостью. Распределители жидкости бывают трубчатые,
желобчатые и др. Распределитель представляет собой систему желобов с патрубками
сливными, собираемую внутри аппарата в верхней его части после укладки всех
слоев массообменной насадки. Одна из конструкций распределителя жидкости
представлена на рисунке 9.
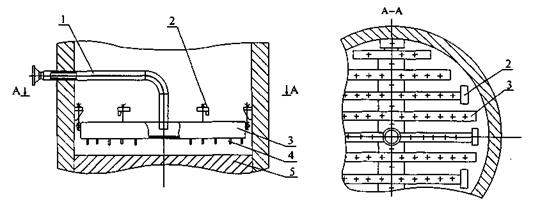
1 - трубопровод,
2 - столик опорный, 3 - желоб, 4 - патрубок сливной, 5 - верхний слой
массообменной насадки
Рисунок 9 - Распределитель жидкости
Распределитель жидкости закрепляется на
опорных столиках с помощью шпилек, дающих возможность регулировки местоположения
по высоте и установки горизонтальности желобов поз. 3. Опорные столики поз. 2 в
количестве 12-15 шт. устанавливаются по месту без предварительной разметки в
процессе монтажа распределителя, прихватываются и привариваются к корпусу
аппарата угловыми швами с катетом 6 мм. Регенерированный гликоль подается к
распределителю через трубопровод поз. 1, конструкция которого зависит от
местоположения штуцера, используемого в качестве входного. При
сварочно-монтажных работах применяются электроды типа Э 50А ГОСТ
9467.
При модернизации аппаратов, связанной с
усовершенствованием технологических процессов, возникает необходимость в
установке новых штуцеров или в замене штуцеров одного диаметра на штуцеры
большего диаметра. Эти работы, связанные с вырезкой отверстия в корпусе
аппарата, обработкой сварочных кромок, сборкой и сваркой штуцера с корпусом,
выполняются в соответствии с разделом 14. Сварка фланца с
патрубком при изготовлении штуцера выполняется также в соответствии разделом 14.
Внутренние трубопроводы применяются при
модернизации для соединения отдельных зон аппарата, для отведения от
какого-либо участка, например тарелки, поступающего на него продукта и,
наоборот, для подведения продукта от входного штуцера в заданное место и т.п.
Внутренние трубопроводы могут быть разных диаметров и разных конструкций с
использованием различных деталей (отводы, переходы, заглушки, фланцы). На рисунке
10 приведены несколько примеров установки внутренних трубопроводов при
модернизации аппаратов.
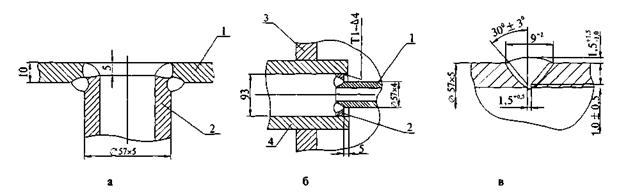
а - приварка сливной трубы к полотну тарелки с фильтрующими
патронами сепаратора:
1 -
полотно тарелки, 2 - труба сливная;
б -
приварка трубопровода подачи регенерированного гликоля к патрубку штуцера входа
при модернизации абсорбера:
1 -
трубопровод, 2 - кольцо, 3 - стенка корпуса аппарата, 4 - штуцер входа гликоля;
в -
сварное соединение частей трубопровода.
Рисунок 10 - Сварные соединения при сборке
трубопроводов
Сварка трубопроводов выполняется в
соответствии с ГОСТ
16037 электродами типа Э 50А ГОСТ
9467.
14 Технология
сборочно-сварочных работ
14.1.1 В соответствии с ГОСТ 24297 входной
контроль проводится на предприятиях и в организациях, изготовляющих сосуды и
аппараты, а также осуществляющих их ремонт.
14.1.2 Входной контроль проводится
с целью предотвращения использования при ремонте материалов, деталей и
сборочных единиц, не соответствующих требованиям конструкторской и
нормативно-технической документации, а также договоров на поставку.
14.1.3 Входной контроль
металла основных материалов (листового проката, труб, поковок), а также деталей
и сборочных единиц, предназначенных для ремонта сосудов и аппаратов, включает:
- проверку наличия сертификата
или паспорта, полноту приведенных в нем данных и соответствие этих данных
требованиям стандартов, технических условий, договоров на поставку,
конструкторской документации;
- проверку наличия заводской
маркировки, соответствие маркировки сертификатам или паспортам (или другой
сопроводительной документации);
- визуальный и измерительный
контроль, при этом материалы и сборочные единицы должны удовлетворять
требованиям нормативной и конструкторской документации.
14.1.4 При отсутствии или
неполноте сертификата или маркировки организация-заказчик материалов или
ремонтная организация должны провести все необходимые испытания с оформлением
их результатов протоколом, дополняющим или заменяющим сертификат поставщика
материала. В сертификате должен быть указан режим термообработки полуфабриката
в организации-изготовителе. Методы и объемы контроля основных материалов должны
определяться на основании стандартов и технических условий, согласованных в
установленном порядке.
14.1.5 Металл полуфабрикатов,
деталей и сборочных единиц, изготовленных из высоколегированных сталей и
предназначенных для ремонта, а также их сварных соединений должны быть
подвергнуты контролю стилоскопированием в объеме 100 % для подтверждения
содержания основных легирующих элементов.
14.1.6 Материалы (листы,
сортовой прокат, трубы, поковки) должны храниться в закрытых помещениях или под
навесами, в условиях, исключающих их загрязнение, механические повреждения.
Материалы из высоколегированных нержавеющих сталей должны храниться отдельно от
материалов из других сталей во избежание возможного перепутывания.
14.2.1 Сварочные материалы,
поступающие на предприятие, выполняющее работы по ремонту и модернизации
сосудов и аппаратов, должны пройти входной контроль для определения качества и
соответствия их требованиям стандартов, технических условий и другой
сопроводительной документации.
14.2.2 Входной контроль
электродов производится в соответствии с требованиями ГОСТ
9466 и включает следующие операции:
- проверка сертификата
(паспорта) на соответствие его данных требованиям соответствующих ГОСТов,
технических условий и т.д.;
- наличие этикетки на каждой
упаковке и ее соответствие данным сертификата, а также сохранность упаковки;
- внешний осмотр и обмер
электродов, проверка прочности и эксцентричности покрытия;
- проверка
сварочно-технологических свойств электродов (технологическая проба).
В случае несоответствия данных
сертификата данным этикетки на упаковке потребитель должен производить
дополнительно контрольную проверку:
- определение химического
состава наплавленного металла;
- определение механических
свойств наплавленного металла;
- определение количества
ферритной фазы в наплавленном металле для электродов аустенитного класса;
- испытания на стойкость
против межкристаллитной коррозии для коррозионностойкого металла шва.
14.2.3 Входной контроль
сварочной проволоки проводится в соответствии с требованиями ГОСТ 2246 и ГОСТ
10543 и заключается в следующем:
- проверке сертификата
(паспорта) на соответствие его данных требованиям стандартов;
- проверке наличия бирок на
мотках и соответствие их данных сертификату;
- внешнем осмотре и обмере.
В случае несоответствия данных
сертификата данным бирки на мотке проволоки потребитель должен производить
дополнительно контрольную проверку:
- определение химического
состава;
- проверку временного
сопротивления;
- определение содержания
ферритной фазы.
14.2.4 Присадочные материалы
(электроды и сварочная проволока), предназначенные для сварки
высоколегированных коррозионностойких сталей, должны до начала сварки
подвергаться обязательной проверке на склонность к трещинообразованию путем
сварки тавровых соединений (методом тавровой пробы).
Для испытания сварочных материалов
методом тавровой пробы свариваются два образца для каждой партии присадочной
проволоки или для электродов видом сварки, предусмотренным технологией.
После сварки швы подвергаются внешнему
осмотру с помощью десятикратной лупы. После удаления ребер жесткости образец
подвергается разрушению и повторному осмотру. В случае наличия трещин проволока
или электроды бракуются.
14.2.5 Входной контроль
вольфрамовых электродов включает:
- проверку сертификата
(паспорта) на соответствие его данных требованиям ГОСТ
23949;
- наличие этикетки на каждой
упаковке и сохранность упаковки;
- проверку диаметра и
овальности;
- проверку состояния
поверхности.
14.2.6 При входном контроле
защитного газа (аргона и двуокиси углерода) проверяется:
- наличие сертификата и
соответствие его данных требованиям соответствующих ГОСТов, технических условий
и т.д.;
- наличие на баллонах ярлыков
и соответствие их данных сертификату;
- чистота защитного газа по
сертификату.
Перед использованием каждого нового
баллона производится пробная наплавка валика длиной 100-200 мм на пластину с
последующим контролем на отсутствие недопустимых дефектов. Если испытываемый
газ входит в состав смеси, то и наплавка производится в смеси газов. При
наличии пор в наплавленном металле шва газ, находящийся в баллоне, бракуется.
14.2.7 Сварочные материалы
следует хранить в сухих отапливаемых помещениях при температуре не ниже +15°С в
условиях, предохраняющих их от загрязнения, увлажнения и механического
повреждения.
14.2.8 Электроды должны
храниться и подготавливаться к использованию в соответствии с РД 26-17-049-85 [14].
Электроды перед использованием должны быть прокалены согласно требованиям
паспортов, технических условий или в соответствии с рекомендациями
предприятия-изготовителя. Печи для прокалки электродов должны обеспечивать
равномерный нагрев по всему объему рабочего пространства и должны быть оснащены
автоматическими устройствами и контрольными приборами, гарантирующими
соблюдение технологических режимов прокалки. Режим прокалки должен быть записан
графически на диаграмме контрольного прибора печи. Диаграммы регистрируются и
хранятся.
14.2.9 Прокаленные электроды
должны храниться в пеналах. Каждый пенал должен быть снабжен ярлыком,
содержащим следующие сведения:
- условное обозначение
электродов;
- номер сертификата;
- номер партии;
- массу в килограммах;
- номер диаграммы прокалки;
- дату прокалки.
На ярлыке должно быть предусмотрено место
для отметки о повторной прокалке. Прокалка может производиться не более двух
раз, не считая прокалки на заводе-изготовителе.
14.2.10 Срок годности
электродов после прокалки не более 5 суток при хранении в помещениях с
температурой не ниже +16°С и относительной влажности воздуха не более 60 %.
Использование электродов по истечении вышеуказанного срока не допускается.
14.2.11 Электроды должны
выдаваться сварщику в количестве, необходимом для односменной работы.
Неиспользованные за смену электроды должны храниться в сушильных шкафах,
оснащенных приборами для поддержания температуры 135-150°С, или в герметичной
таре. При этом срок годности не ограничен.
14.2.12 Выдача аустенитных
электродов должна проводиться с проверкой отличительной окраски данной марки
электродов на их торцах. Электроды должны контролироваться магнитом на предмет
подтверждения отсутствия среди них перлитных электродов.
14.2.13 Отпускать электроды
сварщику рекомендуется только в специальный походный пенал, окрашенный в цвет
маркировки торцов электродов, с поставленным на нем белой краской номером (или
фамилией) сварщика. Каждый сварщик должен иметь необходимый комплект пеналов,
магнит для проверки и нести ответственность за применение электродов
соответствующих марок.
14.2.14 Перед сваркой
сварочную проволоку необходимо очистить от ржавчины, загрязнений и смазок.
Сварочная проволока из высоколегированных
сталей должна быть обезжирена растворителем.
14.2.15 Очищенная проволока
должна быть перемотана в кассеты или на катушки.
14.2.16 Каждая кассета или
катушка должна быть снабжена ярлыком, содержащим следующие сведения:
- условное обозначение
проволоки;
- номер партии;
- номер плавки.
14.2.17 Транспортировка кассет
и катушек с очищенной проволокой должна осуществляться в специальной закрытой
таре.
14.2.18 При выполнении работ
по ремонту и модернизации сосудов и аппаратов в условиях монтажной площадки
применяется огневая (преимущественно кислородная) резка с использованием
горючих газов и кислорода. Горючие газы - пропан-бутан по ГОСТ
20448 и ацетилен по ГОСТ
5457, а также кислород по ГОСТ
5583 поступают в баллонах, контроль, хранение и эксплуатация которых должны
соответствовать Правилам ПБ
03-576-03 [1].
14.3
Подготовка к выполнению ремонтных работ, разметка
14.3.1 Все ремонтные и
монтажные работы на корпусах сосудов и аппаратов производятся в соответствии с
требованиями Типовой инструкции ОАО «Газпром» по организации безопасного
проведения газоопасных и огневых работ, а также РД
09-364-00 [15].
14.3.2 В соответствии с
Правилами ПБ
03-576-03 [1]
до начала выполнения ремонтных работ сосуд должен быть отсоединен от
трубопроводов обвязки или отделен от них заглушками. Отсоединенные трубопроводы
должны быть заглушены. До проведения внутренних работ в аппарате необходимо
выполнить его пропарку, очистку от технологической грязи и отходов коррозии с
последующим отбором проб воздуха внутри аппарата на фактор загазованности.
14.3.3 Ремонтные работы на
внутренней и наружной поверхности сосудов и аппаратов проводятся после разборки
внутренних и наружных устройств, а также снятия теплоизоляции в зоне дефектов.
14.3.4 Поверхность дефектного
участка и прилегающей зоны шириной не менее 20 мм на сторону очищается от
антикоррозионного покрытия, окалины, продуктов коррозии и прочих загрязнений.
14.3.5
Перед удалением внутренних и наружных устройств необходимо разметить на
поверхности корпуса в зонах, которые не затрагиваются при ремонте, линии,
позволяющие восстановить положение удаляемых внутренних или наружных устройств.
14.3.6 При замене опорных
элементов тарелок колонных аппаратов следует произвести обмер положения
удаляемых элементов относительно опорных элементов соседних тарелок, а также
разметить на поверхности корпуса в зонах, которые не затрагиваются при ремонте,
линии, позволяющие восстановить положение удаляемых опорных элементов тарелок,
косынок, столиков и т.д.
14.3.7 Перед удалением
патрубков штуцеров на поверхности корпуса следует наметить оси отверстия под
вварку нового патрубка. При этом отклонение центра отверстия не должно быть
более ±10 мм, в том случае, если чертежом не установлены более жесткие
требования.
14.3.8 При удалении части
корпуса, к которой приварены штуцеры или люки, необходимо до начала резки на
поверхности корпуса за пределами вырезаемого участка корпуса наметить оси
отверстий под вварку штуцеров с учетом требований, изложенных в 14.3.7.
14.3.9 При модернизации
сосудов и аппаратов часто приходится производить врезку новых штуцеров или
установку новых внутренних или наружных устройств согласно ремонтному чертежу,
при этом разметка положения центра отверстия под вварку штуцеров или положение
внутренних или наружных устройств должна производиться от базовой (нулевой)
линии и главных осей аппарата. Следует отметить, что в процессе эксплуатации
практически не сохраняются размеченные при изготовлении главные оси.
14.3.10 При изготовлении
базовая (нулевая) линия и главные оси аппарата размечаются до сборки корпуса с
днищами и позволяют обеспечить заданную нормативными документами и чертежом
точность установки элементов аппарата.
14.3.11 На сосудах и аппаратах
базовой (нулевой) линией является один из торцов цилиндрической части корпуса
согласно чертежу. После окончательной сборки аппарата с некоторой долей
приближения базовой линией можно считать ось шва приварки одного из днищ (в
горизонтальных аппаратах - согласно чертежу, в вертикальных аппаратах - нижнего
днища).
14.3.12 Разметка главных осей
по внутренней поверхности производится в следующей последовательности:
а) на внутренней поверхности корпуса на
расстоянии 50-100 мм от кольцевого шва корпуса с днищем примерно наметить
верхнюю точку периметра аппарата - 1
(рисунок 11);
б) используя отвес, наметить
положение точки 3', как
показано на рисунке 11;
в) рулеткой измерить периметр
аппарата l и расстояние в в между точками 1'
и 3' по
меньшей дуге;
г) определить расстояние а между точками 1 и 1'
по формуле
|

|
(5)
|
д) наметить положение точки 1 согласно рисунку 11;
е) наметить положение точек 2,
3, 4 с помощью рулетки делением периметра пополам;
ж) отвесом контролировать
положение точек 1 и 3.
В том же порядке определить положение
точек вблизи второго днища.
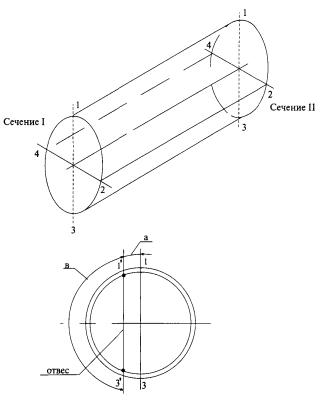
Рисунок 11 - Определение точек главных осей
корпуса
Главные оси отбивают при помощи
намеленной нити. В том случае, если отбивке главных осей мешают приваренные к
корпусу элементы, то разметку главных осей следует производить в сечениях,
близко расположенных к зоне ремонта, где отбивке главных осей приварные
элементы не мешают.
Для разметки главных осей может также
использоваться гидроуровень, при этом разметка начинается не с вертикального, а
с горизонтального сечения. При помощи гидроуровня разметка главных осей
выполняется по наружной стороне корпуса.
14.3.13 Точность разметки
главных осей зависит от точности выверки положения аппарата на фундаменте.
Поэтому следует дополнительно проконтролировать положение главных осей
относительно существующих штуцеров и других приварных элементов.
14.3.14 Разметку главных осей
вертикальных аппаратов следует производить, беря за базу положение центра
отверстий существующих люков и штуцеров, расположенных на главных осях.
На колонных аппаратах положение главных
осей фиксируется двумя парами реперных приспособлений, расположенных вверху и
внизу корпуса под углом 90°. Поэтому, если реперные приспособления не утрачены,
положение главных осей может быть восстановлено.
14.3.15 Осевая линия штуцера
или приварного элемента, совпадающая с образующей аппарата, находится от
главной оси по дуге на расстоянии l, равном
|

|
(6)
|
где
D - диаметр аппарата наружный или внутренний (в зависимости
от того, где производится разметка: снаружи или внутри аппарата);
а - угол,
определяющий положение штуцера или приварного элемента относительно главной оси
аппарата.
14.3.16 Разметочные линии,
линии реза, а также контуры краев разделок и выборок необходимо отмечать:
- для углеродистых и
низколегированных сталей кернением с шагом 20-25 мм или чертилкой;
- для высоколегированных
сталей краской, нанесение разметочных линий чертилкой и кернением допускается
только по линии реза.
14.3.17 Разметочные линии установки
внутренних (наружных) устройств допускается наносить мелом, при этом ширина
меловых линий не должна быть более 2 мм.
14.4 Требования к выборке дефектов и
подготовке дефектных мест под ремонтную сварку и сборку
14.4.1 Демонтаж внутренних (наружных)
устройств, приваренных к корпусу, в том числе дефектных, производится
механическим способом, огневой резкой или строжкой. Огневая резка должна
выполняться так, чтобы не затрагивался металл корпуса т.е. в качестве
предварительной операции, при этом следует оставлять на корпусе часть шва
высотой не менее 5 мм, которая удаляется механическим способом заподлицо с
поверхностью корпуса аппарата. Удаление металла сварных швов, пораженных
трещинами, огневой резкой (строжкой) не допускается.
14.4.2 При восстановлении
удаленных, в том числе дефектных, внутренних (наружных) устройств следует:
- механическим способом
зачистить поверхность корпуса в зонах их удаления и прилегающие участки шириной
не менее 50 мм;
- на поверхности корпуса
наметить места расположения приварных элементов внутренних (наружных) устройств
в соответствии с требованиями раздела 14.3.
14.4.3 Удаление дефектов в
основном металле и сварных соединениях элементов сосудов и аппаратов,
работающих под давлением, выполняется преимущественно механическим способом
(абразивным инструментом, резанием, вырубкой с последующей зачисткой
поверхности шлифованием).
14.4.4 Допускается на
аппаратах из углеродистых и марганцевокремнистых сталей перлитного класса
удаление дефектов и подготовку кромок для ремонтной сварки выполнять огневой
резкой или строжкой с последующей обработкой поверхности реза механическим
способом до полного удаления следов резки (строжки).
14.4.5 Допускается на
аппаратах из высоколегированных хромистых и хромоникелевых сталей удаление
дефектов и подготовку кромок для ремонтной сварки выполнять огневой резкой или
строжкой (воздушно-дуговой или плазменной) с последующим удалением механическим
способом слоя металла толщиной не менее 1 мм.
14.4.6 Трещины должны
удаляться только механическим способом.
14.4.7 Перед началом удаления
трещины, а также элементов (штуцеров, фланцев и др.), пораженных трещинами, по
результатам контроля неразрушающими методами определить на поверхности точки
залегания устья трещины и наметить их расположение кернением с точностью до 1
мм. Засверлить концы трещины сверлом диаметром 5-12 мм на глубину ее залегания
плюс 2-4 мм.
14.4.8 Огневая резка
углеродистых и низколегированных сталей производится:
- без подогрева при
температуре окружающего воздуха не ниже 0°С;
- с подогревом 150-200°С при
температуре окружающего воздуха ниже 0°С, но не ниже минус 20°С. Допускается
выполнение кислородной резки при температуре окружающего воздуха ниже минус
20°С при условии повышения температуры подогрева на 50°С от номинальной.
14.4.9 Огневую резку и
подготовку кромок огневым способом (газовой, кислородно-флюсовой, плазменной
резкой) при ремонте змеевиков из хромомолибденовых теплоустойчивых сталей
допускается производить лишь в исключительных случаях, при отсутствии
возможности механической обработки кромок. При этом обязательно зачищать
поверхность реза механическим способом на глубину не менее:
- 1-1,5 мм для сталей 12ХМ,
15ХМ, 12Х1МФ;
- 2 мм для стали 15Х5М,
15Х5МУ.
Огневая резка сталей 12ХМ, 15ХМ, 12Х1МФ
должна производиться с предварительным подогревом. Температура подогрева
150-200°С. После резки кромки необходимо медленно охлаждать на спокойном
воздухе.
Допускается резка сталей 12ХМ, 15ХМ,
12Х1МФ без предварительного подогрева, при этом необходимо предусмотреть
припуск на механическую обработку для толщин до 20 мм 2-3 мм, свыше 20 мм - 4-5
мм. Припуск может быть удален шлифовальным кругом.
Огневая резка стали 15Х5М, 15Х5МУ ведется
с предварительным подогревом участка реза до 250-350°С и замедленным
охлаждением в теплоизоляции.
После зачистки подготовленные кромки
должны быть проконтролированы цветной дефектоскопией на отсутствие трещин.
Обнаруженные трещины удаляются путем дальнейшей зачистки всей поверхности
кромки.
14.4.10 Все подготовленные под
сварку кромки должны быть обязательно зачищены и обезжирены по внешней и
внутренней поверхности в местах наложения сварных швов на ширину не менее 20
мм.
14.4.11 Подготовленные под сварку
кромки выборок не должны иметь острых углов и заусенцев. Конструктивные
элементы подготовленных под сварку выборок должны соответствовать рисунку 12.

Рисунок 12 - Конструктивные элементы
выборки
14.4.12 При ремонте глубоких и
сквозных дефектов, в том числе трещин, выбор разделки осуществляется с точки
зрения обеспечения наиболее удобного пространственного расположения ремонтного
шва. По возможности, наибольшая часть ремонтного шва должна выполняться в
нижнем положении. Поэтому независимо от толщины свариваемого элемента и
конструктивного исполнения ремонтируемого шва выполняются односторонние U-образные разделки, как показано на рисунке 13 а.
14.4.13 При расположении
ремонтного шва в вертикальной плоскости для ремонтной сварки выполняются
следующие виды разделок:
- при толщине до 30 мм -
односторонние U-образные разделки, как показано
на рисунке 13 б;
- при толщине свыше 30 мм
двусторонние симметричные разделки, как показано на рисунке 13 в;
- при толщине свыше 60 мм
двусторонние симметричные и несимметричные разделки, как показано на рисунках
13 в и 13 г.

а - независимо от толщины односторонняя U-образная разделка;
б - S ≤ 30 мм односторонняя
U-образная разделка;
в - S ≥ 30 мм двусторонняя
симметричная разделка, a1
≈ a2;
г - S ≥ 60 мм двусторонняя
несимметричная разделка, а2 ≈
2 а1
Рисунок 13 - Конструктивное исполнение
выборок при ремонте сквозных трещин в зависимости от пространственного
расположения ремонтируемого шва
14.4.14
Удаление дефектных патрубков (без укрепляющего кольца) и подготовка кромок под
сварку выполняются в следующей последовательности:
- замерить наружный диаметр
вновь изготовленного патрубка;
- механическим способом или
огневой резкой отрезать заподлицо с корпусом выступающие части патрубка как
внутри, так и снаружи аппарата;
- механическим способом
зачистить поверхность реза после огневой резки;
- на поверхности корпуса
наметить оси и контуры краев отверстия под вварку нового патрубка;
- для начала процесса огневой
резки на линии предполагаемой резки разметить и засверлить сквозные отверстия
диаметром 3-4 мм. Затем рассверлить их на диаметр 10-12 мм;
- вырезать и удалить из зоны
ремонта оставшуюся часть поврежденного патрубка. Механическим способом
зачистить кромки отверстия до полного удаления следов резки и довести его
размеры до соответствующих требованиям;
- разметить линии контуров
краев разделки, а также линию притупления на торце отверстия;
- по разметке механическим
способом или огневой резкой выполнить подготовку кромок на отверстии.
Механическим способом зачистить кромки и прилегающие к кромкам поверхности.
14.4.15 Конструктивные элементы
подготовки кромок отверстия под вварку патрубка в обечайку или днище по РД
26-18-8-89 [16]
должны соответствовать рисунку 14.

Разделка
кромок отверстий под вварку патрубков:
а -
при одностороннем шве; б, в - при двустороннем шве.
S - толщина стенки корпуса,
мм; ДН - наружный диаметр патрубка, мм.
Рисунок 14 - Конструктивные элементы
подготовки кромок под вварку патрубков штуцеров и люков по РД 26-18-8-89 [16]
14.4.16 Подготовленные кромки
должны быть проконтролированы на отсутствие трещин, расслоения металла
визуальным осмотром и при необходимости - цветной дефектоскопией.
14.4.17 При нарушении
правильной формы отверстия или увеличенном размере его диаметра допускается
местная наплавка кромки (в том числе на патрубке штуцера) толщиной до 10 мм.
Наплавленная кромка должна быть обработана до нужной формы и размера
механическим способом и повторно проконтролирована.
14.4.18 Не допускается
применение угловых и тавровых швов для приварки штуцеров, люков, бобышек и
других деталей к корпусу с неполным проплавлением (конструктивным зазором):
- в сосудах 1, 2, 3-й групп
при диаметре отверстия более 120 мм, в сосудах 4-й и 5а групп при диаметре
отверстия более 275 мм;
- в сосудах 1, 2, 3, 4-й и 5а
групп из низколегированных марганцовистых и марганцевокремнистых сталей с
температурой стенки ниже минус 30°С без термообработки и ниже минус 40°С с
термообработкой;
- в сосудах всех групп,
предназначенных для работы в средах, вызывающих коррозионное растрескивание,
независимо от диаметра патрубка.
14.4.19 При замене патрубков
(штуцеров) с укрепляющими кольцами могут быть применены две схемы ремонта:
- вырезка патрубка (штуцера)
без удаления укрепляющего кольца;
- вырезка патрубка (штуцера) с
удалением укрепляющего кольца.
14.4.20 При вырезке патрубков
(штуцеров) без удаления укрепляющих колец с использованием огневой резки в
зазоре между укрепляющим кольцом и корпусом может образоваться зашлаковка, что
приведет к недопустимому ухудшению качества реза. Поэтому патрубки с
укрепляющими кольцами должны вырезаться в следующей последовательности:
- огневой резкой отрезать
выступающие части (внутренний и наружный вылет) патрубка (резы 1 и 2 на рисунке
15 а) на расстоянии 10-15 мм от поверхности укрепляющего кольца и корпуса;
- механическим способом
зачистить поверхность реза после удаления наружного вылета патрубка;
- на поверхности укрепляющего
кольца или корпуса наметить оси отверстия под вварку нового патрубка. Разметка
осей выполняется в соответствии с 14.3.5.
При этом отклонение центра отверстия должно соответствовать требованиям чертежа
или установленных норм;
- на зачищенной поверхности
(после удаления наружного вылета патрубка) разметить линию вырезки части
патрубка, как показано на рисунке 15 а (выполняется при большой толщине
патрубка);
- по разметке огневой резкой
отрезать кольцевую часть патрубка (см. рисунок 15 а, рез 3). При этом особое
внимание следует уделить тому, чтобы шлак не попал в полость между корпусом и
укрепляющим кольцом (выполняется при большой толщине патрубка);
- механическим способом
зачистить поверхность отверстия до чистого металла;
- на цилиндрической
поверхности отверстия разметить линию притупления (10 ± 2) мм, как показано на
рисунке 15 б;
- огневой резкой по разметке
линии притупления и по линии сплавления шва приварки патрубка к корпусу
выполнить рез 4, как показано на рисунке 15 б;
- огневой резкой по разметке
линии притупления и по линии сплавления шва приварки патрубка к укрепляющему
кольцу выполнить рез 5, как показано на рисунке 15 б;
- механическим способом
удалить оставшуюся часть патрубка по линии реза 6, как показано на рисунке 15
в; при этом диаметр получаемого отверстия под вварку нового патрубка должен
соответствовать рисунку 14;
- на цилиндрической
поверхности отверстия разметить линии притупления разделки под вварку нового
патрубка, как показано на рисунке 15 г;
- механическим способом
выполнить подготовку кромок под вварку нового патрубка, как показано на рисунке
15 г, резы 7 и 8. Допускается применение воздушно-дуговой строжки в качестве
предварительной операции, с последующей доводкой размеров разделки и зачисткой
поверхности реза до чистого металла механическим способом.

1 -
корпус; 2 - патрубок; 3 - укрепляющее кольцо;
 - объем
металла, удаляемый в процессе операции резки
- объем
металла, удаляемый в процессе операции резки
Рисунок 15 - Схема вырезки патрубка с
укрепляющим кольцом
14.4.21 При вырезке патрубков
(штуцеров) с удалением укрепляющих колец работы должны выполняться в следующей
последовательности:
- отрезать наружный и
внутренний вылет дефектного патрубка на расстоянии 10-15 мм от укрепляющего
кольца;
- удалить швы сварного
соединения укрепляющего кольца с корпусом механическим способом или огневой
резкой, при этом не допускаются местные выхваты в металле корпуса глубиной
более 5 мм, удалить укрепляющее кольцо;
- удалить дефектный патрубок в
соответствии с 14.4.14.
14.4.22 При отрезке фланца от
патрубка полностью удаляется также шов приварки фланца к патрубку.
Подготовленные под сварку кромки на патрубке должны соответствовать приведенным
на рисунке 16. При этом, если внутренний диаметр патрубка менее 300 мм,
разделка должна соответствовать рисунку 16 а, б; если внутренний диаметр
патрубка 300 мм или более, разделка должна соответствовать рисунку 16 в.
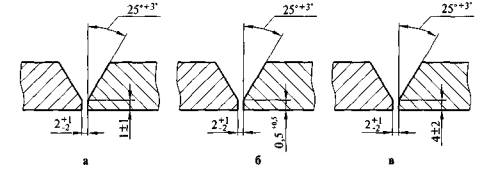
а, в
- подготовка кромок под ручную дуговую сварку;
б -
подготовка кромок под комбинированную сварку;
а, б
- подготовка кромок при сварке с одной стороны;
в -
подготовка кромок при сварке с двух сторон
Рисунок 16 - Конструктивные элементы
подготовки кромок
14.4.23 Удаление фланцев, а также подготовка
кромок под сварку производится в следующей последовательности:
- разметить линию реза по телу
патрубка на расстоянии 3-5 мм от линии сплавления шва приварки фланца.
Отклонение линии разметки от плоскости перпендикулярной оси патрубка не более 2
мм;
- разметить и высверлить на
линии предполагаемой резки сквозные отверстия для начала процесса огневой
резки;
- отрезать фланец от патрубка
механическим способом или огневой резкой с последующей обработкой поверхности
реза механическим способом до чистого металла;
- контролировать перпендикулярность
плоскости торца патрубка его образующим при помощи угольника, как показано на
рисунке 17. Отклонение от перпендикулярности плоскости торца патрубка
относительно образующих должно быть не более 2 мм. При необходимости
дополнительно обработать механическим способом торец патрубка;
- разметить линии контуров
краев разделки, а также линию притупления на торце патрубка;
- по разметке механическим
способом или огневой резкой выполнить подготовку кромок на отверстии.
Механическим способом зачистить кромки и прилегающие к кромкам поверхности
патрубка.
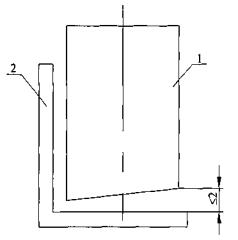
1 -
патрубок; 2 - угольник
Рисунок 17 - Схема контроля отклонения от
перпендикулярности плоскости торца патрубка его образующим
14.4.24 При удалении
поврежденного участка корпуса форма вставок (латок), их размеры и расположение
должны соответствовать рисунку 4. При этом, если
линия реза приходится на продольный или кольцевой шов корпуса, следует также удалить
швы корпуса.
14.4.25 Вырезка части корпуса
и подготовка кромок под сварку производится в следующей последовательности:
- замерить размеры вновь
изготовленной вставки (латки);
- на поверхности корпуса
наметить контуры краев отверстия под вварку новой вставки;
- для начала процесса огневой
резки на линии предполагаемой резки разметить и засверлить сквозные отверстия;
- механическим способом или
огневой резкой вырезать и удалить из зоны ремонта поврежденную часть корпуса.
Механическим способом зачистить кромки отверстия до полного удаления следов
резки и довести его размеры до соответствующих требованиям;
- разметить линии контуров
краев разделки, а также линию притупления на торце отверстия;
- по разметке механическим
способом или огневой резкой выполнить подготовку кромок на отверстии.
Механическим способом зачистить кромки и прилегающие к кромкам поверхности.
14.4.26 Форма разделки кромок
под вварку вставки (латки) показана на рисунке 16.
14.4.27 После подготовки
выборок и разделок следует зачистить механическим способом подготовленные
кромки и прилегающие зоны шириной не менее толщины основного металла, но не
менее 50 мм. При этом шероховатость поверхности должна быть не более Rz 80 мкм по ГОСТ 2789.
14.4.28 При ремонте змеевиков
после удаления дефектного элемента (участка трубы или отвода) контролировать
отклонение от перпендикулярности торца трубы относительно ее оси.
Величина отклонения должна
быть не более:
- 0,6 мм для труб диаметром до
100 мм;
- 0,6 мм на каждые 100 мм
диаметра труб, но не более 2 мм.
14.4.29
Перед выполнением подготовки кромок на деталях змеевика следует провести обмер
концов стыкуемых деталей, при этом измеряется внутренний диаметр и толщина с
точностью - 0,1 мм. Если разность внутренних диаметров стыкуемых деталей
превышает 1,0 мм, следует проточить или калибровать концы деталей с меньшим
внутренним диаметром, как показано на рисунках 18 и 19.
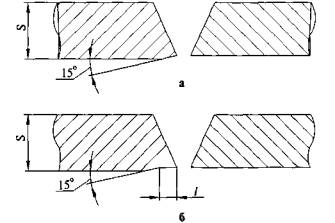
а -
при сварке без подкладного кольца;
б -
при сварке на подкладном кольце (l = 2 S, но не менее 20 мм) или при сварке
корня шва в защитном газе (l = 10 ± 1 мм).
Рисунок 18 - Проточка внутреннего диаметра
при стыковке труб и деталей змеевика с одинаковым условным диаметром
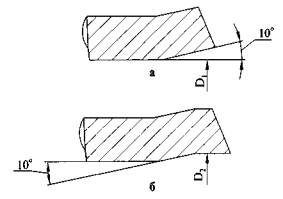
а -
калибровка путем конической раздачи;
б -
калибровка путем цилиндрической раздачи;
D1 и D2 - внутренний
диаметр трубы соответственно до и после раздачи
Рисунок 19 - Калибровка внутреннего
диаметра при стыковке труб и деталей змеевика с одинаковым условным диаметром
14.4.30 Толщина стенки деталей
змеевика после проточки не должна быть меньше расчетной плюс прибавка на
компенсацию коррозии.
14.4.31 После калибровки
внутренний диаметр деталей и толщина стенки должны соответствовать требованиям
чертежа. Допуск на внутренний диаметр калиброванного конца должен обеспечивать
качественную сборку.
14.4.32 Область применения
калибровки и допустимое значение раздачи концов труб приведены в таблице 2.
Таблица 2 - Область применения способов раздачи концов труб
|
Марка
стали
|
Способ
раздачи
|
Диаметр
трубы, мм, не более
|
Толщина
стенки трубы, мм, не более
|
Раздача
А, %*, не более
|
|
10, 20, 10Г2
|
вхолодную
|
83
|
6
|
6
|
|
84-200
|
8
|
4
|
|
с нагревом
|
300
|
20
|
10
|
|
12ХМ, 12МХ,
15ХМ, 15Х5М, 12Х1МФ, 15Х5МУ
|
вхолодную
|
100
|
8
|
4
|
|
08Х18Н10Т, 08Х18Н12Б,
10Х17Н13М2Т, 12Х18Н12Т, 12Х18Н10Т
|
вхолодную
|
83
|
6
|
6
|
|
84-100
|
10
|
4
|
|
* подсчитывается
по формуле
|
|
(7)
|
где
D1
и D2
- внутренний диаметр трубы соответственно до и после раздачи.
|
14.4.33
Раздачу с нагревом следует производить при температуре концов труб:
- 700°С - 900°С для сталей 10,
20, 10Г2;
- 900°С - 1000°С для сталей 12ХМ, 12МХ,
15ХМ, 15Х5М, 12Х1МФ, 15Х5МУ.
14.4.34 На корпусах,
эксплуатирующихся в средах, не вызывающих сероводородное коррозионное
растрескивание, изготовленных из углеродистых и низколегированных
марганцевокремнистых сталей, подготовленные под сварку кромки контролируются
визуально, цветной дефектоскопией по ОСТ
26-5, а при толщине листа свыше 36 мм выполняется контроль ультразвуковой
дефектоскопией прилегающей к кромкам зоны, шириной не менее толщины основного
металла, но не менее 50 мм. Не допускаются дефекты площадью более 1000 мм2
при чувствительности контроля Д5Э по ГОСТ 22727. На
одном метре длины контролируемой кромки допускается не более трех
зафиксированных дефектов при минимальном расстоянии между ними 100 мм.
14.4.35 На корпусах,
эксплуатирующихся в средах, вызывающих сероводородное коррозионное
растрескивание, изготовленных из углеродистых и низколегированных
марганцевокремнистых сталей, подготовленные под сварку кромки контролируются
визуально, цветной дефектоскопией по ОСТ
26-5, а прилегающие зоны шириной, равной толщине основного металла, но не
менее 50 мм, ультразвуковой дефектоскопией. При этом не допускаются дефекты при
чувствительности контроля Д3Э по ГОСТ 22727.
14.4.36 На корпусах,
эксплуатирующихся в средах, вызывающих сероводородное коррозионное
растрескивание, изготовленных из углеродистых и низколегированных
марганцевокремнистых сталей, места под приварку внутренних или наружных
устройств и укрепляющих колец, а также прилегающие зоны симметрично
относительно шва шириной 100 мм контролируются ультразвуковой дефектоскопией.
При этом не допускаются дефекты при чувствительности контроля Д3Э по ГОСТ
22727.
14.4.37 На корпусах из
высоколегированных хромистых и хромоникелевых сталей выполняется контроль
поверхности кромок, выборок и прилегающей зоны визуально и цветной
дефектоскопией по ОСТ
26-5.
14.5 Требования к сборке деталей под
ремонтную сварку
14.5.1 Все поступившие на
сборку детали и сборочные единицы должны иметь маркировку и/или
сопроводительную документацию, подтверждающую их приемку службой технического
контроля.
14.5.2 Подготовленные под
сварку (прихватку) кромки должны быть зачищены и обезжирены внутри и снаружи на
ширину не менее 20 мм.
14.5.3 Для выполнения
прихваток и приварки временных технологических креплений применяется ручная
дуговая сварка покрытыми электродами или ручная аргонодуговая сварка
неплавящимся электродом.
14.5.4 Прихватки должны
выполняться сварщиками, допущенными к сварке соединений, на которых
производится прихватка.
14.5.5 Для выполнения
прихватки применяются сварочные материалы, предназначенные для выполнения
сварных соединений деталей из сталей соответствующих марок.
14.5.6 Прихватки перед сваркой
должны быть тщательно очищены от шлака. Дефектные прихватки должны быть удалены
механическим способом. Допускается удаление дефектных прихваток
воздушно-дуговой строжкой при соединении деталей перлитного класса.
14.5.7 Наложение прихваток в
местах пересечения или сопряжения двух или нескольких подлежащих сварке
соединений не допускается.
14.5.8 Прихватки рекомендуется
ставить со стороны противоположной началу наложения шва. Размер и количество
прихваток, крепящих собранные элементы, надлежит рассчитывать с целью
обеспечения необходимой прочности собранного изделия.
14.5.9 При сборке деталей и
узлов из высоколегированных хромоникелевых сталей аустенитного или
аустенитно-ферритного класса следует увеличить длину прихваток и уменьшить
расстояние между ними в 1,5-2 раза по сравнению с теми же параметрами
постановки прихваток в соединениях углеродистых и низколегированных сталей.
14.5.10 Приварка временных
технологических креплений допускается только в случаях, предусмотренных
чертежами или технологической документацией на ремонт. При этом должны быть
оговорены марка стали, форма, размеры, количество и расположение креплений,
квалификация сварщиков, осуществляющих приварку креплений, сварочные материалы,
способы и режимы сварки, необходимость и температура подогрева.
14.5.11 Использование
технологических креплений при сборке деталей из сталей аустенитного класса
допускается только при номинальной толщине деталей не менее 6 мм.
14.5.12 Выполнение прихваток и
приварку временных технологических креплений при сборке следует производить с
подогревом металла в зоне сварки по режиму, установленному для данного сварного
соединения, за исключением приварки временных технологических креплений
аустенитными сварочными материалами.
Подогрев при прихватке является не
обязательным для сварных соединений, корневая часть которых выполняется
аргонодуговой сваркой без подогрева.
14.5.13
При сборке деталей из сталей перлитного класса временные технологические крепления
следует изготавливать из той же марки стали, что и собираемые соединения, или
из углеродистой стали.
При сборке деталей из сталей аустенитного
класса временные технологические крепления должны изготавливаться из стали
марки 08Х18Н10Т. Допускается изготовление технологических креплений из
углеродистых сталей. В случае приварки временных технологических креплений из
углеродистых сталей к внутренней поверхности аппаратов из аустенитных сталей на
подлежащих сварке торцах креплений должна быть выполнена наплавка с соблюдением
следующих требований:
- при наличии ниобия или
титана в основном металле первый слой наплавки следует выполнять электродами
марок ЦЛ-25/1, ОЗЛ-6 или ЗИО-8, а второй электродами марок ЦТ-15К или
ЭА-898/21Б;
- при отсутствии титана или
ниобия в основном металле оба слоя наплавки выполняются электродами ЦЛ-25/1,
ОЗЛ-6 или ЗИО-8.
14.5.14 При ремонте
технологического оборудования из высоколегированных аустенитных сталей
разрешается приварка монтажных приспособлений и временных технологических креплений,
изготовленных из той же стали, что и корпус, с соблюдением условий сварки,
принятых для основных швов.
14.5.15 Поверхность металла в
местах приварки временных технологических креплений должна быть зачищена от
окалины, грязи, масла и других загрязнений механическим способом и
проконтролирована визуальным осмотром.
14.5.16 В
случае приварки временных технологических креплений к корпусам сосудов и
аппаратов из углеродистых и низколегированных марганцевокремнистых сталей,
бывших в эксплуатации в средах, содержащих сероводород, дополнительно
проводится контроль сплошности основного металла в зоне приварки временных
технологических креплений, а также прилегающей зоне шириной, равной толщине
основного металла, но не менее 50 мм ультразвуковой дефектоскопией. При этом не
допускаются дефекты при чувствительности контроля Д3Э по ГОСТ 22727. В случае обнаружения несплошностей для
предупреждения их раскрытия под действием термодеформационного цикла сварки
временные технологические крепления следует по возможности приварить в другом
месте.
14.5.17 Для приварки временных
технологических креплений к деталям (сборочным единицам) из сталей перлитного
класса следует применять:
- те же сварочные материалы,
что и для выполнения прихваток и сварки с соблюдением требований по подогреву
основного металла;
- высоколегированные электроды
марок ЗИО-8, ОЗЛ-6, ЦЛ-25/1, ЭА-395/9 или ЦТ-10 без подогрева основного
металла.
14.5.18 Для приварки временных
технологических креплений и сборочных приспособлений к деталям из сталей
аустенитного класса следует применять покрытые электроды, допущенные для
выполнения сварных соединений из соответствующих высоколегированных сталей, в
том числе для приварки креплений из углеродистых сталей при условии соблюдения
требований, изложенных в 14.5.13.
14.5.19 Швы приварки временных
технологических креплений должны быть расположены на расстоянии не менее 60 мм
от кромок, подлежащих сварке. При сборке деталей из углеродистых и
марганцевокремнистых сталей допускается уменьшение этого расстояния до 30 мм.
14.5.20 Временные
технологические крепления удаляются механическим способом. Для углеродистых и
низколегированных сталей допускается полное удаление временных технологических
креплений огневой резкой или строжкой без углубления в основной металл с
последующей зачисткой поверхности до полного удаления следов резки.
На аппаратах из высоколегированных
аустенитных сталей допускается удаление временных технологических креплений
плазменно-дуговой или воздушно-дуговой резкой или строжкой с оставлением их
части высотой не менее 4 мм. Затем остающаяся часть крепления должна удаляться
механическим способом.
14.5.21 При сборке стыковых
сварных соединений элементов разной толщины необходимо предусмотреть плавный
переход от одного элемента к другому с постепенным утонением более толстого
элемента. Угол скоса при стыковке элементов разной толщины должен быть не более
20°. Форма шва должна обеспечивать плавный переход от толстого элемента к
тонкому.
Допускается выполнять сварку элементов
разной толщины без предварительного утонения более толстого элемента, если
разность толщин соединяемых элементов не превышает 30 % от толщины более
тонкого элемента, но не более 5 мм.
14.5.22 При ремонте сосудов и
аппаратов, эксплуатируемых при температуре минус 70°С, стыковка элементов
разной толщины не допускается. Переход от большей толщины к меньшей должен
выполняться под углом не более 15°.
14.5.23 При стыковке элементов
змеевиков трубчатых печей с разным наружным диаметром и разной толщины (при
соблюдении требований 14.4.29)
угол скоса должен быть не более 15°. Допускается стыковка элементов змеевика
без расточки при соблюдении требований, изложенных в 14.5.21.
14.5.24 Смещение кромок В по
срединной поверхности согласно рисунку 20 при сборке продольных стыков обечаек
и днищ, определяющих прочность сосудов и аппаратов, не должно превышать 10 %
номинальной толщины более тонкого листа, но не более 3 мм.
При этом для измеряемых смещений кромок B1 и В2
должны соблюдаться следующие соотношения (рисунок 20):
|
B1 ≤ 0,5(S1
- S) + B;
|
(8)
|
|
B2 ≤ 0,5(S1
- S) - B,
|
(9)
|
где
В1 и В2 -
измеряемое смещение свариваемых кромок,
S и S1 - толщина стыкуемых элементов.
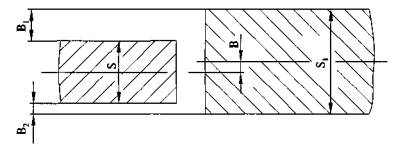
Рисунок 20 - Определение смещения В кромок
по срединной поверхности
14.5.25 Смещение кромок при сборке
кольцевых стыков (между обечайками, патрубков с фланцами, трубных соединений)
не должно превышать величин, указанных в таблице 3.
Таблица 3 - Смещение кромок в кольцевых швах
|
Толщина
свариваемых элементов, мм
|
Максимально
допустимое смешение стыкуемых кромок, мм
|
|
до 20
|
10
% S + 1
|
|
свыше 20 до 50
|
15
% S, но не более 5
|
|
свыше 50 до
100
|
4
% S + 3,5*
|
|
свыше 100
|
2,5
% S + 5,5*,
но не более 10
|
|
*
При условии наплавки с уклоном 1:3 на стыкуемые поверхности для сварных
соединений, имеющих смещение кромок более 5 мм.
|
14.5.26 Внутреннее смещение
кромок В, измеряемое согласно рисунку 21, в собранном стыке печных змеевиков не
должно превышать 10 % от толщины стенки, но не более 1 мм.
При выполнении корня шва аргонодуговой
сваркой внутреннее смещение кромок В должно быть не более 0,5 мм.

Рисунок 21 - Измерение внутреннего смешения
В кромок труб, труб с отводами и другими деталями печных змеевиков и трубных
соединений
14.5.27 Стыковые соединения
змеевиков трубчатых печей выполняются без остающихся подкладных колец. Как
исключение, ремонтные стыковые соединения могут быть выполнены с остающимся
подкладным кольцом при условии согласования с автором проекта. При этом местный
зазор между подкладным кольцом и трубой не должен превышать 1 мм на одну
сторону.
14.5.28 Если зазор между
подлежащими сварке кромками (притуплениями кромок) не удовлетворяет требованиям
технологической документации, допускается выполнение следующих операций:
- при зазорах, превышающих установленные
нормы не более, чем на 0,5 номинальной толщины основного металла в зоне
подлежащих сварке кромок, но не более, чем на 10 мм, - наплавка одной или двух
кромок покрытыми электродами тех же марок, которые предусмотрены для выполнения
данного сварного соединения. При наплавке только корневой части кромок
соединяемых деталей из сталей перлитного класса допускается применять
присадочные материалы, используемые для заварки корневой части шва. Наплавку
следует проводить с подогревом, если таковой предусмотрен для сварного
соединения. После выполнения наплавки кромки подлежат механической обработке до
заданной геометрической формы.
14.5.29 Увеличение размеров
детали при помощи наплавки не допускается.
14.5.30 В собранных под сварку
соединениях геометрическое расположение деталей должно соответствовать требованиям
конструкторской документации.
14.5.31 Методы подгонки
деталей в процессе сборки должны исключать появление дополнительных напряжений
в металле и повреждение поверхности.
Не допускается сборка труб с применением
натяга. Данное требование не распространяется на выполнение замыкающих стыков с
холодным натягом трубопроводов при условии жесткого закрепления подлежащих
сварке труб.
14.5.32 При сборке штуцеров с
корпусом или днищем в том случае, когда к штуцеру присоединяется ответный
фланец трубопровода, следует установить штуцер в отверстие кор пуса и собрать фланцевое соединение штуцера с
трубопроводом. При этом зазоры в стыке должны соответствовать требованиям рисунка
14. Сборка с натягом не допускается. Перед сваркой фланцевое соединение
трубопровода следует разобрать.
пуса и собрать фланцевое соединение штуцера с
трубопроводом. При этом зазоры в стыке должны соответствовать требованиям рисунка
14. Сборка с натягом не допускается. Перед сваркой фланцевое соединение
трубопровода следует разобрать.
14.5.33 При сборке люков и
штуцеров с обечайками или днищем аппарата, а также при сборке фланцев с
патрубками люков или штуцеров необходимо соблюдать следующие требования:
- позиционное отклонение осей
штуцеров и люков не должно быть более ±10 мм;
- оси отверстий для болтов и
шпилек фланцев не должны совпадать с главными осями сосудов и должны располагаться
симметрично относительно этих осей, при этом отклонение от симметричности не
должно быть более ±5°;
- отклонение по высоте
(вылету) штуцеров не должно быть более ±5 мм.
14.5.34 Сборка штуцеров
(люков) с корпусом (днищем) сосуда или аппарата осуществляется на прихватках
или при помощи временных технологических креплений.
14.5.35 Размер и количество
прихваток при сборке патрубков с обечайками или днищем выбираются в зависимости
от наружного диаметра патрубка в соответствии с таблицей 4.
Таблица 4 - Размер и количество прихваток в зависимости от
наружного диаметра патрубка
|
Диаметр
патрубка, мм
|
Количество
прихваток (не менее)
|
Длина
прихваток (не менее), мм
|
|
до
200
|
2-3
|
30-50
|
|
200-500
|
3
|
50-70
|
|
500-700
|
3
|
60-100
|
14.5.36
Штуцера, бобышки и трубы условным проходом до 32 мм рекомендуется закреплять
одной прихваткой.
14.5.37 Установка укрепляющих
колец должна выполняться после вварки укрепляемого штуцера, а также выполнения
контроля неразрушающими методами сварного соединения штуцера с обечайкой или
днищем.
Укрепляющие кольца должны прилегать к
поверхности укрепляемого элемента. Зазор должен быть не более 3 мм. Зазор
контролируется щупом по наружному диаметру укрепляющего кольца.
14.5.38 Сборка патрубков с
фланцами, а также трубных конструкций осуществляется на прихватках. Размер и
количество прихваток, крепящих собранные стыковые соединения, выбирается в
соответствии с таблицей 5.
Таблица 5 - Размер и количество прихваток при сборке фланцев с
патрубками, а также трубных конструкций
|
Диаметр
патрубка, мм
|
Количество
прихваток (не менее)
|
Длина
прихваток (не менее), мм
|
|
25
|
2
|
18
|
|
50
|
3
|
18
|
|
св.
50 до 100
|
3
|
25
|
|
св.
100 до 200
|
3
|
30-50
|
|
св.
200 до 500
|
3
|
50-70
|
|
св.
500 до 700
|
3
|
60-100
|
14.5.39 При
сборке трубных конструкций отклонение от прямолинейности оси трубы на расстоянии
200 мм от оси кольцевого шва, замеренное в трех равномерно расположенных по
периметру местах, не должно превышать:
- 1,5 мм для сосудов и
аппаратов I группы;
- 2,5 мм для сосудов и
аппаратов остальных групп.
14.5.40 При сборке трубных
конструкций допускается проведение калибровки торцев бесшовных труб диаметром
до 426 мм из углеродистых и низколегированных марганцево-кремнистых сталей, при
этом трубы не должны быть выведены за пределы плюсовых допусков по наружному
диаметру. Перед калибровкой труб деформируемый участок должен быть нагрет до
температуры 250°С.
14.5.41 Не допускается
производить правку конструкций в местах, прилегающих к неподваренным швам.
14.5.42 В процессе прихватки,
приварки временных технологических креплений и сварки при ремонте оборудования
из высоколегированных хромоникелевых сталей околошовная зона основного металла
должна быть покрыта защитным (технологическим) покрытием с целью предупреждения
образования надрывов и трещин в основном металле в местах попадания брызг
расплавленного металла.
В качестве защитного покрытия
рекомендуется использовать молотый каолин, разведенный водой, асбестовую ткань
или листовой асбест. Допускается использование других покрытий, обеспечивающих
защиту околошовной зоны и основного металла от брызг.
Покрытие водным раствором каолина
наносится тонким слоем кистью на поверхность свариваемых деталей на расстоянии
2-3 мм от границы будущего шва. После нанесения защитное покрытие сушится на
воздухе. При температуре окружающего воздуха ниже 0°С каолин следует наносить
на подогретую до 50°С поверхность. По окончании сварки каолиновое покрытие
удаляется водой.
Попадание каолина или асбеста в разделку
сварного соединения не допускается. Наложение валиков на покрытую каолином
поверхность не допускается.
14.5.43 При сборке змеевиков
правка и подгонка стыкуемых кромок путем деформаций стенок трубного элемента
запрещается.
14.5.44 При ремонте змеевиков
прямолинейность и смещение кромок стыкуемых труб проверяются металлической
линейкой длиной 400 мм, прикладываемой в трех местах по окружности стыка. Зазор
между концом линейки, расположенной вдоль оси одной трубы, и другой трубой на
расстоянии 200 мм от стыка не должен превышать 1,5 мм.
14.6.1 При подготовке деталей
под сварку и наплавку контролируется:
- наличие маркировки и/или
документации, подтверждающей приемку полуфабрикатов и деталей службой
технического контроля;
- удаление механическим
способом зоны термического влияния в местах огневой резки;
- отсутствие расслоений,
трещин и др. дефектов на кромках, выборках и прилегающей зоне шириной не менее
50 мм;
- сплошность основного металла
в зонах, прилегающих к кромкам, выборкам, а также в зоне приварки внутренних и
наружных устройств;
- форма и размеры обработки
кромок;
- чистота (отсутствие
визуально наблюдаемых загрязнений, пыли, продуктов коррозии, масла и т.д.)
подлежащих сварке (наплавке) кромок и прилегающих к ним поверхностей, а также
подлежащих неразрушающему контролю участков основного металла.
14.6.2 При сборке деталей под
сварку в соответствии с РД 03-606-03 [17]
контролируются:
- марки и сертификаты
сварочных материалов, предназначенных для выполнения прихваток;
- допуск сварщиков к
выполнению прихваток;
- правильность выбора
материала для изготовления временных технологических креплений и установки
временных технологических креплений;
- правильность сборки и
крепления деталей в сборочных приспособлениях;
- чистота и отсутствие
повреждений кромок и прилегающих к ним поверхностей;
- температура подогрева при
выполнении прихваток;
- качество, размеры и
расположение прихваток;
- величина зазора в
соединениях;
- величина смещения кромок,
перелом осей и плоскостей соединяемых деталей;
- наличие покрытия,
защищающего поверхность металла сосудов и аппаратов из аустенитных сталей от
брызг расплавленного металла в процессе выполнения ручной дуговой сварки
покрытыми электродами.
14.6.3 Качество выполнения
прихваток контролируется визуально-измерительным методом в соответствии с РД
03-606-03 [17].
14.6.4 Места приварки
временных технологических креплений после их удаления контролируются визуально
и цветной дефектоскопией. В случае приварки временных технологических креплений
к сосудам и аппаратам из углеродистых и низколегированных сталей, бывшим в
эксплуатации в средах, содержащих сероводород, дополнительно проводится
контроль сплошности основного металла после удаления временных технологических
креплений ультразвуковой дефектоскопией согласно 14.5.16.
14.6.5 Результаты контроля
подготовки и сборки под ремонтную сварку и наплавку оформляются
соответствующими актами, прикладываемыми к паспорту аппарата вместе с прочей
исполнительной документацией на ремонт.
14.7.1.1 При ремонте и
модернизации сосудов и аппаратов в условиях монтажной площадки применяются
следующие виды сварки:
- ручная дуговая сварка
(наплавка) покрытыми электродами;
- механизированная сварка
плавящимся электродом в среде активных газов (СO2) и
газовых смесях;
- ручная аргонодуговая сварка
неплавящимся электродом.
14.7.1.2 Ручная дуговая сварка
покрытыми электродами рекомендуется для наплавки и сварки всех типов сварных
соединений в любых пространственных положениях при ремонте сосудов и аппаратов
из углеродистых и низколегированных сталей перлитного класса,
высоколегированных сталей ферритного класса, высоколегированных сталей
аустенитно-ферритного класса, высоколегированных сталей аустенитного класса, а
также сочетаний данных сталей между собой.
14.7.1.3 Механизированная
сварка плавящимся электродом в среде активных газов (СO2) и
газовых смесях рекомендуется для сварки всех типов сварных соединений в любых
пространственных положениях при изготовлении и монтаже внутренних и наружных
устройств и металлоконструкций в процессе модернизации и ремонте сосудов и
аппаратов из углеродистых и низколегированных сталей перлитного класса.
14.7.1.4 Ручная аргонодуговая
сварка неплавящимся электродом рекомендуется для сварки корневых проходов
односторонних сварных соединений при ремонте сосудов и аппаратов из
углеродистых и низколегированных сталей перлитного класса, высоколегированных
сталей ферритного класса, высоколегированных сталей аустенитно-ферритного
класса, высоколегированных сталей аустенитного класса, а также сочетаний данных
сталей между собой.
14.7.1.5 Сварка должна
производиться по технологиям, разработанным в соответствии с требованиями
настоящего стандарта.
14.7.1.6 В технологии должны
быть отражены:
- квалификация сварщиков;
- типы выполняемых сварных
соединений;
- используемое сварочное
оборудование;
- сварочные (наплавочные)
материалы и их сортамент;
- пространственное положение
сварки;
- род и полярность сварочного
тока;
- режим сварки применительно к
конкретному сварному соединению;
- порядок наложения валиков
слоев шва или наплавки;
- режим предварительного и
сопутствующего подогрева;
- условия пребывания сварных
соединений (наплавок) с момента окончания сварки до начала термической
обработки;
- методы и объем операционного
контроля сварки (наплавки);
- вид термической обработки.
14.7.1.7 Режимы термической
обработки и технология ее выполнения в монтажных условиях должны быть отражены
в специальном технологическом процессе.
14.7.1.8 При выполнении ручной
дуговой сваркой покрытыми электродами двусторонних стыковых и тавровых
соединений со скосом кромок выполнение шва с обратной стороны для обеспечения
полного провара производится после удаления корня шва механическим способом или
воздушно-дуговой строжкой с последующей зачисткой поверхности реза до чистого
металла механическим способом. Контроль полноты удаления дефектов в корне шва
производится визуально и цветной дефектоскопией по ОСТ
26-5.
При подварке корня шва аргонодуговой
сваркой удаления корня шва не требуется перед выполнением шва с обратной
стороны.
14.7.1.9 Основные требования к
технологии ручной дуговой сварки и механизированной сварки плавящимся
электродом в среде активных защитных газов при ремонте и модернизации сосудов и
аппаратов рассмотрены ниже в соответствующих разделах с учетом положений РД
26-8-87 [18]
и РД 26-17-77-87 [19].
14.7.1.10 Особенности
технологии сварки высоколегированных хромоникелевых аустенитных и хромистых
ферритных сталей, а также разнородных сталей рассмотрены с учетом положений ОСТ 26.260.3,
РТМ 26-298-78 [20]
и РТМ 26-378-81 [21].
14.7.1.11 Технологии, не
регламентированные к применению настоящим стандартом, должны пройти экспертизу
ТУ и квалификационные испытания в соответствии с требованиями СТО
Газпром 2-3.5-046.
14.7.2 Температурные
условия выполнения ремонтной сварки, предварительный и сопутствующий подогрев
14.7.2.1 При выполнении
сварочных работ на открытой площадке сварщик и место сварки должны быть
защищены от непосредственного воздействия ветра и атмосферных осадков.
14.7.2.2 При отрицательной
температуре окружающего воздуха сварка при ремонте сосудов и аппаратов должна
выполняться с предварительным и сопутствующим подогревом в соответствии с
требованиями таблицы 6.
Если в процессе сварки произошло снижение
температуры ниже допустимой, необходимо завершить сварку стыка согласно
технологии. Начинать сварку новых швов не допускается.
14.7.2.3 Для предотвращения
образования трещин в сварных швах при отрицательной температуре окружающего
воздуха следует избегать перерывов в работе до полного заполнения разделки по
всему сечению.
14.7.2.4 При отрицательной
температуре воздуха свариваемые кромки и прилегающие к ним поверхности на
ширине не менее 100 мм по обе стороны разделки непосредственно перед сваркой
следует очистить от снега, льда, инея протереть чистой ветошью, а затем просушить
путем нагрева пламенем горелки до температуры 50°С-60°С.
14.7.2.5 При выполнении на
открытых площадках воздушно-дуговой и кислородной резки следует также
руководствоваться указаниями таблицы 6.
14.7.2.6 Ремонтные сварные
соединения, которые при положительной температуре свариваются с подогревом и
подлежат послесварочной термической обработке, при отрицательной температуре
должны быть подвергнуты термообработке непосредственно после сварки; перерыв
между сваркой и термообработкой допускается при условии поддержания в это время
в стыке температуры сопутствующего подогрева.
Таблица 6 - Температура окружающего воздуха при сварке сосудов
|
Марка
|
Температура
окружающего воздуха при сварке металла толщиной
|
|
не
более 16 мм
|
более
16 мм
|
|
Ст3пс, Ст3сп,
10, 20, 20К, 16ГС, 17ГС, 09Г2С, 10Г2, 20ЮЧ
|
Ниже
0°С до минус 20°С сварка без подогрева
|
Ниже
0°С до минус 20°С* сварка с подогревом до 100°С-200°С
|
|
При температуре
ниже минус 20°С сварка с подогревом до 100°С-200°С
|
|
12ХМ, 12МХ,
15ХМ
|
Ниже
0°С до минус 10°С* сварка с подогревом до 250°С-350°С
|
|
15Х5М, 12Х1МФ
|
Не
ниже 0°С
|
|
08Х18Н10Т,
12Х18Н10Т, 08Х17Н13М2Т, 10Х17Н13М3Т
|
Ниже
0°С до минус 20°С* сварка без подогрева
|
|
*
При температуре, ниже указанной, сварка не допускается.
|
14.7.2.7
Необходимость и минимальная температура предварительного и сопутствующего
подогрева при ремонтной сварке в зависимости от марки стали и толщины
свариваемого металла устанавливается в соответствии с таблицей 7.
В случаях, не предусмотренных в таблице
7, необходимость и температуру подогрева при ремонтной сварке следует
согласовать с разработчиком настоящего документа.
14.7.2.8 Максимальная
температура подогрева не должна превышать минимально установленную более чем на
150°С.
14.7.2.9 При сварке сталей
различных марок минимальная температура подогрева принимается по стали, для
которой предусмотрен подогрев при более высокой температуре.
14.7.2.10 При сварке деталей
различной толщины температура подогрева принимается с учетом толщины наиболее
толстой детали.
14.7.2.11 Предварительный и
сопутствующий подогрев свариваемых кромок осуществляется электрическими,
газовыми или другими нагревательными устройствами, обеспечивающими подогрев
металла по всей длине ремонтного сварного соединения.
14.7.2.12 При сварке с
подогревом температуру необходимо контролировать в течение всего процесса
подогрева и сварки.
14.7.2.13 При сварке с
подогревом и последующей термической обработкой без перерыва между ними
температуру необходимо контролировать с помощью автоматических самопишущих
потенциометров.
Таблица 7 - Минимальная температура предварительного и
сопутствующего подогрева при выполнении ремонтной сварки
|
Марка
стали свариваемых деталей
|
Номинальная
толщина свариваемых деталей, мм
|
Минимальная
температура подогрева, °С
|
|
Ст3пс,
Ст3сп, 10, 20, 20К
|
До
60 включительно
|
Подогрев
не требуется
|
|
Свыше
60
|
100
|
|
16ГС,
17ГС, 09Г2С, 10Г2, 20ЮЧ
|
До
30 включительно
|
Подогрев
не требуется
|
|
Свыше
30
|
150
|
|
|
До
10 включительно
|
Подогрев
не требуется
|
|
12МХ,
12ХМ, 15ХМ
|
Свыше
10 до 30 включительно
|
150
|
|
12Х1МФ
|
Свыше
30
|
200
|
|
До
6
|
Подогрев
не требуется
|
|
Свыше
6 до 30 включительно
|
200
|
|
Свыше
30
|
250
|
|
15Х5М
|
Любая
|
250
|
|
08X13
|
До
6 включительно
|
Подогрев
не требуется
|
|
Свыше
6
|
100
|
14.7.3 Ручная дуговая сварка покрытыми электродами
14.7.3.1 Род тока, полярность
и режим ручной дуговой сварки покрытыми электродами определяются по данным
паспорта на электроды в зависимости от пространственного положения сварного
шва.
14.7.3.2 Зажигание дуги должно
производиться на поверхности разделки или выборки металла или на ранее
наплавленном металле.
14.7.3.3 Перед гашением дуги
сварщик должен заплавить кратер частыми короткими замыканиями электрода или
путем отвода конца электрода на 15-20 мм в противоположную сторону.
14.7.3.4
Места начала и окончания сварки не должны совпадать, смещение их друг от друга
в каждом из последующих слоев составляет 20-25 мм.
14.7.3.5
При смене электрода или случайных обрывах дуги сварку следует возобновлять,
отступив 15-20 мм назад от кратера и предварительно очистив это место от шлака
и окалины.
14.7.3.6 При послойном
заполнении разделки после наложения каждого слоя сварщиком производится
зачистка кромок и поверхности наплавленного металла от шлака и брызг
механическим способом (металлической щеткой, абразивным инструментом и т.д.) со
100 %-ным визуальным контролем. При этом обнаруженные дефекты исправляются в
процессе сварочной операции.
14.7.3.7 Выпуклость сварных
швов должна быть зачищена механическим способом с плавным переходом от металла
шва к основному металлу и удалением концентраторов напряжений (подрезов,
чешуйчатости и т.д.).
14.7.3.8 Швы угловых и
тавровых соединений (без разделки кромок) катетом до 8 мм следует выполнять в
один проход.
14.7.3.9 Однопроходная сварка
стыковых швов длиной до 300 мм выполняется от начала до конца на проход швов
длиной от 300 до 1000 мм - от середины к концам или обратно-ступенчатым
способом, швов длиной более 1000 мм - обратноступенчатым способом, как показано
на рисунке 22. Длина каждого участка при сварке обратноступенчатым способом
должна быть равна 100-300 мм.
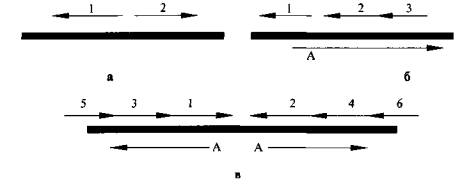
а -
от середины к концам при длине шва 300-1000 мм;
б -
обратноступенчатым способом при длине шва 300-1000 мм;
в -
обратноступенчатым способом при длине шва свыше 1000 мм;
1,
2, 3, ... - направление и последовательность сварки участков;
А -
основное направление сварки шва.
Рисунок 22 - Техника выполнения
однопроходных стыковых швов различной протяженности ручной дуговой сваркой
покрытыми электродами
14.7.3.10 При многослойной сварке стыков
применяются следующие способы заполнения швов:
- секциями;
- каскадом;
- горкой.
Техника выполнения многопроходных
стыковых швов ручной дуговой сваркой покрытыми электродами показана на рисунке
23.
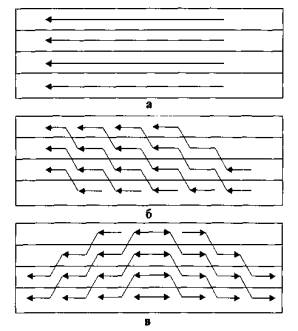
а -
секциями; б - каскадом; в - горкой
Рисунок 23 - Техника выполнения
многопроходных стыковых швов ручной дуговой сваркой покрытыми электродами
14.7.3.11 Многопроходная сварка должна
выполняться ниточными валиками шириной не более 3 dэл., высота единичного валика (dЭЛ + 1),
где dЭЛ -
диаметр электрода, равный 3-4 мм. Каждый последующий валик должен перекрывать
предыдущий на 1/3 ширины. При ширине разделки менее 12 мм заварка одного слоя
выполняется за один проход. При увеличении ширины разделки количество проходов
в одном слое соответственно увеличивается.
14.7.3.12 При ручной дуговой
сварке прихватку и сварку первых одного-двух слоев следует производить электродами
диаметром не более 3 мм.
14.7.3.13 Форма и размеры
швов, выполненных ручной дуговой сваркой, должны соответствовать ГОСТ
5264 и ГОСТ
11534. В стыковых соединениях допускается не исправлять сварные швы, если
отклонение их размеров (ширины и высоты) составляет не более 30 % от указанных
в стандартах.
14.7.4.1 Механизированная
сварка плавящимся электродом (полуавтоматическая сварка) в среде активных газов
(СO2) и
газовых смесях выполняется на постоянном токе обратной полярности.
14.7.4.2 Процесс сварки в СO2
сопровождается повышенным разбрызгиванием (до 15 %) электродного металла.
Брызги засоряют сопло, что может вызвать нарушение защиты зоны сварки и
пористость металла шва, привариваются к основному металлу и требуют его
последующей зачистки.
14.7.4.3 Процессу сварки в СO2
свойственны узкое и глубокое проплавление основного металла, препятствующее
хорошей дегазации металла шва и способствующее образованию горячих трещин,
выпуклость шва с более резким переходом к основному металлу, чем при ручной
дуговой сварке покрытыми электродами.
14.7.4.4 Процессы сварки в
смесях Аr + 20 % СO2 характеризуются струйным переносом электродного
металла практически без потерь на разбрызгивание и плавным переходом выпуклости
шва к основному металлу.
14.7.4.5 Процессы сварки в
смесях газов на основе аргона обеспечивают наиболее высокое качество сварных
соединений и расширяют возможности применения менее легированных сварочных
проволок, таких как Св-08ГС.
14.7.4.6 Для сварки в смесях
газов применяются те же сварочные проволоки, что и для сварки в СO2.
14.7.4.7 Сварка в защитных
газах проволоками диаметром от 0,8 до 1,4 мм производится во всех
пространственных положениях.
14.7.4.8 Сварку в защитных
газах следует производить возможно более короткой дугой. Увеличение длины дуги
ухудшает условия ее защиты, увеличивает разбрызгивание электродного металла и
выгорание легирующих элементов, что может привести к пористости металла шва.
14.7.4.9 Участки основного
металла, непосредственно прилегающие к шву, целесообразно покрывать защитными
аэрозольными средствами или молотым мелом, каолином, разведенными на воде, либо
другим покрытием, препятствующим налипанию брызг. При использовании защитных
покрытий необходимо принять меры, исключающие их попадание на свариваемые
кромки.
14.7.4.10 При сварке в
защитных газах положение горелки и ее размещение должны обеспечивать
устойчивость процесса, надежность газовой защиты сварочной ванны от воздуха,
оптимальную форму шва, возможность наблюдения за процессом сварки.
14.7.4.11 Сварку в нижнем
положении можно производить в направлении слева направо «углом назад» или
справа налево «углом вперед», как показано на рисунках 24 а и 24 б соответственно.
14.7.4.12 Сварку вертикальных
швов при толщине металла до 3 мм включительно рекомендуется производить сверху
вниз, а при толщине металла свыше 3 мм - снизу вверх. При сварке сверху вниз
наклон горелки составляет от 35° до 40° (рисунок 24 в), при сварке снизу вверх
- от 45° до 50° (рисунок 24 г).

 - направление сварки;
- направление сварки;
а -
сварка в нижнем положении в направлении слева направо «углом назад»;
б -
сварка в нижнем положении в направлении справа налево «углом вперед»;
в -
сварка вертикальных швов сверху вниз;
г -
сварка вертикальных швов снизу вверх;
д -
сварка горизонтальных швов
Рисунок 24 - Положение сварочной горелки
при механизированной сварке плавящимся электродом в среде активных газов (СO2) и газовых смесях
Рекомендуемые схемы перемещения конца
сварочной проволоки при сварке в защитных газах приведены на рисунке 25.
14.7.4.13 Сварку
горизонтальных швов следует производить с направлением электродной проволоки
снизу вверх, как показано на рисунке 24 д.
14.7.4.14 Сварку потолочных
швов рекомендуется выполнять при положении электрода «углом назад». Сварку
стыковых швов при этом следует производить с наибольшими поперечными
колебаниями сварочной горелки.
14.7.4.15 При сварке
однослойных стыковых швов и первого слоя многослойных швов горелку вдоль шва рекомендуется
перемещать поступательно без поперечных колебаний при зазоре от 0 до 0,5 мм и
возвратно-поступательно с поперечными колебаниями при зазоре свыше 0,5 мм.
Второй и следующие проходы выполняются только с поперечными колебаниями.
14.7.4.16 Количество проходов по ширине
шва (в одном слое шва) должно устанавливаться с учетом ширины разделки кромок
соединения:
- при ширине менее 20 мм один
слой следует выполнять за один проход;
- при ширине более 20 мм
количество проходов в слое следует увеличивать.
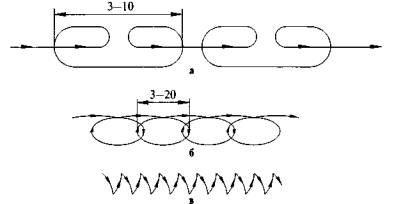
а -
возвратно-поступательное; б - по вытянутой спирали; в - с поперечными
колебаниями
Рисунок 25 - Схемы перемещения электрода
при сварке в защитных газах
14.7.4.17 При сварке жестких
конструктивных элементов большой толщины первый валик рекомендуется выполнять
выпуклым швом во избежание образования в нем трещин.
14.7.4.18 По окончании сварки
обрывать дугу следует после заплавления кратера шва, кратер первого прохода
швов стыковых соединений с разделкой кромок при сварке проволокой диаметром от
1,4 до 2,0 мм следует выводить на кромку основного металла.
14.7.4.19 При сварке угловых
швов сварочная проволока должна быть отклонена от вертикальной стенки на угол
от 30° до 45°. Рекомендуется выполнять движение горелки при сварке угловых швов
по вытянутой спирали. На токах ниже 400 А угловые швы рекомендуется выполнять
«углом вперед».
14.7.4.20 Сварку швов большой
протяженности рекомендуется выполнять обратно-ступенчатым способом с длиной
участка от 1,0 до 1,5 м.
14.7.4.21 При многопроходной
сварке наложение каждого последующего слоя шва должно производиться после
зачистки предыдущего.
14.7.4.22 Во избежание больших
сварочных напряжений в первую очередь рекомендуется выполнять в свободном для
деформации состоянии стыковые швы, затем остальные стыковые швы и в последнюю
очередь - угловые.
14.7.4.23 Выбор диаметра сварочной
проволоки в зависимости от толщины свариваемого металла рекомендуется
производить в соответствии с таблицей 8.
Таблица 8 - Выбор диаметра сварочной проволоки при
механизированной сварке
|
Толщина
свариваемого металла, мм
|
Диаметр
сварочной проволоки, мм
|
|
До
2 включительно
|
0,8-1,0
|
|
Свыше
3 до 5 включительно
|
1,0-1,2
|
|
Свыше
4 до 8 включительно
|
1,2-1,4
|
|
Свыше
6 до 12 включительно
|
1,4-1,6
|
|
10
и более
|
1,6-2,0
|
14.7.4.24 Рекомендуемый
диапазон режимов сварки в зависимости от диаметра сварочной проволоки и
пространственного положения шва приведен в таблице 9.
Таблица 9 - Рекомендуемые
параметры режима механизированной сварки плавящимся электродом в среде активных
газов (СО2) и газовых смесях
|
Диаметр
сварочной проволоки, мм
|
Пространственное
положение шва
|
Вылет
электрода, мм
|
Расход
защитного газа, л/мин
|
|
нижнее
|
вертикальное
и горизонтальное
|
потолочное
|
|
Режимы сварки
|
|
сварочный
ток, А
|
напряжение
дуги, В
|
сварочный
ток, А
|
напряжение
дуги, В
|
сварочный
ток, А
|
напряжение
дуги, В
|
|
0,8
|
50-120
|
17-20
|
50-110
|
17-19
|
50-100
|
16-18
|
6-10
|
8-10
|
|
1,0
|
50-180
|
20-23
|
50-170
|
20-22
|
50-120
|
17-20
|
7-12
|
8-10
|
|
1,2
|
120-260
|
21-24
|
110-180
|
21-23
|
110-170
|
19-21
|
8-12
|
8-10
|
|
1,4
|
130-350
|
21-25
|
120-200
|
21-23
|
120-180
|
19-21
|
10-14
|
10-13
|
|
1,6
|
150-420
|
21-28
|
-
|
-
|
-
|
-
|
12-18
|
13-16
|
|
2,0
|
200-500
|
26-34
|
-
|
-
|
-
|
-
|
14-20
|
13-16
|
14.7.4.25
При сварке угловых соединений с наружной стороны швов, выполняемых в
вертикальном и потолочном положениях, для повышения надежности газовой защиты
расход газа рекомендуется увеличивать на 10 %.
14.7.4.26 Для обеспечения
качественной защиты необходимо принять меры по исключению сквозняков в зоне
сварки. Необходимо следить, чтобы расстояние от сопла горелки до поверхности
свариваемой детали не превышало 25 мм.
14.7.4.27 Форма и размеры
швов, выполненных механизированной сваркой плавящимся электродом в среде
активных газов и газовых смесях, должны соответствовать ГОСТ
14771 и ГОСТ
23518. В стыковых соединениях допускается не исправлять сварные швы, если
отклонение их размеров (ширины и высоты) составляет не более 30 % от указанных
в стандартах.
14.7.5.1 Ручная аргонодуговая сварка
неплавящимся (вольфрамовым) электродом осуществляется на постоянном токе прямой
полярности.
Рекомендуемые параметры режима ручной
аргонодуговой сварки приведены в таблице 10. Расход аргона должен составлять
6-10 л/мин.
Таблица 10 - Рекомендуемые параметры режима ручной аргонодуговой
сварки
|
Толщина
стенки, мм
|
диаметр
сварочной проволоки, мм
|
диаметр
вольфрамового электрода, мм
|
Сила
сварочного тока, А
|
Напряжение
на дуге, В
|
|
1
|
без
присадки
|
2,0
|
70-80
|
10-11
|
|
1,2
|
80-100
|
|
2
|
без
присадки
|
2,0
|
90-100
|
|
1,6
|
100-120
|
|
3
|
без
присадки
|
2,0
|
90-100
|
|
2,0
|
100-120
|
|
4
|
без
присадки
|
2,0
3,0
|
90-100
|
|
2,0-3,0
|
100-160
|
14.7.5.2 Для
улучшения условий возбуждения дуги и повышения ее стабильности рекомендуется:
- затачивать конец
вольфрамового электрода на конус длиной, равной 3-4 диаметрам электрода;
- разогревать электрод на
графитовой или стальной пластине непосредственно перед сваркой;
- применять осциллятор.
14.7.5.3 Длина вольфрамового
электрода, выступающего из сопла, не должна превышать 5 мм, а вылет
вольфрамового электрода из мундштука горелки должен быть в пределах от 10 до 12
мм.
14.7.5.4 Горелка при ручной
аргонодуговой сварке располагается так, чтобы хорошо просматривались сварочная
ванна и формирование шва.
14.7.5.5 Сварка может
выполняться с применением присадочной проволоки или без нее. Присадочный пруток
следует располагать под углом 90° к оси мундштука горелки, при этом угол между
присадочным прутком и поверхностью свариваемого изделия должен составлять
15°-20°. Присадочная проволока должна подаваться в сварочную ванну навстречу
движению горелки.
14.7.5.6 Угол между осью вольфрамового
электрода и поверхностью свариваемого изделия должен составлять от 75° до 80°,
а сварочная горелка должна быть наклонена в сторону, противоположную
направлению сварки.
14.7.5.7 Вводить в зону сварки
присадочный пруток следует равномерно, без рывков и поперечных колебаний.
Допускаются возвратно-поступательные перемещения присадочной проволоки без
вывода ее из зоны защитного газа.
14.7.5.8 После окончания
сварки разогретый конец присадочной проволоки необходимо держать под газовой
защитой до потемнения металла. Окисленный (черный) конец проволоки необходимо
удалить.
14.7.5.9 При выполнении
первого прохода с полным проплавлением, сварке тонкого металла, по отбортовке
рекомендуется применять сварку без присадочного металла. В этом случае условия
эксплуатации определяются маркой свариваемой стали.
14.7.5.10 Если сварка
выполняется без присадки или по уложенной на стык присадке, электрод следует
держать перпендикулярно к поверхности изделия или с небольшим наклоном от себя
настолько, чтобы был виден конец вольфрамового электрода.
14.7.5.11 Сварка потолочных
швов выполняется «углом вперед», вертикальных - снизу вверх.
14.7.5.12 При односторонней
сварке «на весу» с обратным формированием шва сварку корневого валика следует
выполнять короткой дугой, чтобы размеры сварочной ванны были минимальными.
14.7.5.13 Сварку следует
выполнять узкими швами, ширина сварочной ванны не должна превышать внутренний
диаметр сопла горелки.
14.7.5.14 Сварку швов
протяженностью более 0,3-0,4 м рекомендуется выполнять обратно-ступенчатым
способом.
14.7.5.15 Кратеры должны быть
тщательно заплавлены. Заварку кратеров рекомендуется производить при некотором
увеличении скорости сварки и длины дуги. Кратер необходимо выводить на ранее
наплавленный металл шва и заплавлять за счет расплавленной присадочной
проволоки.
14.7.5.16 Гашение дуги при
ручной аргонодуговой сварке следует производить специальными устройствами,
плавно или ступенчато уменьшающими сварочный ток в конце сварки. Допускается
гашение дуги осуществлять путем увеличения длины дуги при увеличении скорости
сварки.
14.7.5.17 Вольфрамовый
электрод следует осматривать перед выполнением каждого прохода сварного шва и
заменять или производить заточку при обнаружении разрушения или загрязнений.
14.7.5.18 Подачу аргона из
горелки необходимо начинать на 15-20 с раньше момента зажигания дуги и
прекращать через 10-15 с после обрыва дуги. В течение этого времени необходимо
направлять струю аргона на кратер.
14.7.5.19 В целях надежной
защиты сварочной ванны корневого слоя и при наличии требования по обратному
формированию шва при сварке трубопроводов следует устанавливать заглушки с
подачей инертного газа внутрь полости.
14.7.5.20 Каждый
технологический слой, особенно кратер, перед наложением последующего необходимо
осмотреть на предмет обнаружения «горячих» трещин.
14.7.6.1
В соответствии с классификацией сталей на
классы в зависимости от структуры по ОСТ 26
291 к высоколегированным хромоникелевым сталям аустенитного класса
относятся стали 08X18Н10Т, 12Х18Н9Т, 12Х18Н10Т, 10Х17Н13М2Т, 08Х17Н15М3Т.
14.7.6.2 Основные особенности
сварки высоколегированных сталей связаны:
- с возможностью повышенного
коробления сварных конструкций, что является следствием более низкой
теплопроводности и большим, в среднем в 1,5 раза, коэффициентом термического
расширения (в диапазоне температур от 0°С до 850°С) по сравнению с
углеродистыми сталями;
- с образованием горячих
(кристаллизационных) трещин в металле шва;
- с необходимостью применения
сталей и сварных соединений с аустенитной структурой для конструкций,
работающих при температурах ниже минус 100°С, так как наличие феррита в
структуре металла шва в условиях нагружения при низкой температуре ведет к
снижению пластичности и охрупчиванию металла.
14.7.6.3 Для уменьшения
сварочных деформаций при сварке высоколегированных сталей необходимо:
- увеличить длину прихваток и
уменьшить расстояние между ними в 1,5-2 раза по сравнению с теми же параметрами
постановки прихваток в соединениях углеродистых и низколегированных сталей;
- производить сварку на
режимах, которые характеризуются большими скоростями сварки, короткой дугой и
минимально возможными токами;
- при выполнении сварки в
несколько слоев после каждого слоя сварку следует прекратить и дать остыть
металлу до 100°С;
- длинные швы разбивать на
участки и сваривать их в такой последовательности, чтобы коробление было
минимальным (от середины к краям, обратноступенчатым способом и т.п.);
- по возможности применять
симметричные разделки кромок;
- при сварке корневых проходов
вертикальных сварных швов с Х-образной разделкой кромок аустенитными
электродами сварку рекомендуется выполнять одновременно двум сварщикам с двух
сторон по методу «дуга в дугу». При выполнении первого прохода расстояние между
дугами по вертикали должно равняться от 10 до 20 мм;
- при сварке горизонтально
расположенных швов с Х- или V-образной
разделкой при выполнении первого прохода также рекомендуется использовать метод
сварки «дуга в дугу». При этом дуга сварщика, выполняющего шов в нижнем
положении, на 10-20 мм должна отставать от дуги сварщика, выполняющего шов в
потолочном положении;
- если позволяет конструкция,
при сборке применять метод обратных деформаций.
14.7.6.4 Для борьбы с горячими
трещинами при сварке:
- применяются сварочные
материалы, позволяющие получить сварные швы, обладающие аустенито-ферритной
структурой с содержанием феррита более 2 %;
- ручную дуговую и аргонодуговую
сварку следует выполнять при минимальной длине дуги, без поперечных колебаний
конца электрода, усиленными валиками;
- кратеры швов тщательно
заплавлять до получения выпуклого мениска или вышлифовывать. Выводить кратеры
на основной металл запрещается;
- в случае вынужденного обрыва
дуги до ее повторного возбуждения следует обязательно убедиться в отсутствии
горячей кратерной трещины, при наличии трещины кратер удалить механическим
способом, при этом зажигание дуги после перерыва сварки производится на
расстоянии 10-15 мм от кратера ранее выполненного шва;
- при разработке конструкции
ремонтных сварных соединений из аустенитных сталей во всех возможных случаях
заменять угловые и тавровые сварные соединения стыковыми;
- сварщики, допускаемые к
сварке аустенитных сталей, должны быть обучены навыкам борьбы с горячими
трещинами.
14.7.6.5 При ремонте
оборудования, эксплуатируемого при температурах ниже минус 60°С, необходимо
зачищать сварные швы, чтобы они имели минимальную выпуклость и плавные
очертания (без подрезов, рисок и др.) с целью исключения возможности
возникновения концентрации напряжений. Минимальное расчетное сечение сварных
швов после зачистки не должно быть нарушено. Западание между валиками сварного
шва должно быть не более 0,8 мм.
14.7.6.6 При ремонте
теплообменного оборудования, эксплуатируемого при температурах ниже минус 60°С,
галтели и места соединения трубных решеток толщиной 60 мм и выше с обечайками
должны быть обработаны механическим способом (при этом шероховатость
поверхности должна быть не более Ra 12,5 мкм по ГОСТ
2789) и проверены на отсутствие дефектов поверхностного характера цветной
дефектоскопией.
14.7.7.1 При ремонтной сварке
хромистой стали 08X13 ферритного класса следует учитывать отличительные
особенности данной марки стали:
- высокий порог хладноломкости
стали, находящийся обычно в области положительных температур;
- склонность к значительному
охрупчиванию (дополнительному повышению порога хладноломкости) в околошовной
зоне;
- низкая пластичность и
вязкость металла шва, выполненного сварочными материалами аналогичного со
сталью химического состава;
- невозможность устранения
охрупчивания термической обработкой.
14.7.7.2 Во избежание
образования трещин сварку, гибку, правку и все операции, связанные с
приложением ударных нагрузок, следует выполнять с подогревом до 150°С-250°С.
14.7.7.3 Чтобы не допустить
растрескивания в зоне термического влияния, шлак обивают при температуре
100°С-150°С.
14.7.7.4 Температура подогрева
(охлаждения) сварных конструкций контролируется приварными термопарами
(термощупами), термокарандашами и термокрасками.
Замеры температуры производятся в пределах
зоны равномерного нагрева на расстоянии не менее 100 мм от свариваемых кромок.
14.7.7.5 Ручную дуговую сварку
выполняют на короткой дуге без поперечных колебаний электрода.
14.7.8.1 Под разнородными сталями
понимаются стали различных структурных классов, а также одного структурного
класса, требующие применения различных марок (типов) сварочных материалов или
условий сварки (подогрев, термическая обработка и т.д.). Классификация сталей в
зависимости от химического состава и структуры представлена в таблице 11.
Таблица 11 - Подразделение сталей на классы
|
Класс
стали
|
Марка
стали
|
|
Углеродистый
|
Ст3пс,
Ст3сп, 10, 20, 20К, 20ЮЧ
|
|
Низколегированный
марганцовистый, марганцевокремнистый
|
16ГС,
17ГС, 09Г2С, 10Г2
|
|
Низколегированный
хромомолибденовый, хромомолибденованадиевый
|
15ХМ,
12Х1МФ
|
|
Мартенситный
|
15Х5М,
15Х5МУ, 12X13, 20X13
|
|
Ферритный
|
08X13
|
|
Аустенитный
|
08Х18Н10Т,
12Х18Н9Т, 12Х18Н10Т, 10Х17Н13М2Т, 08Х17Н15М3Т
|
14.7.8.2 Под
разнородными сварными соединениями понимаются:
- сварные соединения сталей
различных структурных классов;
- сварные соединения сталей
одного структурного класса различного уровня прочности или легирования;
- сварные соединения сталей
одного структурного класса швами другого структурного класса.
14.7.8.3 Сварные соединения из
разнородных сталей характеризуются наличием структурной, механической и
химической неоднородности, существенно влияющей на технологическую и
эксплуатационную прочность.
14.7.8.4 При сварке
разнородных сталей в слоях шва, примыкающих к основному металлу другого
легирования, за счет проплавления образуются участки переходного состава,
свойства которых могут значительно отличаться от свойств свариваемых сталей. В
зонах сплавления разнородных сталей образуются кристаллизационные прослойки
переходного состава, которые могут иметь мартенситную структуру с высокой
твердостью.
Кроме кристаллизационных прослоек в зоне
сплавления разнородных сталей в процессе сварки, термической обработки и
эксплуатации при повышенных температурах могут образовываться и развиваться
диффузионные прослойки, что может явиться причиной разрушения разнородного
сварного соединения. В результате диффузионного перераспределения углерода
(наиболее подвижного из легирующих элементов в α- и γ-твердых растворах)
в зоне сплавления со стороны менее легированной стали или шва образуется
обезуглероженная мягкая прослойка, а со стороны более легированной -
науглероженная хрупкая зона повышенной твердости.
Степень развития диффузионных прослоек,
их структура, свойства зависят от отношения содержания легирующих активных
карбидообразующих элементов и других легирующих элементов в металле шва и
основном металле, условий сварки, термообработки, температурных условий
эксплуатации.
В зависимости от размеров прослоек и их физико-механических
свойств (твердости, вязкости, прочности и др.) в той или иной степени снижается
работоспособность сварных соединений. Критические значения отмеченных
параметров прослоек могут обусловливать разрушение сварных соединений как при
изготовлении конструкций с разнородными сварными соединениями, так и в процессе
их эксплуатации.
14.7.8.5 Сварные соединения
разнородных сталей, существенно отличающихся по теплофизическим свойствам
(коэффициент линейного расширения, теплопроводность и др.), характеризуются
тем, что в них невозможно снять внутренние напряжения. В таких соединениях
вместо сварочных напряжений после термообработки возникают новые остаточные
напряжения, которые отличаются более неблагоприятным распределением, чем в
состоянии после сварки (например, скачкообразный переход от сжимающих
напряжений к растягивающим, расположение пиков напряжений в области прослоек и
т.п.).
Поэтому технология изготовления таких
конструкций должна предусматривать меры, позволяющие отказаться от термической
обработки, или обеспечивать постепенное либо ступенчатое изменение
теплофизических свойств за счет вставок и выбора сварочных материалов.
14.7.8.6 При выборе
конструкции ремонтных сварных соединений из сталей различных структурных
классов необходимо выполнять следующие требования:
- использование разнородных
сварных соединений на аппаратах, эксплуатируемых в средах, содержащих
сероводород, не допускается, взамен сварных соединений следует применять другие
виды соединений, например фланцевые соединения;
- взамен угловых, тавровых и
нахлесточных соединений следует применять стыковые соединения;
- располагать разнородные
сварные соединения в наименее нагруженных местах конструкции, в зонах
пониженных температур эксплуатации;
- максимально возможно
исключить в области разнородных сварных соединений концентрацию напряжений;
- по возможности исключить
термическую обработку;
- при повышенных температурах
эксплуатации в соединении вводить промежуточные конструктивные элементы из
более стабильных сталей и наплавок с целью ограничения развития хрупких
прослоек;
- в случае проведения
термообработки выбираются сварочные материалы, наплавка кромок, вставки,
обеспечивающие ступенчатое изменение коэффициента линейного расширения;
- если термическая обработка
высоколегированной стали вызывает снижение ее коррозионной стойкости,
конструкцией должна быть предусмотрена возможность термической обработки части
изделия с приваркой переходной части к коррозионно-стойкой стали.
14.7.8.7 Максимальная
температура эксплуатации разнородного сварного соединения не должна быть выше,
чем меньшая из допускаемых для обеих сталей, но не более 550°С, предельная
минимальная температура должна быть не ниже, чем большая из допустимых для
каждой стали.
14.7.8.8 При расчете на
прочность рекомендуется учитывать наличие разнородных сварных соединений.
14.7.8.9 Минимально допустимая
температура окружающего воздуха и подогрев устанавливается с учетом
свариваемости менее технологичной стали, входящей в разнородное сварное
соединение.
14.7.8.10 При сварке между
собой сталей одного структурного класса разных марок следует применять одни из
сварочных электродов, рекомендуемых для сварки любой из этих марок сталей.
14.7.8.11 При сварке
разнородных малоуглеродистых и низколегированных сталей перлитного класса
следует отдавать предпочтение более технологичным сварочным материалам,
которыми, как правило, являются менее легированные, обеспечивающие более низкий
предел прочности и более высокую пластичность. В частности, если для сварки
стали Ст3сп рекомендуются электроды типа Э42А, а для стали 09Г2С - типа Э50А,
то для сварки этих сталей между собой следует применять электроды типа Э42А.
14.7.8.12 При сварке сталей
перлитного класса со сталями аустенитного класса, сварные соединения которых
подлежат термической обработке, следует применять электроды, обеспечивающие
содержание никеля в шве 40 %-60 % (марок АНЖР-1, АНЖР-2).
14.7.8.13 Режимы
предварительного и сопутствующего подогрева, параметры сварки и термической
обработки выбираются с учетом свариваемости менее технологичной стали, входящей
в сварное соединение.
14.7.8.14 При выборе сварочных
материалов для сварки и прихватки разнородных сталей следует руководствоваться
рекомендациями таблиц
В.4 и В.5.
14.7.8.15 При сварке
разнородных высоколегированных коррозионностойких сталей аустенитно-ферритного
и ферритного классов следует применять сварочные материалы, обеспечивающие
аустенитную структуру металла шва с некоторым количеством ферритной фазы за
исключением сварки сталей разной толщины.
14.7.8.16 При сварке
разнородных коррозионностойких сталей, которые существенно отличаются по
толщине (исключая соединения типа трубная решетка-труба), необходимо применять
сварочные материалы, рекомендуемые для сварки более тонкой стали, с учетом
обеспечения коррозионной стойкости сварного шва.
14.7.8.17 При сварке сталей
перлитного и мартенситного классов аустенитными сварочными материалами со
сталями других структурных классов величина проплавления углеродистой и
низколегированной стали должна выбираться с учетом требований, приведенных в
таблице 12.
Таблица 12 - Допустимое максимальное содержание низкоуглеродистой
или низколегированной конструкционной стали (степень проплавления) в металле
шва разнородного соединения
|
Предельное
содержание конструкционной стали в металле шва, %
|
Тип
электрода по ГОСТ
10052
|
Марка
электрода
|
|
30
|
Э-10Х25Н13Г2
|
ОЗЛ-6,
ЗИО-8
|
|
45
|
Э-11Х15Н25М6АГ2
|
ЭА-395/9,
НИАТ-5
|
|
10Х25Н25М3Г2
|
АНЖР-3У
|
|
60
|
08Х24Н60М10Г2
|
АНЖР-1
|
|
08Х24Н40М7Г2
|
АНЖР-2
|
|
Примечание - без индекса «Э» даны
условные обозначения типов электродов, не предусмотренных ГОСТ
10052.
|
Степень проплавления
определяется в лабораторных условиях при подборе режима сварки, в процессе
изготовления сварных конструкций контролируется по твердости шва, которая не
должна превышать 220 НВ, или металлографически, при этом в металле шва, за исключением
узких кристаллизационных прослоек в области сплавления, не должно быть
мартенсита. Допускается измерение твердости производить после термической
обработки, если она предусмотрена.
14.7.8.18 Ручная дуговая
сварка покрытыми электродами разнородных сталей производится, как правило,
аустенитными электродами короткой дугой без поперечных колебаний с целью
уменьшения степени перегрева и проплавления основного металла, на режимах,
обеспечивающих минимальную погонную энергию сварки.
14.7.8.19 Наплавка кромок
выполняется на стали перлитного класса при толщине свариваемого металла более
10 мм. По окончании наплавки производится обработка кромок механическим
способом. Толщина наплавки на кромках после механической обработки должна
составлять (5 ± 1), мм.
14.7.8.20 На не
подкаливающиеся стали производится предварительная многослойная наплавка кромок
электродами типа Э-10Х25Н13Г2 ГОСТ
10052, на подкаливающиеся - электродами типа Э-11Х15Н25М6АГ2 ГОСТ
10052.
14.7.9.1 При наплавке первый слой
рекомендуется выполнять валиками, расположенными перпендикулярно оси корпуса.
Валики в каждом последующем слое должны быть расположены перпендикулярно
относительно валиков в предыдущем слое, как показано на рисунках 26 а и 26 б.
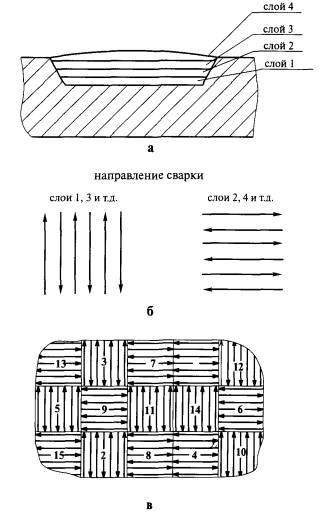
а -
поперечное сечение наплавки;
б -
порядок наложения валиков при наплавке;,
в -
порядок выполнения наплавки большой площади
Рисунок 26 - Порядок наложения валиков при
многослойной наплавке
14.7.9.2 В случае, если площадь
наплавляемого участка превышает 200 см2, наплавка должна выполняться
в следующей последовательности:
- первый слой выполняется
валиками, перпендикулярными оси корпуса;
- последующие слои разбиваются
на квадратные участки со стороной 60-100 мм, каждый из которых наплавляется в
последовательности, показанной на рисунке 26 в.
14.7.9.3 Дефекты округлой формы диаметром
до 40 мм рекомендуется наплавлять по спирали, начиная от центра участка, при
этом второй слой наплавляется также от центра по спирали, но в обратном
направлении.
14.7.9.4 При сварке стыков,
собранных на прихватках, в процессе выполнения корневого шва необходимо
обеспечить полный переплав металла прихваток и зоны основного металла вокруг
прихваток. Для обеспечения переплава металла прихваток подбирается соответствующий
режим сварки корневого прохода и сечение прихваток, при необходимости излишняя
часть металла прихваток удаляется механическим способом.
14.7.9.5 При выполнении
многослойных швов первый корневой валик следует выполнять усиленным во
избежание образования в нем трещин. Корневой поход необходимо накладывать
строго по оси соединения без колебательных движений конца электрода.
14.7.9.6 При сварке
углеродистых и низколегированных сталей без предварительного и сопутствующего
подогрева после выполнения корневого прохода второй проход должен быть начат в
течение 5 минут. После завершения второго прохода сварка следующего прохода
также должна начаться в течение 5 минут.
14.7.9.7 Последовательность
выполнения сварочных работ при ремонте сквозных дефектов, в том числе трещин (рисунок
13), а также при заварке разделок (рисунки
14, 16) зависит
от толщины свариваемого металла, пространственного расположения швов и типа
разделки.
14.7.9.8 При толщине
свариваемых элементов не более 30 мм односторонняя разделка (рисунки
13 а и 13
б, 16 а)
заполняется ручной дуговой сваркой покрытыми электродами, при этом
рекомендуется следующая последовательность выполнения сварочных работ:
- подварка корня шва электродами
диаметром 3,0-3,25 мм;
- заполнение разделки с
образованием выпуклости электродами диаметром 4-5 мм;
- выборка корня шва
механическим способом или огневой строжкой с последующей зачисткой механическим
способом до чистого металла;
- контроль полноты удаления
корня шва визуально-оптическим методом и ЦД;
- заварка корня шва и наплавка
выпуклости.
14.7.9.9 При толщине
свариваемых элементов 30-60 мм односторонняя разделка (рисунки 13
а и 13
б, 16 а)
заполняется ручной дуговой сваркой покрытыми электродами, при этом
рекомендуется следующая последовательность выполнения сварочных работ:
- подварка корня шва
электродами диаметром 3,0-3,25 мм;
- заполнение 1/3 глубины
разделки электродами диаметром 4-5 мм;
- выборка корня шва
механическим способом или огневой строжкой с последующей зачисткой механическим
способом до чистого металла;
- контроль полноты удаления
корня шва визуально-оптическим методом и ЦД;
- заварка корня шва и наплавка
выпуклости электродами диаметром 4-5 мм;
- заварка разделки до полного
заполнения с образованием выпуклости электродами диаметром 4-5 мм.
14.7.9.10 При толщине
свариваемых элементов свыше 60 мм односторонняя разделка (рисунки 13
а, и 13
б, 16 а)
заполняется ручной дуговой сваркой покрытыми электродами, при этом
рекомендуется следующая последовательность выполнения сварочных работ:
- подварка корня шва
электродами диаметром 3,0-3,25 мм;
- заполнение 1/3 глубины
разделки электродами диаметром 4-5 мм;
- выборка корня шва
механическим способом или огневой строжкой с последующей зачисткой механическим
способом до чистого металла;
- контроль полноты удаления
корня шва визуально-оптическим методом и ЦД;
- заварка корня шва и наплавка
выпуклости электродами диаметром 4-5 мм;
- заварка разделки до полного
заполнения с образованием выпуклости электродами диаметром 4-5 мм.
14.7.9.11 При толщине
свариваемых элементов 30-60 мм двусторонняя симметричная разделка (рисунок 13
в) заполняется в вертикальной плоскости ручной дуговой сваркой покрытыми
электродами, при этом рекомендуется следующая последовательность выполнения
сварочных работ:
- подварка корня шва в
вертикальной плоскости электродами диаметром 3,0-3,25 мм;
- заполнение первой разделки с
образованием выпуклости в вертикальной плоскости электродами диаметром 4-5 мм;
- выборка корня шва
механическим способом или огневой строжкой с последующей зачисткой механическим
способом до чистого металла;
- контроль полноты удаления
корня шва визуально-оптическим методом и ЦД;
- заварка корня шва в
вертикальной плоскости электродами диаметром 4-5 мм;
- заполнение второй разделки с
образованием выпуклости в вертикальной плоскости электродами диаметром 4-5 мм.
14.7.9.12 При толщине
свариваемых элементов свыше 60 мм двусторонняя несимметричная разделка (рисунок
13
г) заполняется в вертикальной плоскости ручной дуговой сваркой покрытыми
электродами, при этом рекомендуется следующая последовательность выполнения
сварочных работ:
- подварка корня шва в
вертикальной плоскости со стороны более глубокой разделки электродами диаметром
3,0-3,25 мм;
- заполнение 1/2 глубины более
глубокой разделки в вертикальной плоскости электродами диаметром 4-5 мм;
- выборка корня шва
механическим способом или огневой строжкой с последующей зачисткой механическим
способом до чистого металла со стороны менее глубокой разделки;
- контроль полноты удаления
корня шва визуально-оптическим методом и ЦД;
- заварка корня шва в
вертикальной плоскости электродами диаметром 4-5 мм;
- заполнение менее глубокой
разделки с образованием выпуклости в вертикальной плоскости электродами
диаметром 4-5 мм;
- заварка более глубокой
разделки до полного заполнения с образованием выпуклости в вертикальной
плоскости.
14.7.9.13 Последовательность
сварки патрубков люков и штуцеров с обечайкой (днищем) и укрепляющим кольцом
зависит от пространственного расположения швов.
14.7.9.14 В случае когда
разделка под вварку патрубка с укрепляющим кольцом (рисунок 15
г) находится в горизонтальной плоскости, ручная дуговая сварка покрытыми
электродами выполняется в следующей последовательности:
- подварка корня шва в нижнем
положении электродами диаметром 3,0-3,25 мм;
- заполнение разделки
(укрепляющее кольцо - патрубок) с образованием выпуклости в нижнем положении
электродами диаметром 4-5 мм;
- выборка корня шва
механическим способом или огневой строжкой с последующей зачисткой механическим
способом до чистого металла в потолочном положении;
- контроль полноты удаления
корня шва визуально-оптическим методом и ЦД;
- заварка корня шва
электродами диаметром 4-5 мм;
- заполнение разделки
(обечайка или днище - патрубок) с образованием выпуклости в потолочном
положении электродами диаметром 4-5 мм.
14.7.9.15 В случае, когда
разделка под вварку патрубка с укрепляющим кольцом (рисунок 15
г) находится в вертикальной плоскости, ручная дуговая сварка покрытыми
электродами выполняется в следующей последовательности:
- подварка корня шва в
вертикальном положении внутри аппарата электродами диаметром 3,0-3,25 мм;
- заполнение разделки
(обечайка или днище - патрубок) с образованием выпуклости в вертикальном
положении внутри аппарата электродами диаметром 4-5 мм;
- выборка корня шва
механическим способом или огневой строжкой с последующей зачисткой механическим
способом до чистого металла в вертикальном положении снаружи аппарата;
- контроль полноты удаления
корня шва визуально-оптическим методом и ЦД;
- заварка корня шва в
вертикальном положении электродами диаметром 4-5 мм;
- заварка разделки
(укрепляющее кольцо - патрубок) до полного заполнения с образованием выпуклости
в вертикальном положении снаружи аппарата электродами диаметром 4-5 мм.
14.7.9.16 При отсутствии
доступа к сварному соединению изнутри аппарата применяется комбинированная
сварка односторонним швом в следующей последовательности:
- первый (корневой) слой шва
высотой 2-4 мм выполнить ручной аргонодуговой сваркой неплавящимся электродом с
присадочной проволокой;
- второй слой выполнить ручной
дуговой сваркой покрытыми электродами диаметром 3,0-3,25 мм, последующие слои -
электродами диаметром 4-5 мм до окончательного заполнения разделки.
14.7.9.17 При сварке трубных
конструкций, а также при сварке фланцев с патрубками, когда внутренний диаметр
фланца составляет менее 300 мм, рекомендуется применение комбинированной сварки
(рисунок
16 б) в следующей последовательности:
- подварка корня шва со
стороны разделки аргонодуговой сваркой неплавящимся электродом с присадочной
проволокой;
- второй проход со стороны
разделки ручной дуговой сваркой покрытыми электродами диаметром 3,0-3,25 мм;
- заполнение разделки с
образованием выпуклости ручной дуговой сваркой покрытыми электродами диаметром
4-5 мм.
14.7.9.18 Допускается
выполнение ручной дуговой сваркой сварных соединений трубных конструкций, а
также сварных соединений патрубков с фланцами с внутренним диаметром менее 300
мм (рисунок 16 а) в
следующей последовательности:
- подварка корня шва со
стороны разделки электродами диаметром 3,0-3,25 мм;
- второй проход со стороны
разделки электродами диаметром 3,0-3,25 мм;
- заполнение разделки с
образованием выпуклости снаружи патрубка электродами диаметром 4-5 мм.
14.7.9.19 В случае, когда
внутренний диаметр фланца составляет более 300 мм, ручная дуговая сварка
патрубков с фланцами (рисунок 16
в) выполняется в следующей последовательности:
- подварка корня шва со
стороны разделки электродами диаметром 3,0-3,25 мм;
- второй проход со стороны
разделки электродами диаметром 3,0-3,25 мм;
- заполнение разделки с
образованием выпуклости электродами диаметром 4-5 мм;
- выборка корня шва
механическим способом или огневой строжкой с последующей зачисткой механическим
способом до чистого металла внутри патрубка;
- контроль полноты удаления
корня шва визуально-оптическим методом и ЦД;
- заварка корня шва с
образованием выпуклости внутри патрубка электродами диаметром 4-5 мм, при этом
выпуклость шва не должна превышать 3 мм.
14.7.9.20 Кольцевые швы
патрубков с обечайкой или днищем, находящиеся в нижнем положении, а также
сварные швы патрубков с фланцами и трубных конструкций, находящиеся в горизонтальном
положении, с наружным диаметром до 220 мм свариваются напроход в соответствии с
рисунком 27 а.
14.7.9.21 При сварке одним
сварщиком в нижнем положении кольцевых швов патрубков с обечайкой или днищем, а
также швов патрубков с фланцами и трубных конструкций в горизонтальной
плоскости, с наружным диаметром свыше 220 мм, рекомендуется обратно-ступенчатый
способ наложения валиков согласно рисунку 27 б.
Патрубки и трубы диаметром от 220 до 300
мм необходимо сваривать участками длиной 1/4 окружности стыка, большего
диаметра - участками длиной 200-250 мм.

а -
сварка на проход кольцевых швов диаметром до 220 мм;
б -
сварка обратноступенчатым способом кольцевых швов диаметром свыше 220 мм
1
... 12 - последовательность наложения участков швов;
 - направление сварки.
- направление сварки.
Рисунок 27 - Порядок наложения слоев при
ручной дуговой сварке одним сварщиком в нижнем положении кольцевых швов
патрубков с обечайкой или днищем, а также сварных швов патрубков с фланцами и
трубных конструкций, находящихся в горизонтальной плоскости
14.7.9.22 Сварку в нижнем положении
кольцевых швов патрубков с обечайкой или днищем, а также швов патрубков с
фланцами и трубных конструкций в горизонтальной плоскости, патрубков и труб с
наружным диаметром свыше 220 мм рекомендуется выполнять двумя сварщиками, при
этом порядок наложения валиков первого слоя показан на рисунке 28.
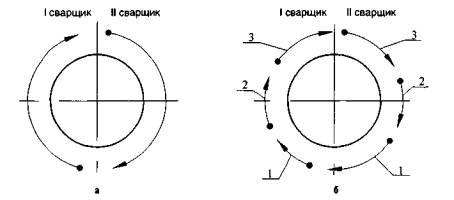
а -
сварка напроход кольцевых швов диаметром до 220 мм;
б -
сварка обратноступенчатым способом кольцевых швов диаметром свыше 220 мм
1
... 12 - последовательность наложения участков швов;
 - направление сварки.
- направление сварки.
Рисунок 28 - Порядок наложения слоев при
ручной дуговой сварке двумя сварщиками в нижнем положении кольцевых швов
патрубков с обечайкой или днищем, а также сварных швов патрубков с фланцами и
трубных конструкций, находящихся в горизонтальной плоскости
При сварке стыков патрубков и труб с
наружным диаметром от 219 до 300 мм сварщики находятся в диаметрально
противоположных точках стыка, каждый из них заваривает участок длиной по 1/2
окружности в соответствии с рисунком 28 а.
При сварке стыков патрубков и труб с
наружным диаметром 300 мм и более первый слой необходимо сваривать
обратноступенчатым способом участками 150-200 мм в соответствии с рисунком 28
б.
Последующие слои следует выполнять, как
показано на рисунке 28 а, соблюдая требования 14.7.3.4
и 14.7.3.5.
14.7.9.23 Сварку кольцевых
швов патрубков с обечайкой или днищем и фланцами, расположенных в вертикальной
плоскости, а также вертикальных неповоротных стыков трубных конструкций следует
выполнять снизу вверх в соответствии с рисунком 29. Сварку последующих слоев в
потолочной части стыка следует начинать, отступив на 20-25 мм от нижней точки,
в соответствии с рисунком 29.
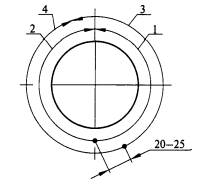
1…4 - последовательность наложения слоев швов;
 - направление сварки.
- направление сварки.
Рисунок 29 - Порядок
наложения слоев при ручной дуговой сварке кольцевых швов патрубков с обечайкой
или днищем и фланцами, расположенных в вертикальной плоскости, а также
вертикальных неповоротных стыков трубных конструкций
14.7.9.24 Порядок наложения
слоев в вертикальной плоскости для патрубков и труб с наружным диаметром до 220
мм включительно показан на рисунке 30 а.
14.7.9.25 Сварку первых трех
слоев в вертикальной плоскости для патрубков и труб с наружным диаметром свыше
220 мм следует выполнять обратноступенчатым способом в соответствии с рисунком
30 б, длина каждого участка слоя должна быть не более 200-250 мм.
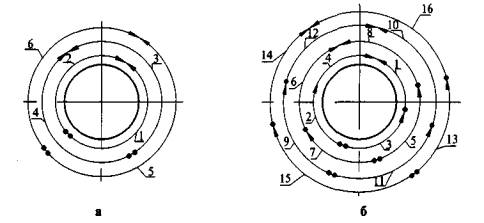
а -
сварка снизу вверх кольцевых швов диаметром до 220 мм;
б -
сварка обратноступенчатым способом кольцевых швов диаметром свыше 220 мм;
1
... 14 - последовательность наложения слоев швов;
 -направление сварки.
-направление сварки.
Рисунок 30 - Порядок наложения слоев при
ручной дуговой сварке кольцевых швов патрубков с обечайкой или днищем и
фланцами, расположенных в вертикальной плоскости, а также вертикальных
неповоротных стыков трубных конструкций в зависимости от наружного диаметра
патрубков и труб
14.7.9.26 Сварку в вертикальной плоскости
патрубков и труб с наружным диаметром свыше 220 мм рекомендуется выполнять
двумя сварщиками, при этом порядок наложения валиков первого слоя показан на
рисунке 31. Первый сварщик начинает сварку от точки А и ведет ее к точке Б;
одновременно второй сварщик ведет сварку от точки Г к точке В.
Далее, первый сварщик (без перерыва)
продолжает вести сварку от точки Б до точки В, а второй сварщик переходит к
сварке участка от точки А к точке Г. Последующие слои накладывают участками
длиной 1/2 окружности трубы одновременно первым и вторым сварщиками с учетом
смещения точки начала сварки в потолочной части стыка.
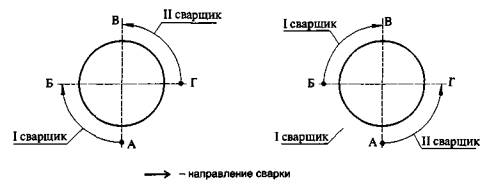
Рисунок 31 - Порядок наложения слоев двумя
сварщиками при ручной дуговой сварке кольцевых швов патрубков с обечайкой или
днищем и фланцами, расположенных в вертикальной плоскости, а также вертикальных
неповоротных стыков трубных конструкций диаметром свыше 220 мм
14.7.9.27 Сварку вставки с корпусом
следует выполнять одним или двумя сварщиками. Последовательность наложения швов
приведена на рисунке 32.
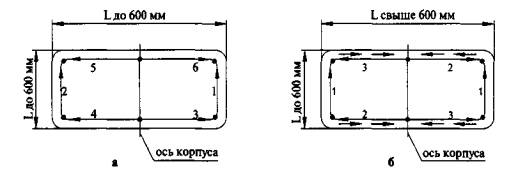
а -
сварка одним сварщиком;
б -
сварки двумя сварщиками одновременно;
 - направление сварки отдельных ступеней;
- направление сварки отдельных ступеней;
 - основное направление сварки;
- основное направление сварки;
Рисунок 32 - Последовательность выполнения
сварных швов при вварке вставки в корпус
14.7.10.1 Все ремонтные сварные швы
подлежат клеймению, позволяющему установить сварщика, выполнявшего эти швы.
14.7.10.2 Клеймо наносится на
расстоянии 20-50 мм от кромки сварного шва с наружной стороны. Если шов с
наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся
только с наружной стороны через дробь:
- в числителе клеймо сварщика,
выполнившего шов с наружной стороны;
- в знаменателе - клеймо
сварщика, выполнившего шов с внутренней стороны.
14.7.10.3 У продольных швов
клеймо наносится в начале и в конце шва на расстоянии 100 мм от кольцевого шва.
На обечайках с продольным швом длиной менее 400 мм допускается ставить одно
клеймо.
14.7.10.4 Для кольцевого шва
клеймо должно выбиваться в месте пересечения кольцевого шва с продольным и
далее через каждые 2 м, при этом должно быть не менее двух клейм на каждом шве.
На кольцевой шов сосудов и аппаратов диаметром менее 700 мм допускается ставить
одно клеймо.
14.7.10.5 Клеймение сварных
швов при толщине стенки элемента не более 4 мм должно производиться
электрографом или несмываемой краской.
14.7.10.6 Место клеймения
заключается в хорошо видимую рамку, выполняемую не смываемой краской.
14.7.10.7 Допускается вместо
клеймения сварных швов прилагать к паспорту сосуда или аппарата схему расположения
швов с указанием фамилий сварщиков и их подписью.
15 Требования к контролю качества сварных соединений
15.1.1 Контроль качества
сварки и наплавки включает предварительный контроль (в том числе входной
контроль сварочных и основных материалов), операционный контроль и приемный
контроль сварных соединений и наплавок.
15.1.2 Для контроля сварных
соединений и наплавок при ремонте сосудов и аппаратов применяются следующие
виды контроля:
- визуально-измерительный
контроль (ВИК);
- капиллярный (цветной) (ЦД)
или магнитопорошковый контроль (МПД);
- ультразвуковой контроль
(УЗК);
- радиографический контроль
(РГК);
- стилоскопирование;
- измерение твердости;
- механические испытания;
- металлографические
исследования;
- определение содержания
ферритной фазы (при входном контроле сварочных материалов);
- испытание на стойкость
против межкристаллитной коррозии;
- гидравлические испытания на
прочность и герметичность;
- контроль герметичности.
15.1.3 Назначение и применение
методов контроля регламентируется настоящим стандартом, учитывающим требования
действующих правил Ростехнадзора, государственной и отраслевой нормативной
документации. Нормы и методы контроля конкретного ремонтного сварного
соединения или наплавки должны быть приведены в технологической документации на
ремонт или в конструкторской документации на модернизацию.
15.1.4 Рекомендуется
осуществлять контрольные операции готового сварного соединения в той
последовательности, в которой они изложены в настоящем разделе. Ультразвуковой
или радиографический контроль следует выполнять после визуального и
измерительного контроля и цветной дефектоскопии и устранения выявленных
наружных дефектов. При этом подлежат удалению и допустимые наружные дефекты,
способные помешать проведению ультразвукового или радиографического контроля.
Специалисты, проводящие неразрушающий контроль, должны быть аттестованы в
соответствии с ПБ
03-440-02 [22].
15.1.5 Отступления от
требований настоящего стандарта в части норм оценки качества ремонтных сварных
соединений и наплавок могут быть допущены только по согласованию с
организациями-разработчиками настоящего стандарта.
15.1.6 Выбор методов контроля
определяется конструктивными особенностями ремонтируемого сосуда или аппарата,
физическими свойствами контролируемого материала и требованиями действующих
правил Ростехнадзора.
15.1.7 В зависимости от
материалов, из которых изготавливаются сосуды и их сварные соединения, должны
применяться сочетания методов контроля, приведенные в таблице
13.
15.1.8 В зависимости от
конструкции ремонтируемого сосуда и сварного соединения (рисунок 33) выбор
методов контроля осуществляется в соответствии с таблицей 14.

№ 1 - сварное
соединение труб с трубной решеткой;
№ 2 - кольцевые
сварные соединения корпуса;
№ 3 - сварное
соединение трубной решетки с фланцем;
№ 4 - продольные
сварные соединения обечаек корпуса и днищ;
№ 5 - сварные
соединения наружных и внутренних устройств с корпусом;
№ 6 - наплавка;
№ 7 - сварные
соединения патрубков штуцеров (с укрепляющими кольцами) с корпусом;
№ 8 - стыковые
сварные соединения патрубков с коваными фланцами;
№ 9 - сварные
соединения труб;
№ 10 - сварные
соединения укрепляющих колец с корпусом и патрубками;
№ 11 - сварные
соединения патрубков штуцеров (без укрепляющих колец) с корпусом;
№ 12 - сварные
соединения плоских фланцев с патрубками;
№ 13 - сварные
соединения трубной решетки с корпусом.
Рисунок 33 - Расположение сварных
соединений на сосудах и аппаратах
15.1.9 УЗК гарантирует
выявление дефектов ремонтных сварных соединений и наплавок сосудов или
аппаратов, изготовленных из углеродистых и низколегированных сталей, в
соответствии с ОСТ 26-2044 (РДИ 38.18.016-94 [25])
при проведении контроля:
- стыковых кольцевых
соединений с толщиной свариваемых элементов не менее 4 мм и с номинальным
наружным диаметром не менее 200 мм;
- стыковых продольных сварных
соединений с толщиной свариваемых элементов не менее 4 мм и с номинальным
наружным диаметром не менее 400 мм;
- угловых и тавровых сварных
соединений, выполненных из плоских и цилиндрических элементов с толщиной не
менее 8 мм и номинальным наружным диаметром корпуса (при вварке штуцеров в
корпус) не менее 800 мм, диаметром штуцера не менее 100 мм при отношении
диаметра штуцера к диаметру корпуса не более 0,5;
- тавровых и нахлесточных
сварных соединений с толщиной свариваемых элементов не менее 8 мм.
Таблица 13 - Рекомендуемые методы
контроля в зависимости от материального исполнения сварного соединения
|
Материалы
|
Методы
контроля
|
|
Сварные
соединения углеродистых и низколегированных марганцовистых и
марганцевокремнистых, а также низколегированных хромомолибденовых и
хромомолибденованадиевых сталей
|
Стилоскопирование
РД 26.260.15-2001 [23]*
|
|
ВИК РД 03-606-03
[17]
|
|
ЦД ОСТ
26-5 или МПД РДИ 38.18.017-94 [24]
|
|
УЗК ОСТ
26-2044 (РДИ 38.18.016-94 [25])
или РГК ОСТ
26-11-03 (РДИ 38.18.020-95 [26])
|
|
Измерение
твердости**
|
|
Механические
испытания
|
|
Металлографические
исследования
|
|
Сварные
соединения сталей мартенситного класса
|
Стилоскопирование
РД 26.260.15-2001 [23]
|
|
ВИК РД 03-606-03
[17]
|
|
ЦД ОСТ
26-5 или МПД РДИ 38.18.017-94 [24]
|
|
УЗК ОСТ
26-2044 (РДИ 38.18.016-94 [25])
или РГК ОСТ
26-11-03 (РДИ 38.18.020-95 [26])
|
|
Измерение
твердости
|
|
Механические
испытания
|
|
Металлографические
исследования
|
|
Сварные
соединения сталей аустенитного и аустенитно-ферритного классов
|
Стилоскопирование
РД 26.260.15-2001 [23]
|
|
ВИК РД 03-606-03
[17]
|
|
ЦД ОСТ
26-5
|
|
РГК ОСТ
26-11-03 (РДИ 38.18.020-95 [26])
или УЗК РД 26-01-128-2000 [27]***
|
|
Испытание на
стойкость против межкристаллитной коррозии****
|
|
Механические
испытания
|
|
Металлографические
исследования
|
|
Сварные
соединения разнородных сталей, а также сварные соединения, выполненные
сварочными материалами, отличающимися по структурному классу от основного
материала (по аустенитному варианту)
|
Стилоскопирование
РД 26.260.15-2001 [23]
|
|
ВИК РД 03-606-03
[17]
|
|
ЦД ОСТ
26-5
|
|
РГК ОСТ
26-11-03 (РДИ 38.18.020-95 [26])
|
|
Измерение
твердости
|
|
Испытание на
стойкость против межкристаллитной коррозии****
|
|
Механические
испытания
|
|
Металлографические
исследования
|
|
*Только швы низколегированных
хромомолибденовых и хромомолибденованадиевых сталей.
**Только швы низколегированных хромомолибденовых и
хромомолибденованадиевых сталей, а также швы и ЗТВ сварных соединений
углеродистых и низколегированных сталей для эксплуатации в средах, содержащих
сероводород.
***Сварные соединения сталей аустенитного и аустенитно-ферритного
классов при невозможности изготовления идентичного контрольного соединения
для отработки режимов УЗД считать недоступными для УЗД, при этом идентичными
следует считать образцы, изготовленные из той же марки стали, толщиной равной
толщине контролируемого сварного соединения ±10 %, со сварными соединениями,
выполненными по той же технологии и теми же сварочными материалами, что и
производственные.
****При наличии требований в проекте.
|
Таблица 14 - Методы контроля
ремонтных сварных соединений
|
Методы
неразрушающего контроля сварных соединений
|
Номер
сварного соединения на рисунке 33
|
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
|
Сварные
соединения доступны для проведения контроля РГК или УЗК
|
|
вик
|
|
+
|
+
|
+
|
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
|
ЦД или МПД
|
|
|
|
|
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
|
УЗК или РГК
|
|
+
|
|
+
|
|
+
|
|
+
|
+
|
|
+
|
+
|
+
|
|
Гидравлические испытания
|
|
+
|
+
|
+
|
|
+
|
+
|
+
|
+
|
|
+
|
+
|
+
|
|
Пневматические испытания
|
|
|
|
|
|
|
+
|
|
|
+
|
|
|
|
|
Сварные
соединения не доступны проведению контроля РГК или УЗК
|
|
ВИК
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
|
ВИК послойно
|
|
+
|
+
|
+
|
|
|
|
|
|
|
+
|
|
|
|
ЦД или МПД
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
+
|
|
Гидравлические испытания
|
+
|
+
|
+
|
+
|
|
+
|
+
|
+
|
+
|
|
+
|
+
|
+
|
|
Гидравлические испытания с люминесцентным покрытием
|
|
+
|
|
+
|
|
|
|
|
|
|
+
|
|
|
|
Пневматические испытания
|
|
|
|
|
|
|
+
|
|
|
+
|
|
|
|
15.1.10 Для
обеспечения сканирования при УЗК расстояние от контролируемого сварного
соединения до других сварных соединений должно быть не менее указанного в
таблице 15. При отсутствии зоны сканирования контроль кольцевых соединений
печных змеевиков из стали типа 15Х5М допускается прямым преобразователем, если
возможно удаление выпуклости сварного шва механическим способом.
15.1.11 Согласно РД
26-01-128-2000 [27]
УЗК обеспечивает выявление дефектов сварных соединений сосудов и аппаратов,
изготовленных из сталей аустенитного и аустенитно-ферритного классов толщиной
от 4 до 30 мм, при этом расстояние контролируемого сварного соединения до
других сварных соединений должно быть не менее указанного в таблице
16.
15.1.12 В соответствии с РД
26-01-128-2000 [27]
для УЗК сварных соединений сосудов и аппаратов, изготовленных из сталей
аустенитного и аустенитно-ферритного классов, должны быть изготовлены
специальные контрольные сварные соединения с искусственными отражателями из
стали той же марки и выполненные по той же технологии сварки, что и
контролируемое сварное соединение.
15.1.13 Радиографический
контроль может быть осуществлен при наличии двустороннего доступа (как внутри,
так и снаружи аппарата) к контролируемым участкам, обеспечивающего возможность
установки кассеты с пленкой с одной стороны и источника излучения с другой
стороны в соответствии с параметрами контроля по ГОСТ
7512 (ОСТ
26-11-03, РДИ 38.18.020-95 [26]),
при толщине контролируемого металла не менее 3 мм.
15.1.14 Контроль переносными
импульсными рентгеновскими аппаратами кольцевых сварных соединений через две
стенки возможен при диаметре свариваемых элементов не более 100 мм и толщине
стенки свариваемых элементов не более 10 мм для углеродистых и
низколегированных сталей и не более 8 мм для сталей аустенитного и
аустенитно-ферритного класса.
15.1.15 Контроль цветным
методом может быть произведен при наличии доступа к сварному соединению для
нанесения пенетранта и проявителя и осмотра контролируемой поверхности для
любых материалов. Контроль МПД может быть проведен при тех же условиях только
для ферромагнитных материалов.
Таблица 15 - Минимальная ширина зоны сканирования при УЗК по OCT 26-2044
|
Тип
сварного соединения
|
Толщина
свариваемых элементов, мм
|
Минимальная
ширина зоны сканирования с одной стороны, мм
|
|
Стыковые
сварные соединения
|
4-5
|
35
|
|
6-7
|
50
|
|
8
|
45
|
|
10
|
55
|
|
12
|
65
|
|
14
|
75
|
|
16
|
90
|
|
18
|
100
|
|
20
|
85
|
|
22
|
95
|
|
24
|
105
|
|
28
|
120
|
|
32
|
140
|
|
36
|
155
|
|
40
|
170
|
|
41-60
|
130
|
|
61-90
|
110
|
|
91-110
|
135
|
|
111-120
|
180
|
|
Угловые
и тавровые сварные соединения
|
6
|
35
|
|
7
|
45
|
|
8
|
50
|
|
10
|
65
|
|
12
|
75
|
|
14
|
80
|
|
16
|
90
|
|
18
|
100
|
|
20
|
75
|
|
24
|
90
|
|
28
|
110
|
|
32
|
125
|
|
36
|
140
|
|
40
|
160
|
|
50
|
110
|
|
60
|
130
|
|
70
|
75
|
|
80
|
85
|
|
90
|
100
|
|
100
|
110
|
|
110
|
120
|
|
120
|
135
|
Таблица 16 - Минимальная ширина
зоны сканирования при УЗК по РД 26-01-128-2000 [27] для высоколегированных аустенитных и
аустенитно-ферритных сталей
|
Толщина
сварного соединения (корпуса или днища), мм
|
Минимальная
ширина зоны сканирования с одной стороны, мм, если относительное затухание
ультразвуковых колебаний составляет, дБ
|
|
не
более 8
|
от
9 до 15
|
свыше
15
|
|
4
|
80
|
80
|
-
|
|
6
|
80
|
80
|
-
|
|
7
|
80
|
80
|
-
|
|
8
|
80
|
80
|
80
|
|
10
|
90
|
90
|
90
|
|
12
|
90
|
90
|
100
|
|
14
|
90
|
90
|
100
|
|
16
|
100
|
100
|
100
|
|
18
|
100
|
100
|
120
|
|
20
|
100
|
100
|
130
|
|
22
|
100
|
100
|
140
|
|
24
|
130
|
130
|
140
|
|
28
|
130
|
130
|
160
|
|
30
|
130
|
130
|
160
|
15.1.16 При
возможности проведения объем контроля ремонтного сварного соединения ВИК, ЦД
или МПД, УЗК или РГК составляет 100 %. При отсутствии возможности проведения
УЗК или РГК должен быть обеспечен контроль в объеме 100 %:
- ВИК (при сварке послойно);
- цд.
15.1.17 Контроль
неразрушающими методами ремонтных сварных соединений и наплавок должен
выполняться в объеме 100 % как до, так и после термической обработки. В том
случае, если не допускается охлаждение сварного соединения до комнатной
температуры до выполнения окончательной термообработки, контроль выполняется
один раз после термообработки.
15.2 Визуальный и измерительный контроль
15.2.1 Все ремонтные сварные соединения
подвергаются визуальному и измерительному контролю в соответствии с РД
03-606-03 [17]
в объеме 100 %. Перед визуальным контролем сварные швы и прилегающая к ним
поверхность основного металла шириной не менее 20 мм (по обе стороны шва)
должны быть очищены от шлака, брызг расплавленного металла, окалины и других
загрязнений. Визуальный контроль проводится невооруженным глазом или с лупой
4-х, 7-х кратного увеличения с применением, при необходимости, переносного
источника света.
15.2.2 В сварных
соединениях не допускаются следующие наружные дефекты:
- трещины всех видов и
направлений;
- свищи и пористость наружной
поверхности шва;
- поры, выходящие за пределы
норм, установленных таблицей 17;
- подрезы;
- наплывы, прожоги и
незаплавленные кратеры;
- смещение и совместный увод
кромок свариваемых элементов свыше норм, предусмотренных настоящим стандартом;
- несоответствие формы и
размеров требованиям стандартов, технических условий или проекта;
- чешуйчатость поверхности и
глубина впадин между валиками шва, превышающие допуск на усиление шва по
высоте;
- отсутствие клейм сварщиков
или несоответствие клеймения установленным требованиям.
Таблица 17 - Нормы допустимых пор, выявленных при визуальном
контроле сварных соединений
|
Номинальная
толщина наиболее тонкой детали, мм
|
Допустимый
максимальный размер дефекта, мм
|
Допустимое
число дефектов на любые 100 мм длины шва
|
|
От
2 до 3 вкл.
|
0,5
|
3
|
|
Св.
3 до 4 вкл.
|
0,6
|
4
|
|
Св.
4 до 5 вкл.
|
0,7
|
4
|
|
Св.
5 до 6 вкл.
|
0,8
|
4
|
|
Св.
6 до 8 вкл.
|
1,0
|
5
|
|
Св.
8 до 10 вкл.
|
1,2
|
5
|
|
Св.
10 до 15 вкл.
|
1,5
|
5
|
|
Св.
15 до 20 вкл.
|
2,0
|
6
|
|
Св.
20 до 40 вкл.
|
2,5
|
7
|
|
Св.
40
|
2,5
|
8
|
Допускаются местные подрезы в
сосудах 3, 4 и 5-й групп, предназначенных для работы при температуре выше 0°С.
При этом их глубина не должна превышать 5 % толщины стенки, но не более 0,5 мм,
а протяженность - 10 % длины шва.
15.3.1 Стилоскопирование должно
проводиться для ремонтных сварных швов и наплавок технологического оборудования
из низко- и среднелегированных хромомолибденовых и хромомолибденованадиевых
закаливающихся сталей марок 12ХМ, 12МХ, 15ХМ, 10Х2МФА, 15Х5М, 15Х5М-У, 15Х5ВФ и
высоколегированных сталей марок 08X13, 12X13, 08X17Н13М2Т, 10Х17Н13М3Т,
10Х17Н13М2Т, 08Х17Н13М3Т, 08Х18Н10Т, 12Х18Н9Т, 12Х18Н10Т, а также разнородных
сталей в объеме 100 %.
15.3.2 В процессе стилоскопирования в металле
шва (наплавки) устанавливается соответствие марки использованных сварочных
материалов требованиям конструкторской и технологической документации, а также
требованиям настоящего стандарта. Требования к результатам стилоскопирования
металла шва в зависимости от марки присадочного материала приведены в таблице
18.
Таблица 18 - Требования к результатам стилоскопирования металла
шва
|
Тип
и марка электродов
|
Марка
сварочной проволоки
|
Результаты
стилоскопирования
|
|
Э-09Х1М
ГОСТ
9467
ТМЛ-1У,
ЦЛ-38
|
Св-10ХГ2СМА
|
содержание
хрома;
наличие
молибдена;
отсутствие
ванадия;
|
|
Э-10Х5МФ
ГОСТ
9467
ЦЛ-17
|
Св-10Х5М
|
содержание
хрома;
наличие
молибдена и ванадия
|
|
Э-04Х20Н9
ГОСТ
10052
ОЗЛ-14А
ОЗЛ-36
|
Св-01Х19Н9
Св-04Х19Н9
Св-06Х19Н9Т
|
содержания
хрома (18-21 %) и никеля (7-10 %);
отсутствие
молибдена, ниобия, ванадия
|
|
Э-07Х20Н9
ГОСТ
10052
ОЗЛ-8
|
|
Э-10Х25Н13Г2
ГОСТ
10052
ОЗЛ-6,
ЗИО-8,
ЦЛ-25
|
Св-06Х25Н12ТЮ
Св-07Х25Н12Г2Т
|
содержания
хрома (17-27 %) и никеля (7-14 %);
отсутствие
молибдена, ниобия, ванадия
|
|
Э-08Х20Н9Г2Б
ГОСТ
10052
ЦЛ-11
ОЗЛ-7
ЦТ-15
|
Св-07Х19Н10Б
Св-06Х19Н9Т
Св-07Х18Н9ТЮ
Св-05Х20Н9ФБС
|
содержания
хрома (17-23 %) и никеля
(7-11 %);
наличие ниобия
|
|
Э-07Х19Н11М3Г2Ф
ГОСТ
10052
ЭА-400/10у
|
Св-04Х19Н11МЗ
|
содержания
хрома (17-21 %), никеля (8-12 %),
молибдена (2-3
%); наличие ванадия, ниобия
|
|
Э-09Х19Н10Г2М2Б
ГОСТ
10052
НЖ-13
|
Св-06Х20Н11МЗТБ
|
|
Э-02Х20Н14Г2М2
ГОСТ
10052
ОЗЛ-20
|
CB-04X19H11M3
Св-06Х19Н10М3Т
Св-06Х20Н11МЗТБ
Св-08Х19Н10М3Б
|
содержания
хрома (16-22 %), никеля (15-25 %),
молибдена (2-5
%), марганца (2-7 %)
|
|
Э-02Х19Н18Г5АМ3
ГОСТ
10052
АНВ-17
|
15.3.3
Стилоскопирование должно выполняться на каждом сварном шве в одной точке, а при
большой протяженности сварного шва - через каждые 2 м.
Наплавки контролируются в одной точке.
15.3.4 При получении
неудовлетворительных результатов испытания выполняются на удвоенном количестве
точек измерения. При неудовлетворительных результатах повторного контроля
должен проводиться спектральный или химический анализ, результаты которого
считаются окончательными. При выявлении несоответствия химического состава
наплавленный металл или металл шва должны быть полностью удалены и вновь
заварены.
15.4.1 Измерение твердости
металла шва сварного соединения проводится в целях проверки качества выполнения
термической обработки сварных соединений.
15.4.2 Измерению твердости
следует подвергать металл шва сварных соединений сосудов и аппаратов
(элементов, работающих под давлением), змеевиков трубчатых печей из сталей
марок 12МХ, 15ХМ, 12Х1МФ, 15Х5М, 15Х5М-У, 15Х5ВФ, а также металл шва и зоны
термического влияния на расстоянии не более 3 мм от линии сплавления сварных
соединений сосудов и аппаратов, изготовленных из углеродистых и
низколегированных сталей и предназначенных для эксплуатации в средах,
содержащих сероводород.
Кроме того, в порядке исключения контроль
твердости основного металла и металла шва сварных соединений проводится с целью
определения механических свойств сварного соединения в соответствии с ГОСТ
22762 при отсутствии возможности изготовления контрольных соединений.
15.4.3 Твердость следует
измерять сертифицированными переносными твердомерами, соответствующими
требованиям стандартов (статического действия ГОСТ
22761, ударного отпечатка ГОСТ 18661,
упругого отскока ГОСТ
23273) на зачищенных до металлического блеска участках поверхности. На
каждом сварном шве должно быть не менее трех участков в различных местах по
периметру стыка, и на каждом участке должно быть проведено не менее трех
измерений. На стыках труб диаметром менее 60 мм измерение твердости должно производиться
на одном участке периметра.
15.4.4 Результаты контроля
твердости металла шва и околошовной зоны должны соответствовать таблице 19.
Таблица 19 - Требования к твердости основного металла и металла
сварных соединений
|
Марка
стали
|
Допустимые
пределы твердости основного металла, НВ*
|
Допустимая
твердость металла шва и зоны термического влияния, НВ, не более
|
|
Ст3,
10, 20
|
120-160
|
180
|
|
20К
|
130-190
|
200
|
|
20ЮЧ
|
140-190
|
220
|
|
09Г2С,
16ГС
|
120-180
|
225
|
|
10Г2
|
120-190
|
225
|
|
10Г2С1
|
130-190
|
225
|
|
15ХМ
|
140-200
|
240
|
|
12Х1МФ,
15Х5М
|
130-170
|
240
|
|
15Х5МУ
|
170-235
|
270
|
|
08Х18Н10Т,
12Х18Н10Т, 10Х17Н13М2Т, 08Х17Н15М3Т
|
150-180
|
200
|
|
*Допустимое
отклонение не должно превышать +20 НВ и -10 НВ.
|
15.5.1 Цветная дефектоскопия
(ЦД) выполняется в соответствии с требованиями ОСТ
26-5. Все ремонтные сварные соединения подлежат контролю в объеме 100 %. В
ремонтных сварных соединениях контролю ЦД подлежат поверхность сварного шва и
прилегающие к нему участки основного металла, шириной не менее толщины
основного металла, но не менее 25 мм, по обе стороны от шва при толщине металла
до 25 мм и не менее 50 мм при толщине металла до 50 мм.
15.5.2 Сварные соединения
протяженностью более 900 мм при выполнении контроля следует разделить на
участки (зоны) контроля, длина или площадь которых должна быть установлена так,
чтобы не допустить высыхания индикаторного пенетранта до повторного его
нанесения.
15.5.3 Для кольцевых сварных
соединений и кромок под сварку длина контролируемого участка должна быть:
- при диаметре изделия до 900
мм - не более 550 мм;
- при диаметре свыше 900 мм -
не более 700 мм.
Площадь контролируемой поверхности не
должна превышать 0,6 м2.
15.5.4 Контроль ЦД должен
проводиться при температуре от 5 до 40°С и относительной влажности не более 80
%. Допускается проведение контроля при температуре ниже 5°С с использованием
соответствующих дефектоскопических материалов.
15.5.5 Проведение контроля ЦД
в условиях монтажной площадки следует оформлять как газоопасные работы в
соответствии с типовой инструкцией на проведение газоопасных работ,
утвержденной Госгортехнадзором России.
15.5.6 При контроле объекта
двумя методами - ультразвуковым и цветным - контроль цветным методом следует
проводить до ультразвукового.
15.5.7 Поверхности, подлежащие
контролю цветным методом, должны быть очищены механическим способом от
металлических брызг, нагара, окалины, шлака, ржавчины, различных органических
веществ и других загрязнений.
Очистку поверхности от жировых и прочих
органических загрязнений, а также от воды рекомендуется проводить с
прогреванием этой поверхности в течение 40-60 мин при температуре 100°С-120°С.
15.5.8 Шероховатость контролируемой
поверхности должна быть не более Rz 50 мкм по ГОСТ
2789. При этом обеспечивается III класс
чувствительности контроля по ГОСТ 18442.
Если в конструкторской документации на
ремонтируемый аппарат предусмотрен более высокий класс чувствительности,
требования к зачистке контролируемого сварного соединения (наплавки) должны
соответствовать приложению А ОСТ
26-5.
15.5.9 Оценку качества сварных
соединений по результатам контроля ЦД следует проводить по форме и размеру
рисунка индикаторного следа в соответствии с требованиями конструкторской
документации и настоящего стандарта.
По результатам ЦД не допускаются:
- трещины и трещиноподобные
дефекты;
- отдельные поры и включения,
выявившиеся в виде пятен округлой или удлиненной формы, в соответствии с
таблицей 17.
15.6.1 Магнитопорошковый
контроль проводится в соответствии с требованиями ГОСТ 21105, ОСТ
26-01-84, ОСТ 26
291, РДИ 38.18.017-94 [24]
только для ферромагнитных металлов при наличии сертифицированных приборов.
15.6.2 Нормы оценки качества
аналогичны цветному контролю.
15.7.1 УЗК сварных соединений
углеродистых и низколегированных марганцовистых и марганцевокремнистых,
хромомолибденовых и хромомолибденованадиевых сталей, а также сварных соединений
сталей мартенситного класса с толщиной стенки от 4 до 120 мм производится в
соответствии ОСТ 26-2044 и РДИ 38.18-016-94 [25].
15.7.2 УЗК сварных соединений
сталей аустенитного и аустенитно-ферритного классов с толщиной стенки от 4 до
30 мм выполняется в соответствии с РД 26-01-128-2000 [27].
15.7.3 Ультразвуковой контроль
обеспечивает выявление дефектов типа трещин, пор, непроваров, неметаллических и
металлических включений без расшифровки характера дефектов и без определения их
действительных размеров, но с регистрацией координат, расположения и количества
дефектов.
Ультразвуковой контроль не гарантирует
выявление:
- вольфрамовых включений;
- дефектов, расположенных в
мертвой зоне преобразователя;
- дефектов, размеры которых
меньше длины поперечной ультразвуковой волны;
- плоских дефектов,
ориентированных относительно акустической оси искателя под углом менее 70°.
15.7.4 Предельная
чувствительность ультразвукового контроля в зависимости от толщины и класса
свариваемой стали представлена в таблице 20.
Таблица 20 - Предельная чувствительность при оценке качества по
результатам УЗК ремонтных сварных соединений и наплавок сосудов и аппаратов
|
Толщина
сварного соединения, мм
|
Предельная
чувствительность оценки, мм2
|
|
по
ОСТ 26-2044 для углеродистых и низколегированных сталей, а также мартенситных
сталей
|
по
РД 26-01-128-2000 [27]
для высоколегированных аустенитных и аустенитно-ферритных сталей, если
относительное затухание ультразвуковых колебаний составляет, дБ
|
|
не
более 8
|
от
9 до 15
|
свыше
15
|
|
4-5
|
0,9
|
1,6
|
3,0
|
-
|
|
6
|
1,2
|
|
7
|
2,0
|
3,5
|
|
8
|
1,6
|
3,5
|
|
10
|
3,5
|
|
12
|
2,0
|
3,0
|
4,0
|
4,0
|
|
14
|
|
16
|
|
18
|
4,0
|
|
20
|
3,0
|
5,0
|
5,0
|
|
22
|
|
24
|
6,0
|
6,0
|
|
28
|
|
30
|
|
32
|
5,0
|
-
|
-
|
-
|
|
36
|
-
|
-
|
-
|
|
40
|
7,0
|
-
|
-
|
-
|
|
50
|
-
|
-
|
-
|
|
60
|
-
|
-
|
-
|
|
61
|
7,0
|
-
|
-
|
-
|
|
90
|
-
|
-
|
-
|
|
91
|
-
|
-
|
-
|
|
110
|
-
|
-
|
-
|
|
120
|
|
|
|
|
15.7.5
Настройку чувствительности проводят по образцам с искусственными отражателями,
размеры которых равны предельной чувствительности, или по АРД-шкалам с
использованием стандартных образцов Международного института сварки V1, V2.
15.7.6 Выявленные УЗК дефекты
разделяют на точечные и протяженные. Точечным считают дефект, условная
протяженность которого не превышает условной протяженности искусственного
отражателя, размеры которого определяются эквивалентной площадью (или диаметром
плоскодонного отверстия), и выполненного на глубине залегания дефекта.
Протяженным считается дефект, условная
протяженность которого превышает значения, установленные для точечного дефекта.
Два дефекта, расположенные на одной и той
же глубине, считаются отдельными, если огибающие эхо-сигналов от этих дефектов
при сканировании вдоль шва не накладываются друг на друга на экране.
Условное расстояние между двумя
отдельными дефектами определяют как расстояние между крайними положениями
преобразователя.
15.7.7 В ремонтных сварных
соединениях (наплавках) не допускаются следующие дефекты, выявленные УЗК:
- амплитуда сигналов от
которых более амплитуды эхо-сигнала от искусственного отражателя,
соответствующего заданной предельной чувствительности контроля (точечные
дефекты);
- амплитуда сигналов от
которых более 0,5 амплитуды эхо-сигнала от искусственного отражателя,
соответствующего заданной предельной чувствительности контроля, а протяженность
превышает протяженность сигнала от того же отражателя (протяженные дефекты);
- совокупность дефектов,
амплитуды сигналов от которых более 0,5 амплитуды эхо-сигнала от искусственного
отражателя, расстояние между которыми не превышает условную протяженность
точечного дефекта, а общая условная протяженность более 1,5 толщины на участке
шва, равном по длине десятикратной толщине (цепочка дефектов). При этом
дефекты, расположенные друг от друга на расстоянии до 5 мм на глубине менее 16
мм и 10 мм на глубине 16 мм и более, считаются одним протяженным дефектом;
- амплитуда сигналов от
которых более 0,5 амплитуды эхо-сигнала от искусственного отражателя,
соответствующего заданной предельной чувствительности контроля, а условная
высота превышает 15 мм для дефектов, расположенных на глубине от 20 до 60 мм, и
20 мм - для дефектов, расположенных на глубине свыше 60 мм;
- амплитуда сигналов от которых равна
амплитуде эхо-сигнала от искусственного отражателя, соответствующего заданной
предельной чувствительности контроля (равна предельной чувствительности), но
количество дефектов на любые 100 мм длины шва превышает нормы, приведенные в
таблице 21.
Таблица 21 - Предельно допустимое количество дефектов в сварных
соединениях по результатам УЗК
|
Толщина
сварного соединения, мм
|
Допустимое
количество дефектов, шт. на длине, мм
|
Допустимое
расстояние между дефектами, мм, не менее
|
|
100
|
300
|
|
От
8 до 10
|
3
|
-
|
-
|
|
Св.
10 до 20
|
3
|
-
|
-
|
|
Св.
20 до 30
|
-
|
3
|
-
|
|
Св.
30 до 40
|
-
|
3
|
-
|
|
Св.
40 до ПО
|
2
|
3
|
15
|
15.8 Радиографический контроль
15.8.1 РГК ремонтных сварных соединений
должен производиться в соответствии с ГОСТ
7512, ОСТ
26-11-03.
15.8.2
РГК применяют для выявления в сварных
соединениях трещин, непроваров, пор, шлаковых, вольфрамовых, окисных и других
включений.
15.8.3
РГК применяют также для выявления
прожогов, подрезов, оценки величины выпуклости и вогнутости корня шва,
недоступных для внешнего осмотра.
При РГК не выявляются:
- любые несплошности и
включения с размером в направлении просвечивания менее удвоенной
чувствительности контроля;
- непровары и трещины,
плоскость раскрытия которых не совпадает с направлением просвечивания и (или)
величина раскрытия менее значений, приведенных в таблице 22;
- любые несплошности и
включения, если их изображения на снимках совпадают с изображениями посторонних
деталей, острых углов или резких перепадов трещин просвечиваемого металла.
Таблица 22 - Раскрытие непроваров и трещин, выявляемых РГК
В миллиметрах
|
Толщина
контролируемого металла
|
Минимальное
раскрытие непроваров и трещин
|
|
До
40
|
0,1
|
|
Св.
40 до 100 включ.
|
0,2
|
|
Св.
100 до 150 включ
|
0,3
|
|
Св.
150 до 200 включ.
|
0,4
|
|
Св.
200 до 250 включ.
|
0,5
|
15.8.4 В
сварных соединениях не допускаются следующие внутренние дефекты:
- трещины всех видов и
направлений, в том числе микротрещины, выявленные при микроисследовании;
- свищи;
- непровары (несплавления), расположенные
в сечении сварного соединения;
- поры, шлаковые включения,
выявленные радиографическим методом, выходящие за пределы норм, установленных
допустимым классом дефектности сварного соединения по ГОСТ
23055 в соответствии с таблицей 23.
Допускается местный внутренний непровар,
расположенный в области смыкания корневых швов, глубиной не более 10 % от
толщины стенки корпуса, но не более 2 мм протяженностью не более 5 % длины шва:
а) в двусторонних угловых и
тавровых сварных соединениях с полным проплавлением патрубков внутренним
диаметром не более 250 мм;
б) в сварных швах сосудов 2,
3, 4, 5-й групп, предназначенных для работы в средах, не вызывающих водородную
и сероводородную коррозию.
Допускается непровар в корне шва глубиной
(высотой) не более 10 % от
номинальной толщины свариваемых элементов, но не более 2 мм, и суммарной
протяженностью не более 20 % от длины шва:
а) в кольцевых стыковых
сварных соединениях, доступных для сварки только с одной стороны и выполненных
без подкладного кольца, сосудов 4-й и 5 б групп, предназначенных для работы при
температуре выше 0°С;
б) в угловых сварных соединениях
сосудов 4-й и 5 б групп, предназначенных для работы при температуре выше 0°С.
Таблица 23 - Класс дефектности сварных соединений в зависимости от
их вида и группы сосудов
|
Вид
сварного соединения
|
Группы
сосудов по ОСТ 26
291
|
|
1,
2, 3
|
4
|
5
а
|
5
б
|
|
Классы
дефектности по ГОСТ
23055
|
|
Стыковые
|
3
|
4
|
5
|
6
|
|
Угловые, тавровые
|
4
|
5
|
5
|
6
|
|
Нахлесточные
|
5
|
6
|
6
|
7
|
|
Примечание -
Оценку единичных дефектов (пор и включений по ширине (диаметру) при толщине
свариваемых элементов до 45 мм, а также цепочек независимо от толщины
свариваемых элементов допускается производить по нормам класса 4 вместо
класса 3, класса 5 вместо класса 4, класса 6 вместо класса 5, класса 7 вместо
класса 6.
Оценку единичных пор и включений для кольцевых
сварных соединений толщиной не более 10 мм, выполняемых ручной электродуговой
сваркой, допускается производить по классу 5.
|
15.8.5 За
размеры дефектов при РГК принимаются размеры их изображений на радиограммах.
15.8.6 За размеры пор,
шлаковых или вольфрамовых включений принимаются:
- для сферических пор и
включений - диаметр;
- для удлиненных пор и
включений - длина и ширина.
15.8.7 За размер скопления
пор, шлаковых или вольфрамовых включений принимается его длина, измеренная по
наиболее удаленным друг от друга краям дефектов в скоплении.
15.8.8 Скоплением называется
три или более расположенных беспорядочно дефектов с расстоянием между любыми
двумя близлежащими дефектами более одной, но не более трех максимальных ширин
или диаметров этих дефектов.
15.8.9 За размеры окисных
включений, непроваров и трещин принимается их длина.
15.8.10 Группа дефектов,
состоящая из пор или включений, с расстоянием между ними не более их
максимальной ширины или диаметров, независимо от их числа и взаимного
расположения рассматривается как один дефект.
Размеры такого дефекта определяются в
соответствии с 15.8.6.
15.8.11 Поры или включения,
расположенные на прямой линии, с расстоянием между ними более их максимальной
ширины или диаметра рассматриваются как отдельные дефекты.
15.8.12 Максимальные
допустимые длина, ширина и суммарная длина пор, шлаковых, вольфрамовых и
окисных включений для любого участка радиограммы длиной 100 мм для классов
дефектности 3-7 приведены в таблице 24. Длина скоплений не должна превышать 1,5
максимальных допустимых длин отдельных дефектов, приведенных в таблице 24.
15.8.13 Радиографический
контроль в условиях ремонта необходимо проводить с применением портативных
источников излучения. Однако применение гамма-дефектоскопов нежелательно из-за
трудности обеспечения безопасности персонала, занятого при ремонте. Поэтому
предпочтительно применение переносных импульсных рентгеновских аппаратов.
Основные характеристики наиболее часто
используемых импульсных рентгеновских аппаратов приведены в таблице 25.
Таблица 24 - Максимальные допустимые размеры дефектов на любом
участке радиограммы длиной 100 мм для классов дефектности 3-7 по ГОСТ
23055
В миллиметрах
|
Толщина
свариваемых элементов
|
Поры
или включения
|
Суммарная
длина
|
|
ширина
(диаметр)
|
длина
|
|
Класс
3
|
|
До
3
|
0,4
|
1,2
|
4,0
|
|
Св.
3 до 5
|
0,5
|
1,5
|
5,0
|
|
Св.
5 до 8
|
0,6
|
2,0
|
6,0
|
|
Св.
8 до 11
|
0,8
|
2,5
|
8,0
|
|
Св.
11 до 14
|
1,0
|
3,0
|
10,0
|
|
Св.
14 до 20
|
1,2
|
3,5
|
12,0
|
|
Св.
20 до 26
|
1,5
|
5,0
|
15,0
|
|
Св.
26 до 34
|
2,0
|
6,0
|
20,0
|
|
Св.
34 до 45
|
2,5
|
8,0
|
25,0
|
|
Св.
45 до 67
|
3,0
|
9,0
|
30,0
|
|
Св.
67 до 90
|
4,0
|
10,0
|
40,0
|
|
Св.
90 до 120
|
5,0
|
10,0
|
50,0
|
|
Класс
4
|
|
До
3
|
0,5
|
1,5
|
5,0
|
|
Св.
3 до 5
|
0,6
|
2,0
|
6,0
|
|
Св.
5 до 8
|
0,8
|
2,5
|
8,0
|
|
Св.
8 до 11
|
1,0
|
3,0
|
10,0
|
|
Св.
11 до 14
|
1,2
|
3,5
|
12,0
|
|
Св.
14 до 20
|
1,5
|
5,0
|
15,0
|
|
Св.
20 до 26
|
2,0
|
6,0
|
20,0
|
|
Св.
26 до 34
|
2,5
|
8,0
|
25,0
|
|
Св.
34 до 45
|
3,0
|
9,0
|
30,0
|
|
Св.
45 до 67
|
4,0
|
12,0
|
40,0
|
|
Св.
67 до 90
|
5,0
|
12,0
|
50,0
|
|
Св.
90 до 120
|
5,0
|
12,0
|
60,0
|
|
Класс
5
|
|
До
3
|
1,0
|
2,0
|
6,0
|
|
Св.
3 до 5
|
1,2
|
2,5
|
8,0
|
|
Св.
5 до 8
|
1,5
|
3,0
|
10,0
|
|
Св.
8 до 11
|
2,0
|
3,5
|
12,0
|
|
Св.
11 до 14
|
2,5
|
5,0
|
15,0
|
|
Св.
14 до 20
|
3,0
|
6,0
|
20,0
|
|
Св.
20 до 26
|
4,0
|
8,0
|
25,0
|
|
Св.
26 до 34
|
5,0
|
10,0
|
30,0
|
|
Св.
34 до 45
|
5,0
|
12,0
|
40,0
|
|
Св.
45 до 67
|
5,0
|
15,0
|
50,0
|
|
Св.
67 до 90
|
5,0
|
15,0
|
60,0
|
|
Св.
90 до 120
|
5,0
|
15,0
|
70,0
|
|
Класс
6
|
|
До
3
|
0,8
|
3,0
|
8,0
|
|
Св.
3 до 5
|
1,0
|
4,0
|
10,0
|
|
Св.
5 до 8
|
1,2
|
5,0
|
12,0
|
|
Св.
8 до 11
|
1,5
|
6,0
|
15,0
|
|
Св.
11 до 14
|
2,0
|
8,0
|
20,0
|
|
Св.
14 до 20
|
2,5
|
10,0
|
25,0
|
|
Св.
20 до 26
|
3,0
|
12,0
|
30,0
|
|
Св.
26 до 34
|
4,0
|
15,0
|
40,0
|
|
Св.
34 до 45
|
5,0
|
20,0
|
50,0
|
|
Св.
45 до 67
|
5,0
|
20,0
|
60,0
|
|
Св.
67 до 90
|
5,0
|
20,0
|
70,0
|
|
Св.
90 до 120
|
5,0
|
20,0
|
80,0
|
|
Класс
7
|
|
До
3
|
1,0
|
5,0
|
10,0
|
|
Св.
3 до 5
|
1,2
|
6,0
|
12,0
|
|
Св.
5 до 8
|
1,5
|
8,0
|
15,0
|
|
Св.
8 до 11
|
2,0
|
10,0
|
20,0
|
|
Св.
11 до 14
|
2,5
|
12,0
|
25,0
|
|
Св.
14 до 20
|
3,0
|
15,0
|
30,0
|
|
Св.
20 до 26
|
4,0
|
20,0
|
40,0
|
|
Св.
26 до 34
|
5,0
|
25,0
|
50,0
|
|
Св.
34 до 45
|
5,0
|
25,0
|
60,0
|
|
Св.
45 до 67
|
5,0
|
25,0
|
70,0
|
|
Св.
67 до 90
|
5,0
|
25,0
|
80,0
|
|
Св.
90 до 120
|
5,0
|
25,0
|
90,0
|
|
Примечания
1 Дефекты с длиной менее 0,2 мм при расшифровке радиограмм не
учитываются.
2 При различной толщине свариваемых элементов
максимальный допустимый размер дефекта выбирается по меньшей толщине.
|
Таблица 25 - Переносные импульсные рентгеновские аппараты
отечественного производства, рекомендуемые для использования в условиях
монтажной площадки
|
Тип
аппарата
|
Максимальная
толщина, допустимая для просвечивания (с усиливающими экранами), мм
|
Масса,
кг
|
Габариты,
мм
|
|
МИРА-1Д
|
10
|
10
|
рентген-блок -
620×340×25;
пульт - 400×270×230
|
|
МИРА-2Д
|
20
|
15
|
рентген-блок -
300×250×120;
пульт -
460×120×230
|
|
МИРА-3Д
|
40
|
22
|
рентген-блок -
600×300×160;
пульт -
400×260×120
|
|
АРИНА-02
|
25
|
12
|
рентген-блок -
460×120×175;
пульт -
360×240×125
|
|
АРИНА-2
|
50
|
35
|
рентген-блок -
850×260×25;
пульт -
440×252×150
|
|
РАДАН-150
|
20
|
7,2
|
рентген-блок -
Ø 80
|
|
РАДАН-220
|
40
|
10,7
|
рентген-блок -
Ø 80
|
|
Шмель-220
|
14
|
10,4
|
рентген-блок -
451×226×112
|
|
Шмель-250
|
20
|
8,2
|
рентген-блок -
451×210×112
|
|
Шмель-300
|
28
|
8,7
|
рентген-блок -
451×210×120
|
15.9 Механические испытания,
металлографические исследования и испытания на стойкость против
межкристаллитной коррозии сварных соединений
15.9.1 Контроль механических
свойств, испытание на стойкость против межкристаллитной коррозии и
металлографические исследования сварных соединений должны производиться на
образцах, изготовленных из контрольных сварных соединений.
15.9.2 Контрольные
сварные соединения должны воспроизводить одно из стыковых ремонтных сварных
соединений сосуда, определяющих его прочность (продольные швы обечаек, хордовые
и меридиональные швы выпуклых днищ).
15.9.3 Контрольные сварные
соединения должны быть идентичны контролируемым производственным сварным
соединениям (по маркам стали, толщине листа или размерам труб, форме разделки
кромок, методу сварки, сварочным материалам, положению шва, режимам и
температуре подогрева, термообработке) и выполнены тем же сварщиком и на том же
сварочном оборудовании одновременно с контролируемым производственным
соединением.
15.9.4 Размеры контрольных
соединений должны быть достаточными для вырезки из них необходимого числа
образцов всех предусмотренных видов механических испытаний, для испытания на
стойкость против межкристаллитной коррозии, металлографического исследования, а
также для повторных испытаний.
15.9.5 Контрольные сварные
соединения должны подвергаться ультразвуковой дефектоскопии или радиационному
контролю по всей длине.
15.9.6 Механическим испытаниям
должны подвергаться контрольные стыковые сварные соединения в целях проверки
соответствия их механических свойств требованиям Правил и технических условий
на изготовление сосуда.
Обязательные виды механических испытаний:
а) на статическое растяжение -
для сосудов всех групп;
б) на статический изгиб - для
сосудов всех групп;
в) на ударный изгиб - для
сосудов 1-3 групп, предназначенных для работы при давлении более 5 МПа (50
кгс/см2), для сосудов 1-2 групп, предназначенных для работы при
температуре выше 450°С, и для сосудов всех групп, изготовленных из сталей,
склонных к подкалке при сварке (12ХМ, 15ХМ, 12Х1МФ, 15Х5М);
г) на ударный изгиб - для
сосудов 1, 2, 3, 5-й групп, предназначенных для работы при температуре ниже минус
20°С.
Испытания на ударный изгиб сварных
соединений производятся для сосудов и их элементов с толщиной стенки 12 мм и
более по в) - при температуре 20°С, а по г) - при рабочей температуре.
15.9.7 Если проведена
производственная аттестация технологии сварки в соответствии с требованиями
Правил, то по согласованию со специализированными организациями разрешается не
выполнять механические испытания контрольных сварных соединений.
15.9.8 Количество и тип
образцов, вырезаемых из каждого контрольного стыкового сварного соединения,
должны соответствовать таблице 26.
15.9.9 Испытания на
статический изгиб контрольных стыков трубчатых элементов сосудов с условным
проходом труб менее 100 мм и при толщине стенки менее 12 мм могут быть заменены
испытанием на сплющивание.
15.9.10 Допускается при
испытаниях на изгиб образцов толщиной более 50 мм доводить толщину образцов до
50 мм строжкой или фрезерованием контрольных пластин. Тип образца XXVII по ГОСТ 6996,
диаметр оправки - две толщины образца.
Допускается проводить испытание на изгиб
образцов с предварительным их утонением до толщины не менее 30 мм.
15.9.11 Допускается в
обоснованных случаях не испытывать на ударный изгиб при отрицательных
температурах сварные соединения из сталей аустенитно-ферритного класса,
выполненные соответствующими сварочными материалами.
Таблица 26 - Количество образцов из каждого контрольного стыкового
сварного соединения
|
Вид
испытаний
|
Группа
сосуда
|
Количество
образцов
|
Примечание
|
|
Растяжение при
20°С
|
1-5
|
Два образца
типа XII, XIII, XIV или XV по ГОСТ 6996
|
Испытание на
растяжение отдельных образцов из сварных трубных стыков можно заменить
испытанием на растяжение целых стыков со снятой выпуклостью шва
|
|
Изгиб при 20°С
|
1-5
|
Два образца
типа XXVII, XXVIII по ГОСТ 6996
|
Испытание
сварных образцов труб с внутренним диаметром до 100 мм и толщиной стенки до
12 мм может быть заменено испытанием на сплющивание по ГОСТ 6996
(образцы типа XXIX, XXX)
|
|
Ударная
вязкость на образцах KCU
(при толщине металла 12 мм и более) при 20°С
|
1-5 из сталей,
склонных к термическому воздействию (12МХ, 12ХМ, 15Х5М, 10Х2М1А-А и др.); 1-3
при давлении более 5 МПа (50 кгс/см2); 1-2 при температуре выше
450°С
|
Три образца
типа VI по ГОСТ 6996
с надрезом по оси шва
|
Испытание на
ударный изгиб околошовной зоны проводится на сварных соединениях, выполненных
электрошлаковой сваркой без последующей нормализации, а также при наличии
требований в технических условиях или проекте
|
|
Ударная
вязкость на образцах KCU
(при толщине металла 12 мм и более) при рабочей температуре ниже минус 20°С,
равной минимальной отрицательной рабочей температуре сосуда
|
1-3, 5 при
рабочей температуре ниже минус 20°С
|
Три образца
типа VI по ГОСТ 6996
с надрезом по оси шва
|
Испытание при
рабочей температуре. Испытание на ударный изгиб околошовной зоны проводится
при наличии требований в технических условиях или проекте
|
15.9.12
Испытание на ударный изгиб сварных соединений из сталей аустенитного класса не
проводится.
15.9.13 Механические испытания
сварных соединений должны выполняться в соответствии с требованиями ГОСТ 6996.
Механические свойства сварных соединений
должны удовлетворять требованиям раздела 11 настоящего стандарта.
15.9.14 При получении неудовлетворительных
результатов по какому-либо виду механических испытаний допускается проведение
повторного испытания на удвоенном количестве образцов, вырезанных из того же
контрольного сварного соединения, по тому виду механических испытаний, которые
дали неудовлетворительные результаты.
Если при повторном испытании получены
неудовлетворительные результаты хотя бы на одном образце, сварное соединение
считается непригодным.
15.9.15 Металлографическому исследованию
должны подвергаться контрольные стыковые сварные соединения по 15.9.2
сосудов:
- 1, 2, 3-й групп, работающих при
давлении более 5 МПа (50 кгс/см2) или температуре ниже минус 40°С,
независимо от давления;
- 1-2-й групп, работающих при
температуре выше 450°С;
- из сталей, склонных к
подкалке при сварке (12ХМ, 15ХМ, 12Х1МФ, 15X5М и др.), из сталей аустенитного
класса без ферритной фазы (марок 06ХН28МДТ, 08Х17Н16М3Т и др.), склонных к
образованию горячих трещин.
Допускается не проводить
металлографические исследования стыковых сварных соединений сосудов, работающих
при температуре ниже минус 40°С, толщиной не более 20 мм из сталей марок
12Х18Н10Т и 08Х18Н10Т.
15.9.16 Металлографические исследования
выполняются в соответствии с РД 24.200-04-90 [28].
15.9.17 Образцы (шлифы) для
металлографического исследования сварных соединений должны вырезаться поперек
шва и включать все сечение шва, обе зоны термического влияния сварки,
прилегающие к ним участки основного металла, а также подкладное кольцо, если
таковое применялось при сварке и не подлежит удалению. Образцы для
металлографических исследований сварных соединений элементов с толщиной стенки
25 мм и более могут включать лишь часть сечения соединения. При этом расстояние
от линии сплавления до краев образца должно быть не менее 12 мм, а площадь
контролируемого сечения - 25×25 мм.
15.9.18 Качество сварного соединения
при металлографических исследованиях должно соответствовать требованиям 15.2.2
и 15.8.4
настоящего стандарта.
15.9.19 При получении
неудовлетворительных результатов металлографического исследования допускается
проведение повторных испытаний на двух образцах, вырезанных из того же контрольного
соединения.
В случае получения неудовлетворительных
результатов при повторных металлографических исследованиях швы считаются
неудовлетворительными.
15.9.20 Если при
металлографическом исследовании в контрольном сварном соединении, проверенном
ультразвуковой дефектоскопией или радиационным методом и признанном годным,
будут обнаружены недопустимые внутренние дефекты, которые должны были быть
выявлены данным методом неразрушающего контроля, все производственные сварные
соединения, проконтролированные данным дефектоскопистом, подлежат 100 %
проверке тем же методом дефектоскопии. При этом новая проверка качества всех
производственных стыков должна осуществляться другим, более опытным и
квалифицированным дефектоскопистом.
15.9.21 Испытание сварных соединений
на стойкость против межкристаллитной коррозии должно производиться для сосудов
и их элементов, изготовленных из сталей аустенитного, ферритного,
аустенитно-ферритного классов при наличии требования в технических условиях или
в техническом проекте.
15.9.22 Испытание на стойкость
к межкристаллитной коррозии выполняются в соответствии с ГОСТ
6032.
15.9.23 Форма и размеры
образцов должны соответствовать требованиям ГОСТ
6032. Необходимое количество образцов - два для методов, не требующих по ГОСТ
6032 изгиба образца, и четыре при наличии этого требования.
15.9.24 При получении
неудовлетворительных результатов допускается проведение повторного испытания на
удвоенном количестве образцов, вырезанных из того же контрольного сварного
соединения.
При получении неудовлетворительных
результатов допускается проведение повторного испытания на удвоенном количестве
образцов, вырезанных из того же контрольного сварного соединения.
Если при повторном испытании получены
неудовлетворительные результаты хотя бы на одном образце, сварное соединение
считается непригодным.
15.10.1 Гидравлическое
испытание сосудов должно проводиться пробным давлением, определяемым по
формуле:
 (10)
(10)
где
Р - расчетное давление сосуда, МПа (кгс/см2);
[σ]20, [σ]t - допускаемые напряжения для материала сосуда или его
элементов соответственно при 20°С и расчетной температуре, МПа (кгс/см2).
15.10.2 Гидравлическое
испытание криогенных сосудов при наличии вакуума в изоляционном пространстве
должно проводиться пробным давлением, определяемым по формуле:
Рпр = 1,25 Р - 0,1, МПа. (11)
15.10.3 Гидравлическое
испытание вертикально устанавливаемых сосудов допускается проводить в
горизонтальном положении при условии обеспечения прочности корпуса сосуда, для
чего расчет на прочность должен быть выполнен разработчиком проекта сосуда с
учетом принятого способа опирания в процессе гидравлического испытания.
При этом пробное давление следует
принимать с учетом гидростатического давления, действующего на сосуд в процессе
его эксплуатации.
15.10.4 В комбинированных
сосудах с двумя и более рабочими полостями, рассчитанными на разные давления,
гидравлическому испытанию должна подвергаться каждая полость пробным давлением,
определяемым в зависимости от расчетного давления полости. Порядок проведения
испытания должен быть оговорен в техническом проекте и указан в руководстве по
эксплуатации сосуда организации-изготовителя.
15.10.5 При заполнении сосуда
водой воздух должен быть удален полностью.
15.10.6 Для гидравлического
испытания сосудов должна применяться вода температурой не ниже 5°С и не выше
40°С, если в технических условиях не указано конкретное значение температуры,
допускаемой по условию предотвращения хрупкого разрушения.
Разность температур стенки сосуда и
окружающего воздуха во время испытаний не должна вызывать конденсации влаги на
поверхности стенок сосуда.
По согласованию с разработчиком проекта
сосуда вместо воды может быть использована другая жидкость.
15.10.7 Давление в
испытываемом сосуде следует повышать плавно. Скорость подъема давления должна
быть указана в руководстве по эксплуатации.
Использование сжатого воздуха или другого
газа для подъема давления не допускается.
15.10.8 Давление при испытании
должно контролироваться двумя манометрами. Оба манометра выбираются одного
типа, предела измерения, одинаковых классов точности, цены деления.
15.10.9 Время выдержки сосуда
под пробным давлением устанавливается разработчиком проекта. При отсутствии
указаний в проекте время выдержки должно быть не менее значений, указанных в
таблице 27.
Таблица 27 - Время выдержки сосуда под пробным давлением
|
Толщина
стенки сосуда, мм
|
Время
выдержки, мин
|
|
До
50
|
10
|
|
Св.
50 до 100
|
20
|
|
Св.
100
|
30
|
15.10.10
После выдержки под пробным давлением давление снижается до расчетного, при
котором производят осмотр наружной поверхности сосуда, всех его разъемных и
сварных соединений.
Обстукивание стенок корпуса, сварных и
разъемных соединений сосуда во время испытаний не допускается.
15.10.11 Сосуд считается
выдержавшим гидравлическое испытание, если не обнаружено:
- течи, трещин, слезок,
потения в сварных соединениях и на основном металле;
- течи в разъемных
соединениях;
- видимых остаточных
деформаций, падения давления по манометру.
15.10.12 Сосуд и его элементы,
в которых при испытании выявлены дефекты, после их устранения подвергаются
повторным гидравлическим испытаниям пробным давлением, установленным Правилами.
15.10.13 Гидравлическое
испытание допускается заменять пневматическим при условии контроля этого
испытания методом акустической эмиссии или другим, согласованным в
установленном порядке методом.
Пневматические испытания должны
проводиться по инструкции, предусматривающей необходимые меры безопасности и
утвержденной в установленном порядке.
Пневматическое испытание сосуда
проводится сжатым воздухом или инертным газом.
15.10.14 Значение пробного
давления и результаты испытаний заносятся в паспорт сосуда лицом, проводившим
эти испытания.
15.11.1 Необходимость
проведения испытания ремонтных сварных соединений на герметичность, степень
герметичности и выбор методов испытаний должны быть указаны в технической
документации.
15.11.2 Контроль на
герметичность проводится в соответствии с требованиями ОСТ 26.260.014.
15.11.3 Допускается испытания
на герметичность люминисцентно-гидравлическим способом совмещать с
гидравлическими испытаниями сосуда.
15.11.4 Герметичность сварных
соединений приварки укрепляющих колец проверяется пневматическим испытанием
(воздухом или инертным газом). Величина давления должна быть равна расчетному
давлению, но не менее 0,4 МПа. При этом контроль герметичности осуществляется обмазкой
мыльной эмульсией.
15.11.5 При отсутствии
специальных требований в чертежах ремонтируемого изделия чувствительность
контроля герметичности должна соответствовать 5 классу герметичности по ОСТ
26.260.014.
Результаты контроля ремонтных сварных
соединений оформляются в соответствии с разделом 17 в виде протоколов, актов и
прикладываются к комплекту исполнительной документации на ремонт, который
хранится вместе с паспортом отремонтированного сосуда.
16.1.1 Настоящий раздел
разработан в соответствии с требованиями ПБ
03-576-03 [1],
ПБ
03-584-03 [2],
ОСТ 26291, РТМ 26-44-82 [29],
РД
558-97 [51],
ОТУ 3-01 [30].
При ремонте в условиях монтажной площадки
может выполняться местная термическая обработка ремонтных сварных соединений,
объемная внепечная термическая обработка сосуда целиком или его части или
комбинированная с использованием местного и объемного нагрева одновременно.
16.1.2 Объемную внепечную
термообработку рекомендуется проводить при больших объемах ремонтных сварочных
работ.
16.1.3 При ремонте корпусного
оборудования применяются следующие виды технологического нагрева и
термообработки:
- термическая обработка для
вывода водорода (дегазация) перед сваркой при ремонте оборудования, бывшего в
эксплуатации в средах, содержащих сероводород;
- предварительный и
сопутствующий подогрев при сварке и других видах огневых работ;
- термический отдых в случае
длительных перерывов в работе со сталями мартенситного класса (как вариант
промежуточного отпуска при отсутствии механического воздействия на изделие);
- промежуточный отпуск, в
случае сварки жестких узлов и исправления дефектов с большим объемом
наплавленного металла при разработке индивидуального технологического процесса;
- послесварочная
(окончательная) термическая обработка по режиму высокотемпературного отпуска
или стабилизирующего отжига для снижения сварочных напряжений и улучшения
свойств металла шва и зоны термического влияния.
16.1.4 Детали и узлы,
прошедшие промежуточный отпуск или отдых, в дальнейшем подлежат обязательному
высокотемпературному отпуску. После проведения термического отдыха время до
окончательной термообработки не регламентируется.
16.1.5 До выполнения
окончательной термообработки должны быть по возможности исключены статические и
динамические нагрузки на сосуд.
16.1.6 Работы по
термообработке производятся в соответствии с рабочей инструкцией
(технологическим процессом), которые разрабатываются с учетом требований в
паспорте (чертеже) аппарата, ремонтной документации и настоящего раздела.
16.1.7 Допускается без
термической обработки приварка внутренних и наружных устройств на монтажной
площадке к специальным накладкам и кронштейнам, приваренным к корпусу аппарата
и прошедшим вместе с ним термическую обработку.
16.1.8 Допускается приварка
внутренних и наружных устройств без последующей термической обработки по режиму
высокотемпературного отпуска к корпусам ранее термообработанных сосудов и
аппаратов из углеродистых и низколегированных кремнемарганцовистых (20К, 09Г2С,
16ГС и т.д.) при условии, что величина катета сварного шва не превышает 8 мм.
16.1.9 Отмена термообработки
или изменение режимов могут быть произведены по согласованию с проектной
организацией, разработчиком ремонтной документации или разработчиком стандарта
за исключением случаев, оговоренных в 16.1.7 и 16.1.8.
16.1.10 Для проведения
термической обработки должна быть организована специальная группа, состоящая:
- из инженерно-технического
работника (руководителя группы), имеющего допуск на руководство работами по
термообработке;
- оператора-термиста на
передвижных термических установках, соответственно для местной или внепечной
объемной термообработки, прошедшего специальную подготовку, соответствующие
квалификационные испытания и имеющего удостоверение на право производства
работ;
- специалиста по обслуживанию
термического оборудования и КИП и А.
16.1.11 К выполнению
термической обработки следует приступать после проверки документации,
подтверждающей качество выполнения сварочных работ. В случае исправления
дефектов сваркой после выполнения термической обработки место ремонта должно
быть подвергнуто повторной термообработке.
16.2
Режимы и параметры термической обработки
16.2.1 Необходимость
проведения и вид термической обработки определяются требованиями технической
документации на аппарат, ремонтной документации и уточняется в соответствии с
требованиями настоящего раздела и таблицы 28 в зависимости от марки стали,
толщины стенки, условий проведения и объема ремонтных работ.
16.2.2 К режимам
термообработки относятся:
- температура нагрева - ТН,
°С;
- скорость нагрева - VH, °С/ч;
- длительность выдержки - t, ч;
- скорость охлаждения - Vо, °С/ч.
16.2.3 Скорость нагрева при
выполнении термической обработки определяется по следующей формуле:
 (12)
(12)
где
S -
толщина стенки изделия, мм.
При этом максимальная скорость нагрева
корпусов аппаратов не должна превышать 150°С/ч, а минимальная рекомендуется не
менее 50°С/ч;
16.2.4 Температура нагрева и
длительность выдержки определяются из таблиц 28 и 29.
16.2.5 Скорость охлаждения по
окончании выдержки регламентируется до 300°С и в этом диапазоне не должна
превышать скорости нагрева, далее - под слоем теплоизоляции.
16.2.6 Термообработка
высоколегированных сталей проводится в соответствии с проектной документацией
или с рекомендациями специализированной организации.
16.2.7 Параметры
предварительного и сопутствующего подогрева приведены в 14.7.2.
16.2.8 Термообработка для
вывода водорода (дегазация) при ремонте оборудования, работающего в
сероводородосодержащих средах, выполняется до начала сварки и других огневых
работ при температуре 300-350°С. Выдержка при заданной температуре должна быть
в 1,5-2 раза больше, чем для высокотемпературного отпуска.
16.2.9 При местной
термообработке ширина зоны равномерного нагрева (зона сварного шва и
прилегающих областей, на которые распространяются требования 16.2.3-16.2.5)
должна быть не менее 2-3 толщин стенки изделия в каждую сторону от оси шва, но
не менее 100 мм, длина зоны местной термообработки должна быть не менее длины
ремонтного сварного шва плюс 1-2 толщины стенки в каждую сторону.
При сварке элементов разной толщины
допускается определять ширину зоны равномерного нагрева отдельно в каждую
сторону от шва.
Перепад температуры между двумя любыми
точками в зоне равномерного нагрева не должен превышать температурного интервала,
указанного в таблицах 28 и 29.
Таблица 28 - Рекомендуемые режимы термического отдыха ремонтных
сварных соединений аппаратов и их элементов
|
Номер
группы стали
|
Группа
стали
|
Марка
стали
|
Необходимость
применения
|
Температура
нагрева, °С
|
Выдержка
при температуре отдыха
|
|
3
|
Подкаливающиеся
и мартенситные стали
|
12ХМ
I5XM
|
При толщине
более 12 мм, если время вылеживания после сварки до начала термообработки по
режиму высокотемпературного отпуска превышает 48 часов
|
150-250
|
не
менее 8 часов
|
|
12Х1МФ
|
При толщине более
6 мм, если время вылеживания после сварки до начала термообработки по режиму
высокотемпературного отпуска превышает 48 часов
|
50-250
|
не
менее 8 часов
|
|
15Х5М
15Х5М-У,
15Х5ВФ
|
Независимо от
толщины, если время вылеживания после сварки до начала термообработки по
режиму высокотемпературного отпуска превышает 24 часа
|
300-350
|
не
менее 12 часов
|
Таблица 29 - Рекомендуемые режимы высокотемпературного отпуска при
объемной и местной термообработке ремонтных сварных соединений аппаратов и их
элементов
|
Номер
группы стали
|
Группа
стали
|
Марка
стали
|
Необходимость
применения
|
Температура
нагрева, °С
|
Выдержка
при температуре отпуска в зависимости от толщины
|
|
До
50 мм
|
От
51 до 120 мм
|
|
1
|
Углеродистые
стали
|
Ст3
10
20
20К
20Юч
|
Требование в
технической документации, эксплуатация в среде, вызывающей коррозионное
растрескивание, толщина стенки более 36 мм
|
620
± 20
|
2,5
мин на 1 мм толщины, но не менее 1 ч при толщине до 25 мм
|
2
ч плюс 15 мин на каждые дополнительные 25 мм свыше 50 мм
|
|
3
|
Низколегированные
стали
|
09Г2С
10Г2
16ГС
17ГС
|
Требование в
технической документации, эксплуатация в среде, вызывающей коррозионное
растрескивание, толщина стенки более 30 мм
|
620 ± 20
|
|
3
|
Подкаливающиеся
и мартенситные стали
|
12ХМ
15ХМ
12Х1МФ
|
Толщина стенки
более 10 мм
|
710 ± 20
|
|
Толщина стенки
более 6 мм
|
730 ± 20
|
|
I5X5M
15Х5М-У
15Х5ВФ
|
Во всех
случаях
|
750 ± 20
|
16.3 Расположение нагревателей и точек
контроля температуры при местной термической обработке
16.3.1 Мощность нагревателей,
их конфигурация и расположение должны обеспечить режимы и параметры
термообработки, предусмотренные в 16.2. При этом должны
быть выполнены следующие условия:
- зона нагрева (область,
занимаемая нагревателями) должна перекрывать зону равномерного нагрева на
величину, зависящую от толщины стенки изделия, параметров нагревателей и
допустимого перепада температуры. Необходимое перекрытие определяется опытным
путем или рекомендуется изготовителем оборудования, во всяком случае, оно не
должно быть менее 1,5-2 толщин стенки в каждую сторону;
- если для заполнения зоны
нагрева требуются 2 и более нагревателей, то расстояние между ними не должно
превышать толщины стенки изделия. То же относится и к расстоянию между секциями
нагревателей.
16.3.2 При возникновении
условий, вызывающих смещение или деформацию температурного поля, следует
принять меры по устранению или нейтрализации их последствии.
В общем случае эти меры
заключаются в следующем:
- деление всей зоны нагрева на
отдельные зоны (секции) с автономным управлением;
- смещение оси симметрии
нагревательной системы относительно шва;
- расширение зоны нагрева с
нижней стороны шва;
- наложение дополнительной
теплоизоляции;
- в случае, когда в зону
нагрева попадает часть штуцера или иного приварного элемента корпуса, следует
включить этот элемент целиком в зону термообработки.
16.3.3 При ремонте дефектов
кольцевого шва предпочтение следует отдавать нагреву по всему кольцу, но
допускается и нагрев «пятном», если протяженность зоны нагрева не превышает 0,2
диаметра корпуса аппарата. Нагрев «пятном» недопустим для сварных соединений из
подкаливающихся и мартенситных сталей.
16.3.4 Термопары располагаются
в контрольных точках, которые выбираются в зависимости от размеров зоны
нагрева, применяемого оборудования и конкретных условий нагрева с таким
расчетом, чтобы однозначно контролировать режимы и параметры термообработки по
данным раздела 16.2.
16.3.5 Температура по ширине
зоны равномерного нагрева контролируется в общем случае в трех точках: середина
зоны (ось шва) и края с обеих сторон.
16.3.6 Температура по длине
зоны контролируется таким же образом. Если длина зоны нагрева составляет более
двух длин применяемых нагревателей, следует увеличить число контрольных точек.
16.3.7 Перепад температуры по
толщине стенки изделия допускается не контролировать при толщине менее 60 мм
при использовании нагревателей с удельной мощностью не более 5 Вт/см2
на углеродистых и низколегированных сталях и наличии достаточной теплоизоляции.
16.3.8 Температура по длине
замкнутой зоны нагрева контролируется:
- при термообработке патрубков
диаметром до 300 мм - в одной точке;
- при термообработке патрубков
диаметром от 300 до 500 мм - в двух диаметрально расположенных точках;
- при термообработке патрубков
диаметром от 500 до 700 мм - в трех равномерно разнесенных по окружности
точках.
16.3.9 Допускается после
отработки технологии нагрева на однотипных объектах уменьшить количество точек
контроля температуры.
16.4.1 Местная термическая
обработка может проводиться с использованием электронагревателей сопротивления,
индукционного нагрева токами промышленной или средней частоты, или
нагревателями комбинированного действия типа КЭН.
16.4.2 Объемная внепечная
термическая обработка позволяет осуществлять нагрев всего аппарата независимо
от его массы и габаритов путем введения в полость аппарата теплоносителя,
который подается внутрь и выводится через существующие или специально
вырезанные отверстия в корпусе аппарата. Корпус предварительно теплоизолируется
и принимаются меры к свободной циркуляции теплоносителя внутри полости
аппарата. Для термообработки части аппарата необходимый объем отсекается
временными внутренними теплоизолирующими перегородками, теплоноситель подается
только в эту зону. Теплоноситель образуется смешением продуктов сгорания
жидкого или газообразного топлива с воздухом в специальном устройстве - теплогенераторе,
например типа ТГЖ-1.
16.4.3 Оборудование для
термической обработки должно соответствовать следующим общим требованиям:
- иметь документацию
изготовителя, подтверждающую возможность его использования для целей
термообработки (паспорт, техническое описание и руководство по эксплуатации,
технические условия, сертификат соответствия);
- обеспечивать техническую
возможность выполнения режимов и параметров нагрева, заданных технологией
термообработки (скорость и температура нагрева, время выдержки, ширина зоны
нагрева и зоны равномерного нагрева);
- безопасность эксплуатации
для обслуживающего персонала и отсутствие помех для работы окружающего
технологического оборудования;
- дополнительным требованием к
теплогенераторным устройствам является исключение прямого воздействия открытого
пламени на поверхность нагреваемого изделия.
16.4.4 Температура нагрева
контролируется пирометрическим комплектом, состоящим в общем случае из
термоэлектрических преобразователей (термопары), приборов контроля и
регистрации (автоматический потенциометр класса не ниже 0,5) и соединительных
проводов (компенсационные или термоэлектродные). Все приборы и материалы должны
иметь действующий сертификат соответствия.
16.4.5 Теплоизоляция должна
иметь рабочую температуру, соответствующую температуре термообработки и
максимальной температуре нагревателей.
16.5.1 При проведении
подготовительных мероприятий следует:
- определить объект, способ,
вид и параметры термообработки;
- укомплектовать установку
необходимым оборудованием, технологическими приспособлениями и материалами;
- уточнить вид и объем
сдаточной документации;
- подготовить аппарат к
термообработке. Помимо общих требований в части подготовки к ремонту необходимо
обеспечить свободное расширение аппарата или его частей при нагреве.
16.5.2 В случае местной
термообработки нагреватели размещаются в зоне нагрева согласно требованиям раздела
16.3. Для крепления нагревателей могут использоваться скобы, подвески на
изоляторах, бандажные и распорные кольца и другие способы, рекомендованные
изготовителем оборудования.
16.5.3 Нагреватели могут
располагаться на наружной или на внутренней поверхности или с двух сторон
изделия в зависимости от удобства монтажа, условий проведения работ и
требований документации.
16.5.4 Термоэлектрические
преобразователи (термопары) размещаются в 5 контрольных точках, выбранных
согласно требованиям 16.3.
16.5.5 Горячий спай термопар
должен быть защищен от прямого воздействия излучения нагревателей,
термоэлектродные и компенсационные провода от контакта с токонесущими частями,
а холодный спай вынесен из зоны нагрева. Рекомендуется механическое крепление с
плотным контактом горячего спая с поверхностью металла или с помощью точечной
(конденсаторной) сварки.
16.5.6 Теплоизоляция
накладывается на обе поверхности стенки нагреваемого изделия. Толщина изоляции
должна быть не менее 60 мм и перекрывать зону нагрева не менее, чем на 10
толщин стенки в каждую сторону. Выступающие части конструкции - штуцеры,
бобышки, фланцы и т.п. - должны быть закрыты теплоизоляцией полностью. При
невозможности расположения теплоизоляции с двух сторон (трубопроводы)
необходимо увеличить ширину зоны нагрева и мощность нагревателей. Во всех
случаях следует принять меры к защите термообрабатываемого узла от ветра,
сквозняков и атмосферных осадков.
16.5.7 Крепление теплоизоляции
осуществляется с учетом особенностей конструкции объекта нагрева. При этом
могут использоваться скобы для крепления штатной теплоизоляции, другие элементы
конструкции сосудов и аппаратов, временные технологические приспособления.
16.5.8 После монтажа
нагревателей, термопар и теплоизоляции проверяется правильность подключений и
сопротивление изоляции между токонесущими частями нагревателей и корпусом
аппарата.
16.5.9 Подключение
нагревателей к источнику питания производится с учетом их технических данных и
таким образом, чтобы каждая группа нагревателей имела возможность независимого
управления и контролировалась «своей» термопарой.
Под группой нагревателей здесь
подразумевается один или несколько нагревателей (секций), подключенных к одному
источнику питания или к одному каналу нагрева и объединенных определенной зоной
нагрева, температура в которой в силу каких-либо причин может отличаться от
температуры в других зонах. Если число групп нагревателей превышает число
контрольных точек или, вследствие взаимного расположения нагревателей и
термопар какая-то группа или группы нагревателей окажутся без контроля, следует
установить дополнительные (регулирующие) термопары. Регулирующие термопары
могут быть включены в число контрольных.
16.5.10 Подсоединение термопар
к контрольно-измерительному прибору производится с помощью термоэлектродных
(компенсационных) проводов, с соблюдением правил прокладки
контрольно-измерительных цепей. Изменение полярности не допускается.
16.5.11 Пробным включением
проверяется работа силовой и измерительной схем. Устраняются неполадки.
16.5.12 Вводятся выбранные
режимы нагрева в автоматическую систему управления установкой, включается
нагрев. В случае ручного управления - управлять нагревом, изменяя силу тока в
нагревателях, ориентируясь при этом на показания контрольно-измерительных
приборов.
В любом случае необходим постоянный
контроль оператора-термиста за работой оборудования и ходом процесса.
16.5.13 После окончания
процесса термообработки необходимо:
- демонтировать теплоизоляцию,
нагреватели и термопары. Механическим способом зачистить места приварки
технологических приспособлений и термопар;
- выполнить визуальный
контроль зоны термообработки, убедиться в отсутствии трещин, отслоений и других
дефектов;
- оформить диаграмму
термообработки и другие сдаточные документы.
16.5.14 Сопутствующий и
предварительный подогрев перед сваркой проводится на том же термическом
оборудовании, что и термообработка, допускается при этом уменьшение количества
нагревателей и их суммарной мощности, уменьшение толщины и ширины
теплоизоляции, а температуру контролировать переносными приборами.
Не допускается проведение любых работ на
объекте во время проведения термообработки без согласования с лицом,
ответственным за термообработку.
16.6.1 Контроль качества
сварных соединений после термической обработки производится в объеме,
предусмотренном нормативно-технической документацией, и заключается в контроле
технологического процесса термообработки и контроле качества ремонтных сварных
соединений в соответствии с разделом 15.
16.6.2 Контроль
технологического процесса термообработки заключается:
- в проверке графика нагрева,
полученного на диаграмме контрольно-измерительного прибора, на соответствие
требованиям документации;
- контроле за соблюдением
технологического процесса на всех этапах проведения термообработки.
16.6.3 В паспорте сосудов и
аппаратов делается запись о проведенной термообработке, прикладывается
технологическая инструкция, оформленная диаграмма и копии удостоверений
термистов, копии паспортов или сертификатов средств контроля температуры.
По согласованию с региональными органами
Ростехнадзора допускается запись температурно-временных параметров
термообработки в электронном виде с последующей распечаткой в паспорт аппарата.
16.6.4 При оформлении
результатов термообработки на поле диаграммы наносятся и отмечаются следующие
данные:
- сведения об объекте
термообработки (в том числе материальное исполнение), вид термообработки
(высокотемпературный отпуск, нормализация и т.п.), дата проведения, в
соответствии с каким документом проводилась термообработка;
- температурно-временные
координаты (оси координат);
- участки нагрева, выдержки и
охлаждения на температурных кривых, с указанием полей допуска;
- фактический режим
термообработки (температура нагрева, скорость нагрева, время выдержки, скорость
охлаждения);
- перерывы в работе (если
таковые были) с указанием причин;
- сведения о
контрольно-измерительных приборах (тип, заводской номер, градуировка, шкала,
скорость перемещения ленты, дата поверки);
- эскиз расположения термопар
в случае расхождения с руководящим документом (технологией);
- схема соответствия номера
точки контроля температуры (термопары) и номера точки прибора в случае
разночтения;
- должности, Ф.И.О., подписи и
номера удостоверений исполнителей (термистов);
- заключение о соответствии
проведенной термообработки требованиям руководящих документов (технологии) с
подписью лица, ответственного за термообработку.
17.1 В соответствии с разделом
VII «Надзор, содержание, обслуживание и ремонт» Правил ПБ
03-576-03 [1]
ремонт с применением сварки (пайки) сосудов и их элементов, работающих под
давлением, должен проводиться по технологии, разработанной изготовителем,
конструкторской или ремонтной организацией до начала выполнения работ, а
результаты ремонта должны заноситься в паспорт сосуда.
17.2 Техническая документация
на сварочные и сопутствующие работы при ремонте и модернизации сосудов и их
элементов подразделяется на два вида:
- технологическая
документация;
- исполнительная документация.
Формы этих видов документации,
рассмотренные в настоящем разделе, являются рекомендуемыми, они могут быть
изменены в зависимости от сложности и объема выполняемых работ, но должны
отражать сведения, необходимые для проверки соответствия полноты и качества их
выполнения требованиям нормативных документов.
Оформленная техническая документация
прикладывается к паспорту сосуда и хранится вместе с ним.
17.3 Технологическая
документация (приложение Г) разрабатывается в
соответствии с требованиями ОСТ 26
291, Правил ПБ
03-576-03 [1],
ПБ
03-584-03 [2]
и настоящего стандарта.
Технологическая документация может быть
двух видов:
- технологическая карта,
- технологическая инструкция.
17.4 Технологическая карта
разрабатывается на достаточно простые по характеру работы, выполняемые при
ремонте или модернизации с небольшим количеством операций. К таким работам
относятся заварка местных коррозионных повреждений основного металла и сварных
швов, устранение подрезов в сварных соединениях, заварка различных
поверхностных повреждений на корпусе аппарата, приварка к корпусу элементов
крепления наружных и внутренних устройств и т.п.
Форма технологической карты приведена в приложении Г.1.
17.5 Технологическая
инструкция разрабатывается на сложные работы, выполняемые при ремонте и
модернизации с большим объемом сборочно-сварочных операций, с применением
термической обработки и операций контроля, выполняемого различными методами.
Технологическая инструкция включает
титульный лист с необходимыми сведениями и подписями, содержание с указанием
названий разделов инструкции и собственно текст (приложение Г.2).
17.6 Исполнительная
документация включает документы, свидетельствующие о свойствах, качестве
материалов, применяемых при ремонте или модернизации сосудов и аппаратов,
документы, подтверждающие аттестацию и уровень квалификации персонала,
выполняющего сварочные работы и работы, сопутствующие им, документы,
подтверждающие аттестацию сварочного оборудования, сварочных материалов и
технологии сварки. Копии этих документов, заверенные администрацией,
прикладываются к паспорту сосуда.
17.7 Исполнительная
документация включает также документы, оформленные в процессе производства
работ по ремонту или модернизации сосуда, подтверждающие их выполнение (акты),
проведение контроля качества различными методами (протоколы) - приложение
Д. Оригиналы этих документов прикладываются к паспорту сосуда.
Рекомендуемые формы указанных документов приведены в приложениях Д.1 - Д.11.
17.8 Полный реестр
исполнительной документации, используемой при ремонте и модернизации сосудов и
аппаратов, работающих под давлением, включает следующие документы:
а) сертификаты качества на основной
металл деталей, привариваемых к корпусу аппарата (копии);
б) сертификаты качества на
поковки фланцев и патрубков штуцеров (копии);
в) сертификаты качества на
сварочные материалы (копии);
г) свидетельство о готовности
организации-заявителя к использованию аттестованной технологии сварки (копия);
д) свидетельство об аттестации
сварочного оборудования (копия);
е) свидетельство об аттестации
сварочных материалов (копии);
ж) аттестационное
удостоверение сварщика (копия);
з) аттестационное
удостоверение специалиста сварочного производства (копия);
и) аттестационное
удостоверение дефектоскописта (копия);
к) аттестационное удостоверение
оператора-термиста (копия);
л) акт на сварку допускного стыка (приложение Д.1);
м) акт на проверку
сварочно-технологических свойств электродов (приложение
Д.2);
н) протокол ультразвукового контроля
сплошности основного металла и металла околошовной зоны (приложение
Д.3);
п) протокол визуального и измерительного
контроля (приложение Д.4);
р) протокол магнитопорошкового контроля
сварных соединений (приложение
Д.5);
с) протокол капиллярного контроля
(цветной дефектоскопии) сварных соединений, сварочных кромок, выборок дефектов
сварных швов и основного металла (приложение
Д.6);
т) протокол радиографического контроля
сварных соединений (приложение
Д.7);
у) протокол ультразвукового контроля
сварных соединений (приложение
Д.8);
ф) протокол контроля твердости металла (приложение Д.9);
х) протокол контроля стилоскопированием
сварных швов (приложение
Д.10);
ц) акт на проведение термической
обработки сварного соединения (приложение
Д.11).
Приложение А
(обязательное)
А.1 Определение групп однотипности сварных соединений
при ремонте и модернизации сосудов и аппаратов
А.1.1 Однотипными сварными соединениями
является группа сварных соединений, имеющих следующие общие признаки:
а) способ сварки;
б) марка (сочетание марок)
основного металла;
в) марка (сочетание марок)
сварочных материалов, вид покрытия электродов, состав защитного газа;
г) номинальная толщина
свариваемых деталей в зоне сварки;
д) радиус кривизны деталей в
зоне сварки;
е) тип сварного соединения,
тип шва, вид соединения;
ж) форма подготовки кромок;
з) пространственное положение
сварки;
и) необходимость подогрева;
к) необходимость термической обработки;
л) наплавка
- назначение;
- вид;
- необходимость термической обработки
после наплавки.
А.1.2 Способ сварки.
При выполнении работ по ремонту и
модернизации сосудов и аппаратов применяются следующие способы сварки:
- ручная дуговая сварка
покрытыми электродами (РД);
- механизированная сварка
плавящимся электродом в среде активных газов и смесях (МП);
- ручная аргонодуговая сварка
неплавящимся электродом (РАД);
- ручная дуговая наплавка
покрытыми электродами (РДН).
В одну группу однотипных сварных
соединений могут быть объединены производственные сварные соединения, выполняемые
только одним способом сварки.
Производственные сварные соединения,
выполняемые комбинированной сваркой с применением двух или нескольких способов
сварки, при аттестации выделяются в отдельную группу однотипных сварных
соединений.
А.1.3 Марка (сочетание марок) основного
металла.
В одну группу однотипных сварных
соединений допускается объединять производственные сварные соединения деталей
из сталей различных марок, для сварки которых согласно технологии предусмотрено
применение сварочных материалов одних и тех же марок (сочетаний марок). Группы
сталей представлены в таблице А.1.
Таблица А.1 - Группы типичных марок основных материалов,
применяемых при изготовлении, монтаже, ремонте и модернизации сосудов и
аппаратов
|
Группы
материалов
|
Характеристика
групп материалов
|
Марки
материалов
|
|
РД
03-495-02 [6]
|
Рекомендации по
применению РД
03-615-03 [4]
|
|
М01
|
1
|
Углеродистые и
низколегированные конструкционные стали перлитного класса с гарантированным
минимальным пределом текучести не более 360 МПа
|
Ст3,
10, 20, 20К, 20ЮЧ, 16ГС, 17ГС, 09Г2С,
10Г2
|
|
М02
|
4
|
Низколегированные
теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного
класса
|
15XM, 12Х1МФ
|
|
М04
|
7
|
Высоколегированные
высокохромистые стали ферритного класса с содержанием хрома от 12 %
|
08X13
|
|
М05
|
5
|
Легированные
стали мартенситного класса с содержанием хрома от 4 до 10 %
|
15X5M
|
|
М11
|
9
|
Высоколегированные
стали аустенитного класса
|
08X18H10T, 12X18H10T, 10X17H13M2T,
08X17H15M3T
|
|
|
20
|
Сочетание
сталей группы 4 со сталями группы 1
|
|
|
|
21
|
Сочетание
сталей группы 5 со сталями групп 1 и 4
|
|
|
|
22
|
Сочетание
сталей группы 7 со сталями групп 1 и 4
|
|
|
|
23
|
Сочетание
сталей группы 9 со сталями групп 1 и 4
|
|
|
|
24
|
Сочетание
сталей группы 9 со сталями 5 и 7
|
|
В соответствии с РД
03-495-02 [6]
(таблицы 9 и 10) результаты аттестации контрольного сварного соединения из
материала группы М02 (4) распространяются на материалы группы М01 (1) и на
сочетание материалов групп М02 с М01 (4 с 1), из материала группы М04 (7) - на
материалы групп М01 (1) и М02 (4) и на сочетание материалов групп М04 с М01 (7
с 1) и М04 с М02 (7 с 4), из материала группы М05 (5) - на материалы групп М01
(1) и М02 (4) и на сочетание материалов групп М05 с М01 (5 с 1) и М05 с М02 (5
с 4).
Результаты аттестации контрольного
сварного соединения из материала групп М01 (1) и Ml 1 (9) не распространяются на материалы других групп.
А.1.4 Марка (сочетание марок) сварочных
материалов, вид покрытия электродов, состав защитного газа.
Сварочные материалы, применяемые для
сварки сосудов и аппаратов при выполнении ремонта и модернизации, приведены в
приложении В. В одну группу допускается объединять сварные соединения,
выполненные с применением различных сварочных материалов, марки (сочетание
марок) которых согласно технологии могут использоваться для сварки деталей из
одной и той же стали; электроды должны иметь одинаковый вид покрытия по ГОСТ
9466.
По виду покрытия электродов при ручной
дуговой сварке в одну группу объединяются сварные соединения, подлежащие сварке
электродами с одним из следующих видов покрытия:
- с кислым покрытием (А);
- основным покрытием (Б);
- целлюлозным покрытием (Ц);
- рутиловым покрытием (Р);
- кисло-рутиловым покрытием
(РА);
- рутил-основным покрытием
(РБ);
- рутил-целлюлозным покрытием
(РЦ);
- прочими и специальными
видами покрытий (П).
Область распространения результатов
аттестации в зависимости от вида покрытия электродов для ручной дуговой сварки
представлена в таблице А.2.
А.1.5 Номинальная толщина свариваемых
деталей в зоне сварки.
В одну группу допускается объединять
соединения с номинальной толщиной деталей в зоне сварки в пределах одного из
следующих диапазонов:
- до 3 мм включительно;
- свыше 3 до 12 мм
включительно;
- свыше 12 до 50 мм
включительно;
- свыше 50 мм.
Для угловых, тавровых и нахлесточных
соединений указанные диапазоны относятся к привариваемым деталям; толщину
основных деталей разрешается не учитывать. Для угловых тавровых и нахлесточных
сварных соединений с неполным проплавлением при расчетной высоте углового шва
менее номинальной толщины привариваемой детали указанные диапазоны
соответствуют расчетной высоте угловых швов.
Таблица А.2 - Область распространения результатов аттестации в
зависимости от вида покрытия электродов, использованных при выполнении КСС
|
Вид
покрытия
|
Область
распространения
|
|
А,
РА
|
Р
|
РЦ
|
РБ
|
Б
|
Ц
|
П
|
|
А,
РА
|
*
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Р
|
X
|
*
|
-
|
-
|
-
|
-
|
-
|
|
РЦ
|
-
|
-
|
*
|
-
|
-
|
-
|
-
|
|
РБ
|
X
|
X
|
-
|
*
|
-
|
-
|
-
|
|
Б
|
X
|
X
|
-
|
X
|
*
|
-
|
-
|
|
Ц
|
-
|
-
|
X
|
-
|
-
|
*
|
-
|
|
П
|
-
|
-
|
-
|
-
|
-
|
-
|
*
|
|
* - Соответствует условиям сварки КСС;
Х - Область, на которую распространяются результаты аттестации;
- - Область, на которую не распространяются
результаты аттестации.
|
Результаты аттестации
технологии сварки деталей в зависимости от их номинальной толщины S могут быть распространены на другие диапазоны толщин
согласно таблице А.3. При определении области распространения результатов
аттестации для угловых и тавровых соединений деталей во внимание принимается
номинальная толщина S привариваемой детали (штуцер,
труба, фланец, заглушка и т.д.). Указанная область распространения технологии
действительна при условии, если сварка всех соединений, входящих в область
распространения технологии сварки, не сопровождается изменением остальных
признаков однотипности, характеризующих группу однотипных соединений, и
выполняется по единому технологическому процессу.
Таблица А.3 - Область распространения результатов аттестации в
зависимости от номинальной толщины деталей КСС
|
Способы
сварки
|
Номинальная
толщина КСС, мм
|
Область
распространения, мм
|
|
РД,
РАД, МП
|
S ≤ 3
|
от 0,5 до 3
включительно
|
или
Oт 0,5 S до 2S
включительно
|
|
3
< S ≤ 12
|
от 3 до 12
включительно
|
|
12
< S ≤50
|
от 3 до 50 включительно
|
|
S > 50
|
от 12 и выше
|
А.1.6 Радиус кривизны деталей
в зоне сварки.
В одну группу допускается объединять
сварные соединения деталей с радиусом кривизны в зоне сварки (для труб - с
половиной наружного номинального диаметра) в пределах одного из следующих
диапазонов:
- до 12,5 мм включительно;
- свыше 12,5 до 50 мм
включительно;
- свыше 50 до 250 мм
включительно;
- свыше 250 мм (включая
плоские детали).
Для угловых, тавровых и нахлесточных
сварных соединений указанные диапазоны относятся к привариваемым деталям;
радиусы кривизны основных деталей разрешается не учитывать.
Результаты аттестации технологии сварки в
зависимости от номинального радиуса кривизны свариваемых деталей могут быть
распространены на диапазон радиусов, указанных в таблице А.4.
При определении области распространения результатов
аттестации для угловых и тавровых соединений деталей во внимание принимается
номинальный радиус кривизны привариваемой детали (штуцер, труба, фланец,
заглушка и т.п.).
Таблица А.4 - Область распространения результатов аттестации в
зависимости от номинальной кривизны КСС
|
Способы
сварки
|
Номинальный
радиус кривизны КСС R,
мм
|
Область
распространения, мм
|
|
РД,
РАД,
МП
|
R ≤ 12,5
|
от
0,5 R до 12,5
включительно
|
Oт 0.5 R до 2 R
включительно
|
|
12,5
< R ≤ 50
|
от 12,5 до 50
включительно
|
|
50
< R ≤ 250
|
свыше 50
|
|
R > 250
|
свыше 250 включая
плоские детали
|
А.1.7 Тип сварного соединения
(стыковое, угловое, тавровое, нахлесточное).
В одну группу могут быть объединены
угловые, тавровые и нахлесточные соединения, кроме угловых сварных соединений
приварки штуцеров (труб) к элементам сосудов.
Область распространения результатов
аттестации технологии сварки в зависимости от типа сварного соединения
приведена в таблице А.5.
Таблица А.5 - Область распространения результатов аттестации в
зависимости от типа сварного соединения
|
Тип
КСС
|
Область
распространения
|
|
стыковое
|
угловое
|
тавровое
|
нахлесточное
|
|
стыковое
|
*
|
-
|
-
|
-
|
|
угловое
|
-
|
*
|
X
|
X
|
|
тавровое
|
-
|
-
|
*
|
X
|
|
нахлесточное
|
-
|
-
|
-
|
*
|
|
Примечание - Обозначения
соответствуют приведенным в таблице
А.2.
|
А.1.8 Тип шва (стыковой,
угловой).
В одну группу однотипных сварных
соединений объединяются сварные соединения с одним типом шва.
А.1.9 Вид сварного соединения.
КСС, выполняемые при аттестации
технологии сварки для сосудов и аппаратов, подразделяются на следующие виды:
а) сварные соединения,
выполняемые с одной стороны (односторонняя сварка) - ос:
- без подкладки (на весу) -
бп;
- на съемной или остающейся
подкладке - сп;
б) сварные соединения,
выполняемые с двух сторон (двусторонняя сварка) - дс:
- без зачистки корня шва - бз;
- с зачисткой корня шва - зк.
Область распространения результатов
аттестации в зависимости от вида соединения приведена в таблице А.6.
Таблица А.6 - Область распространения результатов аттестации в
зависимости от вида соединения
|
Вид
контрольного сварного соединения
|
Область
распространения
|
|
односторонняя
сварка
|
двусторонняя
сварка
|
|
на
подкладке
|
без
подкладки
|
с
зачисткой корня шва
|
без
зачистки корня шва
|
|
односторонняя
сварка (ос)
|
на
подкладке(сп)
|
*
|
-
|
Х
|
-
|
|
без подкладки
(бп)
|
X
|
*
|
X
|
X
|
|
двусторонняя
сварка (дс)
|
с зачисткой
корня шва (зк)
|
X
|
-
|
*
|
-
|
|
без зачистки
корня шва (бз)
|
X
|
-
|
X
|
*
|
|
Примечание - Обозначения соответствуют
приведенным в таблице
А.2.
|
А.1.10 Форма подготовки
кромок.
В одну группу допускается объединять
сварные соединения с одной из следующих форм подготовки кромок:
- без разделки кромок;
- с разделкой одной или двух
кромок при угле раскрытия не более 15° с одной стороны при односторонней сварке
или с каждой стороны при двусторонней сварке;
- с разделкой одной или двух
кромок при угле раскрытия свыше 15° с одной стороны при односторонней сварке
или с двух сторон при двусторонней сварке.
Область распространения результатов
аттестации в зависимости от номинального угла разделки кромок представлена в
таблице А.7.
Таблица А.7 - Область распространения результатов аттестации в
зависимости от номинального угла разделки кромок
|
Вид КСС
|
Угол
разделки кромок, град
|
Область
распространения
|
|
угол
разделки кромок с каждой стороны или с одной из сторон, град
|
|
односторонняя
сварка
|
двусторонняя
сварка
|
|
без
разделки
|
≤
15
|
>
15
|
≤
15
|
>
15
|
|
односторонняя
сварка
|
без
разделки
|
*
|
-
|
-
|
-
|
-
|
|
≤
15
|
-
|
*
|
X
|
X
|
X
|
|
>
15
|
-
|
-
|
*
|
-
|
X
|
|
двусторонняя
сварка
|
≤
15
|
-
|
-
|
-
|
*
|
X
|
|
>
15
|
-
|
-
|
-
|
-
|
*
|
|
Примечание - Обозначения соответствуют
приведенным в таблице
А.2.
|
А.1.11 Пространственное
положение сварки.
Принять следующие условные обозначения
положений сварки:
- H1 - нижнее стыковое и «в лодочку»;
- Н2 - нижнее тавровое;
- Г - горизонтальное,
- П1 - потолочное стыковое;
- П2 - потолочное тавровое;
- В1 - вертикальное снизу
вверх;
- В2 - вертикальное сверху вниз;
- Н45 - наклонное под утлом
45°.
Область распространения результатов
аттестации в зависимости от пространственного положения, в котором производится
сварка КСС, приведена в таблице А.8.
Таблица А.8 - Область распространения результатов аттестации в зависимости
от пространственного положения КСС при сварке плавлением
|
Положения,
в которых
выполняется
сварка
|
Область
распространения
|
|
лист
|
труба
|
|
стыковое
соединение
|
тавровое
соединение
|
стыковое
соединение
|
тавровое
соединение
|
|
H1
|
Г
|
В2
|
В1
|
П1
|
H1
|
Н2
|
В2
|
В1
|
П2
|
H1
|
В2
|
В1
|
Г
|
Н45
|
Н2
|
В2
|
В1
|
П2
|
H45
|
|
Стыковое
соединение листов
|
H1
|
*
|
-
|
-
|
-
|
-
|
X
|
X
|
-
|
-
|
-
|
XX
|
-
|
-
|
-
|
-
|
X
|
-
|
-
|
-
|
-
|
|
Г
|
X
|
*
|
-
|
-
|
-
|
X
|
X
|
-
|
-
|
-
|
XX
|
-
|
-
|
XX
|
-
|
X
|
-
|
-
|
-
|
-
|
|
В2
|
-
|
-
|
*
|
-
|
-
|
-
|
-
|
X
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
В1
|
X
|
-
|
-
|
*
|
-
|
X
|
X
|
-
|
X
|
-
|
XX
|
-
|
-
|
-
|
-
|
X
|
-
|
X
|
-
|
-
|
|
П1
|
X
|
X
|
-
|
X
|
*
|
X
|
X
|
-
|
X
|
X
|
XX
|
-
|
-
|
-
|
-
|
XX
|
-
|
XX
|
XX
|
-
|
|
Тавровое
соединение листов
|
H1
|
-
|
-
|
-
|
-
|
-
|
*
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
Н2
|
-
|
-
|
-
|
-
|
-
|
X
|
*
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
X
|
-
|
-
|
-
|
-
|
|
В2
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
*
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
|
В1
|
-
|
-
|
-
|
-
|
-
|
X
|
X
|
-
|
*
|
-
|
-
|
-
|
-
|
-
|
-
|
X
|
-
|
-
|
-
|
-
|
|
П2
|
-
|
-
|
-
|
-
|
-
|
X
|
X
|
-
|
X
|
*
|
-
|
-
|
-
|
-
|
-
|
X
|
-
|
-
|
X
|
-
|
|
Стыковое
соединение труб
|
H1
|
-
|
-
|
-
|
-
|
-
|
X
|
X
|
-
|
-
|
-
|
*
|
-
|
-
|
-
|
-
|
X
|
-
|
-
|
-
|
-
|
|
В2
|
-
|
-
|
X
|
-
|
-
|
-
|
-
|
X
|
-
|
-
|
-
|
*
|
-
|
-
|
-
|
-
|
X
|
-
|
-
|
-
|
|
В1
|
Х
|
X
|
-
|
Х
|
X
|
X
|
Х
|
-
|
X
|
Х
|
Х
|
-
|
*
|
-
|
-
|
X
|
-
|
X
|
X
|
|
|
Г
|
X
|
X
|
-
|
X
|
X
|
X
|
X
|
-
|
X
|
X
|
X
|
-
|
-
|
*
|
-
|
X
|
-
|
-
|
-
|
-
|
|
Н45
|
X
|
X
|
XXX
|
X
|
X
|
X
|
X
|
XXX
|
X
|
X
|
X
|
XXX
|
X
|
X
|
*
|
X
|
XXX
|
X
|
X
|
X
|
|
Тавровое
соединение трубы
с листом
|
Н2
|
-
|
-
|
-
|
-
|
-
|
X
|
X
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
*
|
-
|
-
|
-
|
-
|
|
В2
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
X
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
*
|
-
|
-
|
-
|
|
В1
|
-
|
-
|
-
|
-
|
-
|
X
|
X
|
-
|
X
|
X
|
-
|
-
|
-
|
-
|
-
|
X
|
-
|
*
|
X
|
-
|
|
П2
|
-
|
-
|
-
|
-
|
-
|
X
|
X
|
-
|
X
|
X
|
-
|
-
|
-
|
-
|
-
|
X
|
-
|
X
|
*
|
-
|
|
Н45
|
-
|
-
|
XXX
|
-
|
-
|
X
|
X
|
XXX
|
X
|
X
|
-
|
XXX
|
-
|
-
|
-
|
X
|
XXX
|
X
|
X
|
*
|
|
* - пространственное положение, в котором
проводилась сварка КСС;
Х - пространственное положение, на которое распространяется
аттестация;
ХХ - при диаметре труб более 150 мм;
- - пространственное положение, на которое не распространяется
аттестация;
ХХХ - аттестация при сварке КСС, выполненного в
положении Н45 способом «сверху вниз», распространяется только на положение
В.2.
|
А.1.12 Необходимость
подогрева.
Группы однотипных сварных соединений по
необходимости выполнения подогрева устанавливаются отдельно для сварных
соединений, выполняемых без подогрева, с предварительным, сопутствующим
(межслойным) подогревом.
А.1.13 Необходимость термической
обработки.
Группы однотипных сварных соединений по
необходимости выполнения термической обработки устанавливаются отдельно для
сварных соединений, выполняемых без проведения послесварочной термической
обработкой и с проведением ее.
А.1.14 Наплавка.
В группы однотипных наплавок объединяются
наплавки, соответствующие одной из следующих технологических характеристик:
а) по назначению наплавок:
- наплавки общего назначения
(усиливающие, восстановительные и т.п.), для которых предусмотрено применение
тех же сварочных материалов, что и для сварки металла изделий, на которые
наносится наплавка;
- антикоррозионные наплавки
(наплавленные антикоррозионным покрытием);
- специальные наплавки
(износостойкие, эрозионностойкие и др.), обеспечивающие требуемые в
эксплуатации особые свойства поверхностных слоев наплавленных деталей;
б) по виду наплавок:
- однослойные;
- многослойные однородные
(наплавляются не менее, чем в два слоя, с применением одинаковых сварочных
материалов в разных слоях);
- многослойные неоднородные
(наплавляются не менее, чем в два слоя, с применением разных сварочных материалов
в разных слоях);
в) по необходимости термической обработки
после наплавки:
- без термообработки;
- с термической обработкой.
А.2 Общие требования к производственной аттестации
технологии сварки
А.2.1 Организация, выполняющая сварочные
работы при монтаже, ремонте, модернизации сосудов и аппаратов, направляет в
аттестационный центр заявку на проведение производственной аттестации
технологий сварки в соответствии с РД
03-615-03 [3].
А.2.2 Аттестационный центр совместно с
организацией-заявителем разрабатывает программу производственной аттестации,
которая согласовывается с руководителем организации-заявителя и утверждается
руководителем аттестационного центра.
А.2.3 Для выполнения программы
аттестационный центр создает аттестационную комиссию, в которую по согласованию
с организацией-заявителем включает ее сотрудников - руководителя сварочных
работ, представителя службы технического контроля и других специалистов.
А.2.4 Организация-заявитель издает приказ
о назначении лица, ответственного за техническую сторону проведения
производственной аттестации.
А.2.5 Производственная аттестация технологии
сварки (наплавки) производится для каждой группы однотипных производственных
сварных соединений (наплавок), выполняемых в данной организации.
А.2.6 Для проведения производственной
аттестации технологии сварки выполняются КСС, количество и размеры которых
должны быть достаточными для проведения всех видов неразрушающего и
разрушающего контроля, предусмотренных программой.
Минимальные размеры КСС, выполняемых при
аттестации производственной технологии сварки для монтажа, ремонта,
модернизации сосудов и аппаратов, приведены на рисунке А.1.
При выполнении контрольных наплавок
толщина наплавляемой пластины должна быть не менее 20 мм, площадь
контролируемой части наплавки - не менее 200×150 мм.
А.2.7 Сварка КСС выполняется в
присутствии представителя аттестационного центра и представителя
организации-заявителя, которые осуществляют контроль за выполнением всех
операций.
А.2.8 Параметры режимов сварки и
выполнения других операций фиксируются членами аттестационной комиссии и
передаются в аттестационный центр для оформления карт технологического процесса
сварки КСС. Карты технологического процесса сварки КСС подписываются
представителями аттестационного центра и организации-заявителя,
присутствовавшими при сварке.
А.2.9 После проведения предусмотренного
контроля КСС и при положительных его результатах оформляется акт
производственной аттестации технологии сварки, который служит основанием для
разработки операционно-технологических карт выполнения работ при ремонте и
модернизации сосудов и аппаратов.
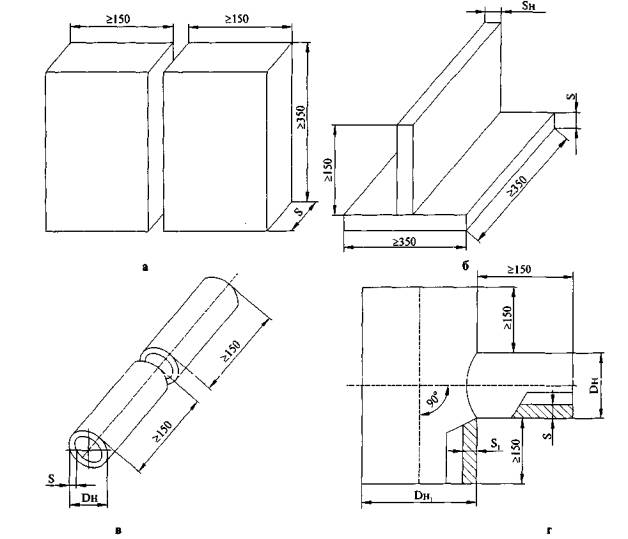
а -
стыковое соединение из листов; б - тавровое (угловое) соединение из листов; в -
стыковое трубное соединение; г - угловое (тавровое) трубное соединение
Рисунок А.1 - Основные виды КСС,
выполняемых при аттестации технологии сварки
А.2.10 Аттестационный центр оформляет
заключение о готовности организации-заявителя к использованию технологии,
прошедшей аттестационные испытания, с указанием области ее распространения и
направляет его в НАКС.
А.2.11 После экспертизы представленных
документов НАКС оформляет Свидетельство о производственной аттестации
технологии сварки в соответствии с требованиями РД
03-615-03 [3],
которое аттестационный центр передает организации-заявителю.
А.2.12 Свидетельство о производственной
аттестации технологии сварки действительно в течение четырех лет с даты выдачи.
Приложение Б
(обязательное)
Таблица Б.1 - Листовая сталь
|
Марка
стали, обозначение стандарта или технических условий
|
Технические
требования
|
Рабочие
условия
|
Виды
испытаний и дополнительные требования
|
Примечание
(ссылки на пункты примечаний к таблице Б.1)
|
|
температура
стенки, °С
|
давление среды, МПа
(кгс/см2), не более
|
|
Ст3сп4, Ст3пс4
ГОСТ 380
|
ГОСТ
14637
|
От минус 20 до
200
|
5
(50)
|
ГОСТ
14637 и полистно при температуре стенки выше 200°С
|
пп. 2, 7
|
|
Ст3сп5, Ст3пс5
ГОСТ 380
|
От минус 20 до 425
|
пп. 2, 5, 7
|
|
20К
категории 11,
17
ГОСТ
5520
|
ГОСТ
5520
|
От минус 20 до
475
|
Не
ограничено
|
ГОСТ
5520
|
пп. 3, 5, 6,
8, 9
|
|
09Г2С
категорий 7,
8, 9 в
зависимости
от температуры
стенки
ГОСТ
5520
|
ГОСТ
5520
|
От минус 70 до 200
|
пп. 3, 8
|
|
17ГС 16ГС
категории 6
ГОСТ
5520
|
От минус 40 до 200
|
пп. 3, 8
|
|
17ГС
категории 12
16ГС, 09Г2С
категорий 12, 17
ГОСТ
5520
|
От минус 40 до 475
|
пп. 3, 4, 5,
8, 9
|
|
09Г2С
категории 15, 17
ГОСТ
5520
|
От минус 70 до 475
|
пп. 3, 9
|
|
15Х5М
ГОСТ 20072
|
ГОСТ
7350 ТУ 14-1-2657-79 [31]
|
От минус 40 до 650
|
Группа М2б по ГОСТ
7350 ТУ 14-1-2657-79 [31]
|
п. 12
|
|
20ЮЧ
ТУ
14-1-4853-90
[32]
|
ТУ
14-1-4853-90 [32]
|
От минус 40 до 475
|
ТУ
14-1-4853-90 [32]
|
|
|
08Х18Н10Т
12Х18Н9Т,
12Х18Н10Т
ГОСТ
5632
|
ГОСТ
7350
|
От минус 253 до 610
|
Группа М2б по ГОСТ
7350
|
пп. 10, 12
|
|
10Х17Н13М2Т
ГОСТ
5632
|
ГОСТ
7350 ГОСТ
5582
|
От минус 253
до 350
|
Группа М2б ГОСТ
7350 Группа М2а и М3а ГОСТ
5582
|
пп. 10, 12
|
|
08Х17Н15М3Т
ГОСТ
5632
|
ГОСТ
7350
|
От минус 196 до 600
|
Группа М2б ГОСТ
7350
|
пп. 10, 12
|
|
08X13, 12X13,
20X13
ГОСТ
5632
|
ГОСТ
7350
|
От минус 40 до 550
|
Группа М2б по ГОСТ
7350
|
пп. 1, 10, 13,
12 п. 11 (для сталей марок 12X13, 20X13)
|
|
Примечания
1 Для деталей внутренних устройств и других неответственных
конструкций.
2 Ограничения по толщине для сталей марок Ст3сп и Ст3пс категорий 4 и
5 - не более 25 мм. Механические свойства листов по ГОСТ
5520 толщиной менее 12 мм проверяются на листах, взятых от партии.
3 При толщине более 60 мм и менее 12 мм применяется сталь категории
12. Допускается применение стали марки 10Г2 по ГОСТ
1577 - при температурах стенок от минус 70 до 40°С с техническими
требованиями для стали марки 09Г2С в этом температурном интервале.
4 Испытание на механическое старение производится в том случае, если
при изготовлении сосудов, имеющих температуру стенки выше 200°С, сталь
подвергается холодной деформации (вальцовка, гибка, отбортовка и др.).
5 Для стали марки 20К испытание при минус 20°С производится на
металлургическом предприятии. Значение ударной вязкости должно быть не менее
30 Дж/см2 (3 кгс·м/см2).
6 При толщине листов менее 5 мм допускается применение сталей по ГОСТ
14637 категории 2 вместо категории 4. При толщине листов менее 7
мм допускается применение сталей по ГОСТ
14637 категорий 3 и 4 вместо категорий 6 и 5 соответственно.
7 При толщине листов менее 5 мм допускается применение сталей по ГОСТ
5520 категории 2 вместо категорий 3-17, при толщине листов менее 7
мм допускается применение сталей по ГОСТ
5520 категории 3 вместо категории 18, категории 6 - вместо
категорий 12 и 17.
8 Допускается применение стали марки 20К по ГОСТ
5520 категории 10 вместо категории 18; стали 16ГС, 09Г2С по ГОСТ
5520 категорий 12, 13, 14 и 15 (в зависимости от температуры
стенки, если она ниже 0°С) вместо стали категории 17.
9 Допускается применение стали по ГОСТ
7350 группы поверхности М3б и М4б при условии, что в расчете на
прочность должны быть учтены глубина залегания дефектов и минусовые отклонения.
10 Для изготовления деталей, не подлежащих сварке.
11 Коррозионно-стойкая, жаростойкая и жаропрочная толстолистовая сталь
по ГОСТ
7350 должна быть термически обработанной, травленной, с качеством
поверхности по группе М2б.
12 Для внутренних, не подлежащих сварке деталей
сосудов допускается применение стали марки 08X13 при температуре стенки от
минус 60°С до 550°С.
|
Таблица Б.2 - Стальные трубы
|
Марка стали,
обозначение стандарта или технических условий
|
Технические
требования
|
Рабочие
условия
|
Виды
испытаний и дополнительные требования
|
Примечание
(ссылки на пункты примечаний к таблице Б.2)
|
|
|
температура
стенки, °С
|
давление среды, МПа
(кгс/см2), не более
|
|
|
10, 20
ГОСТ
1050
|
ГОСТ
8733, ГОСТ
8731, ГОСТ
550
|
От минус 30 до
475
|
5
(50)
|
Группа В по ГОСТ
8731, ГОСТ
8733 Группа А, Б ГОСТ
550
|
пп. 1, 2, 5, 6
|
|
|
20
ГОСТ
1050
|
ГОСТ
550
ГОСТ
8731
|
От минус 30 до
475
|
16
(160)
|
ГОСТ
550, ГОСТ
8731
|
пп. 1, 2, 5
|
|
|
20
ТУ
14-3Р-55-2001 [33]
|
ТУ
14-3Р-55-2001 [33]
|
От минус 30 до
475
|
Не
ограничено
|
ТУ
14-3Р-55-2001 [33]
|
пп. 2, 5
|
|
|
20ЮЧ
ТУ
14-3-1600-89 [34]
ТУ
14-3-1652-89 [35]
ТУ 14-3-1745-90
[36]
|
ТУ
14-3-1600-89 [34]
ТУ
14-3-1652-89 [35]
TУ 14-3-1745-90 [36]
|
От минус 40 до 475
|
ТУ
14-3-1600-89 [34]
ТУ
14-3-1652-89 [35]
ТУ
14-3-1745-90 [36]
|
|
|
|
09Г2С
ГОСТ
19281
|
ТУ
14-3-1128-2007 [37]
|
От минус 60 до 475
|
ТУ
14-3-1128-2007 [37]
|
|
|
|
09Г2С
ГОСТ
19281
|
ГОСТ
8731
|
От минус 70 до 475
|
Группа В по ГОСТ
8731. Испытание на ударный изгиб при температуре стенки для толщин
более 12 мм. Испытание на сплющивание и проверка макроструктуры
|
|
|
|
10Г2
по ГОСТ
4543
|
ГОСТ
550,
ГОСТ
8733,
ГОСТ
8731
|
От минус 70 до минус 31
|
Группы А, Б по ГОСТ
550. Испытание на
ударный изгиб при температуре стенки
для толщин более 12 мм
|
пп. 1, 2
|
|
|
От минус 30 до 475
|
Группы А, Б по
ГОСТ
550, группа В по ГОСТ
8731, группа В по ГОСТ
8733
|
пп. 1, 2
|
|
|
15ХМ
ТУ
14-3Р-55-2001 [33]
|
ТУ
14-3Р-55-2001 [33]
|
От минус 40 до
560
|
ТУ
14-3Р-55-2001 [33]
|
|
|
|
12Х1МФ
ГОСТ 20072
|
От минус 20 до
560
|
|
|
15Х5М,
15Х5М-У, 15Х5ВФ
ГОСТ 20072
|
Группы А, Б
по ГОСТ
550
|
От минус 40 до
650
|
Не
ограничено
|
Группы А, Б по
ГОСТ
550
|
|
|
|
08X13, 12X13
ГОСТ
5632
|
ГОСТ
9941
|
От минус 40 до
550
|
Не
ограничено
|
ГОСТ
9941
|
|
|
|
12Х18Н10Т,
08Х18Н10Т
ГОСТ
5632
|
ГОСТ
9940
ГОСТ
9941
|
От минус 253
до 610
|
Не
ограничено
|
ГОСТ
9940, ГОСТ
9941
|
п. 4 для стали
12Х18Н10Т при температуре свыше 350°С
|
|
|
10Х17Н13М2Т
ГОСТ
5632
|
ГОСТ
9940
ГОСТ
9941
|
От минус 196
до 700
|
Не
ограничено
|
ГОСТ
9940, ГОСТ
9941
|
|
|
|
От минус 196
до 600
|
|
|
08Х17Н15М3Т
ГОСТ
5632
|
|
|
Примечания
1 Трубы толщиной 12 мм и более по ГОСТ
8731 должны быть испытаны на ударный изгиб при температуре 20°С.
Значение ударной вязкости и объем испытаний должны соответствовать ГОСТ
550.
2 Трубы из сталей марок 10, 20, изготовленные по ГОСТ
8733, ГОСТ
550 и ТУ диаметрами 20 и 25 мм толщиной не более 2,5 мм, допускается
применять при температурах стенки от минус 60°С до 475°С.
3 Для деталей внутренних устройств.
4 Для сред, не вызывающих межкристаллитную коррозию.
5 Допускается применять трубы толщиной не более 12 мм из сталей марок
10 и 20 по ГОСТ
550, ГОСТ
8733, ГОСТ
8731, ТУ 14-3Р-55-2001 [33],
ТУ 14-3-190-82 [38]
при температуре стенки от минус 40°С и выше.
6 При заказе труб по ГОСТ
8731 и ГОСТ
8733 следует оговорить поставку труб из сталей группы «В» с
проведением гидравлического испытания и при необходимости контроля
макроструктуры, испытания на раздачу или сплющивание, или изгиб.
7 Трубы, закрепляемые в сосудах методом
развальцовки, должны испытываться на раздачу, в остальных случаях - на загиб
или сплющивание в соответствии со стандартами на трубы.
|
|
Таблица Б.3 - Поковки
|
Марка стали,
обозначение стандарта или технических условий
|
Технические
требования
|
Рабочие
условия
|
Виды
испытаний и дополнительные требования
|
Примечание
(ссылки на пункты примечаний к таблице Б.3)
|
|
температура
стенки, °С
|
давление среды, МПа
(кгс/см2), не более
|
|
Ст3сп
ГОСТ 380
|
Группа IV-КП. 195 (КП.20) по ГОСТ
8479
|
От минус 20 до
450
|
5
(50)
|
Группа IV по ГОСТ
8479
|
п. 1
|
|
20
ГОСТ
1050
|
Группа IV-КП. 195 (КП.20) и IV-КП.215(КП.22) по ГОСТ
8479
|
От минус 30 до
475
|
Не ограничено
|
пп. 1, 2, 3,
5, 8
|
|
20К
ГОСТ
5520
|
Группа IV-КП. 195 (КП.20) ГОСТ
8479
|
пп. 1, 8
|
|
20ЮЧ
ТУ
26-0303-1532-84 [39]
|
ТУ
26-0303-1532-84 [39]
|
От минус 40 до 475
|
ТУ
26-0303-1532-84 [39]
|
|
|
16ГС
ГОСТ
19281
|
Группа IV-КП. 245 (КП.25) ГОСТ
8479
|
Группа IV по ГОСТ
8479
|
пп. 1, 4, 8
|
|
10Г2
ГОСТ
4543
|
Группа IV-КП. 215 (КП.22) ГОСТ
8479
|
От минус 70 до 475
|
пп. 1, 2, 4, 8
|
|
09Г2С
ГОСТ
19281
|
Группа IV-КП. 245 (КП.25) ГОСТ
8479
|
От минус 70 до 475
|
пп. 1, 4, 8
|
|
15Х5М
ГОСТ 20072
|
Группа IV-КП. 395 (КП.40) ГОСТ
8479:
δ ≥
13 %,
ψ ≥
35 %;
KCU ≥ 50 Дж/см2
|
От минус 40 до 650
|
пп. 1, 2
|
|
12Х18Н9Т,
12Х18Н10Т
ГОСТ
5632
|
Группа IV по ГОСТ
25054
|
От минус 253 до 610
|
Группа IV по ГОСТ
25054
|
пп. 1, 2, 7
|
|
08Х18Н10Т
ГОСТ
5632
|
От 610 до 700
|
5 (50)
|
|
От минус 253
до 610
|
Не ограничено
|
п. 1
|
|
От 610 до 700
|
5 (50)
|
|
10Х17Н13М2Т
ГОСТ
5632
|
От минус 253
до 600
|
Не
ограничено
|
пп. 1, 7
|
|
10Х17Н13М3Т
ГОСТ
5632
|
От минус 196
до 600
|
пп. 1, 7
|
|
08Х17Н15М3Т
ГОСТ
5632
|
От минус 196
до 600
|
пп. 1, 7
|
|
08X13, 12X13
ГОСТ
5632
|
От минус 40 до
550
|
6,4 (64)
|
пп. 1, 6
|
|
Примечания
1 Допускается применять поковки группы II для невзрывоопасных сред при
давлении менее 0,07 МПа (0,7 кгс/см2).
2 Допускается наравне с поковками применять стальные горячекатаные
кольца для изготовления фланцев из сталей марки 20 по ТУ 14-1-1431-75 [40]
и марок 20, 10Г2, 15Х5М, 12Х18Н10Т по ТУ 14-3-375-75 [41].
3 Допускается применять фланцы приварные встык из поковок группы IV-KП.215 (КП.22) по ГОСТ
8479 и горячекатаных колец из стали марки 20 по ГОСТ
1050 для температуры стенки от минус 31 до минус 40°С при условии
проведения термообработки - закалки и последующего высокого отпуска или
нормализации после приварки фланца к корпусу или патрубку. При этом патрубок,
привариваемый к корпусу, должен быть изготовлен из стали марки 16ГС (09Г2С,
10Г2). Значение ударной вязкости основного металла должно быть не менее 30
Дж/см2 (3 кгс·м/см2). Допускается применение ответных
фланцев штуцеров из стали марки 20 в термообработанном состоянии при
температуре стенки от минус 30 до минус 40°С.
4 Поковки из сталей марок 16ГС, 09Г2С, 10Г2 должны испытываться на
ударный изгиб при температуре стенки ниже минус 30°С. Значение ударной
вязкости должно быть не менее 30 Дж/см2 (3 кгс·м/см2).
5 Допускается применять поковки из стали марки 20 с толщиной в месте
сварки не более 12 мм при температуре стенки не ниже минус 40°С без
проведения термической обработки сварного соединения.
6 Для изготовления деталей, не подлежащих сварке.
7 При температуре выше 350°С для сред, не вызывающих межкристаллитную
коррозию.
8 Каждая поковка из углеродистой, низколегированной и легированной
сталей, предназначенная для работы под давлением более условного давления 6,3
МПа (63 кгс/см2) и имеющая один из габаритных размеров (диаметр)
более 200 мм и/или толщину более 50 мм, должна быть проконтролирована
ультразвуковым или другим равноценным ему методом. Поковки из аустенитных и
аустенитно-ферритных высоколегированных сталей, работающие под давлением
более указанного условного давления, должны подвергаться неразрушающему
контролю при наличии этого требования в проекте.
Контролю ультразвуковым или другим равноценным методом следует
подвергать не менее 50 % объема
поковки.
Методика контроля и оценка качества должны
соответствовать требованиям действующей нормативной документации.
|
Приложение В
(обязательное)
Таблица В.1 - Электроды для ручной
дуговой сварки
|
Марка
свариваемой стали
|
Наличие
требования по стойкости против МКК
|
Тип
электрода
|
Марка
электрода
|
Допускаемая
температура эксплуатации сварных соединений и условия применения электродов
|
|
Ст3пс, Ст3сп, 10, 20, 20К
|
-
|
Э42 ГОСТ
9467
|
АНО-1, АНО-6
|
Не ниже минус
15°С
|
|
Э46 ГОСТ
9467
|
МР-3, ОЗС-4, ОЗС-12
|
|
Э42 А ГОСТ
9467
|
УОНИ-13/45,
ЦУ-6
|
Не ниже минус
30°С
|
|
Э46 А ГОСТ
9467
|
УОНИ-13/55К
|
|
Э50 А ГОСТ
9467
|
УОНИ-13/55, АНО-11, ОЗС-25,
ТМУ-21У
|
|
20ЮЧ
|
-
|
Э50 А1 ГОСТ
9467
|
УОНИ-13/55
|
Не ниже минус
40°С, стойкость против сероводородного коррозионного растрескивания после
высокотемпературного отпуска
|
|
АНО-ТМ
ТУ 39.1401-89 [52]
|
|
АНО-ТМ/Н
ТУ 14-170-173-91 [53]
|
|
AWS A5.1-91 [42]
|
FOX EV-50 E7018
|
|
LB-52U Е7016
|
|
16ГС, 17ГС
|
-
|
Э50 А ГОСТ
9467
|
УОНИ-13/55,
АНО-11, ОЗС-25, ТМУ-21У
|
Не ниже минус
40°С
|
|
10Г2, 09Г2С
|
-
|
Э50 А ГОСТ
9467
|
УОНИ-13/55,
АНО-11, ОЗС-25, ТМУ-21У
|
Не ниже минус
60°С
|
|
10ГН, 10ГНМ
|
ВП-4, ВП-6,
АНО-25
|
Не ниже минус
70°С
|
|
15ХМ
|
-
|
Э-09Х1М ГОСТ
9467
|
ТМЛ-1У, ЦЛ-38
|
Не ниже 0°С,
не выше 560°С
|
|
12Х1МФ
|
Не ниже 0°С,
не выше 585°С
|
|
15Х5М
|
-
|
Э-10Х5МФ ГОСТ
9467
|
ЦЛ-17
|
Не ниже 0°С,
не выше 650°С
|
|
08Х18Н10Т,
12Х18Н10Т
|
нет
|
Э-04Х20Н9 ГОСТ
10052
|
ОЗЛ-14А,
ОЗЛ-36
|
До 450°С
|
|
Э-07Х20Н9 ГОСТ
10052
|
ОЗЛ-8
|
До 610°С
|
|
есть
|
Э-08Х20Н9Г2Б ГОСТ
10052
|
ЦЛ-11, ОЗЛ-7
|
До 450°С, при
этом от 350°С до 450°С после стабилизирующего отжига
|
|
Э-08Х19Н10Г2Б ГОСТ
10052
|
ЦТ-15
|
До 610°С, при
этом свыше 350°С после стабилизирующего отжига
|
|
10Х17Н13М2Т, 08Х17Н15М3Т
|
нет
|
Э-07Х19Н11М3Г2Ф
ГОСТ
10052
|
ЭА-400/10У
|
До 450°С
|
|
Э-09Х19Н10Г2М2Б
ГОСТ
10052
|
НЖ-13
|
|
Э-02Х20Н14Г2М2
ГОСТ
10052
|
ОЗЛ-20
|
До 600°С для стали
10Х17Н13М2Т
До 450°С для
стали 08Х17Н15М3Т
|
|
Э-02Х19Н18Г5АМ3
ГОСТ
10052
|
АНВ-17
|
|
есть
|
Э-07Х19Н11М3Г2Ф,
Э-09Х19Н10Г2М2Б ГОСТ
10052
|
ЭА-400/10У,
НЖ-13
|
До 350°С
|
|
08X13, 12X13
|
-
|
Э-10Х25Н13Г2 ГОСТ
10052
|
ОЗЛ-6, ЗИО-8,
ЦЛ-25
|
От минус 40°С
до 550°С
|
|
Примечание - Без индекса «Э» условно
указан тип электродов, не предусмотренный ГОСТ
9467.
|
Таблица В.2 - Материалы для
механизированной сварки плавящимся электродом в защитных газах
|
Марка
свариваемой стали
|
Защитный
газ
|
Марка
сварочной проволоки ГОСТ 2246,
ТУ
|
Допускаемая
температура эксплуатации сварных соединений
|
|
Ст3пс, Ст3сп,
10, 20, 20К
|
СO2, Аr + 20 % СO2 (см. примечание)
|
Св-08Г2С,
Св-08ГС, Св-08ГСМТ
|
Не ниже минус
30°С
|
|
20ЮЧ
|
СO2, Аr + 20 % СO2
|
Св-08Г2С
|
Не ниже минус
40°С, стойкость против сероводородного коррозионного растрескивания после
высокотемпературного отпуска
|
|
16ГС, 17ГС
|
СO2, Аr + 20 % СO2
|
Св-08Г2С,
Св-08ГС, Св-08ГСМТ
|
Не ниже минус
40°С
|
|
09Г2С, 10Г2
|
СO2
|
Св-08Г2С,
диаметр не более 1,2 мм
|
Не ниже минус
60°С
|
|
Аr + 20 % СO2, Аr + 20 % СО2 + 5 % О2
|
Св-08Г2С,
Св-08ГС, Св-08ГСМТ
|
Не ниже минус
70°С
|
|
СO2, Аг + 20 % СO2
|
Св-08Г2СНТЮР
ТУ 14-1-3648-83 [43]
|
|
15ХМ
|
СO2, Аr, Аr + 50 % СO2
|
Св-10ХГ2СМА
|
Не ниже 0°С,
не выше 560°С
|
|
12Х1МФ
|
Не ниже 0°С,
не выше 585°С
|
|
15Х5М
|
СO2, Аr + 20 % СO2
|
СВ-06Х5Г2СМ
ФТЮЧ ТУ 14-131-922-98 [44]
|
Не ниже 0°С,
не выше 650°С
|
|
Примечание - Аргон Аr ГОСТ 10157,
углекислый газ (двуокись углерода) CO2 ГОСТ
8050.
|
Таблица В.3 - Материалы для ручной
аргонодуговой сварки неплавящимся электродом
|
Марка
свариваемой стали
|
Марка
сварочной проволоки ГОСТ 2246,
ТУ
|
Допускаемая
температура эксплуатации сварных соединений
|
|
Ст3пс, Ст3сп,
10, 20, 20К
|
Св-08Г2С, Св-08ГС,
Св-08ГСМТ
|
Не ниже минус
30°С
|
|
20ЮЧ
|
Св-08Г2С
|
Не ниже минус
40°С, стойкость против сероводородного растрескивания после
высокотемпературного отпуска
|
|
16ГС, 17ГС
|
Св-08Г2С,
Св-08ГС, Св-08ГСМТ
|
Не ниже минус
40°С
|
|
09Г2С, 10Г2
|
Св-08Г2С,
Св-08ГС, Св-08ГСМТ
|
Не ниже минус
70°С
|
|
Св-08Г2СНТЮР
ТУ 14-1-3648-83 [43]
|
|
15ХМ
|
Св-10ХГ2СМА
|
Не ниже 0°С,
не выше 560°С
|
|
12Х1МФ
|
|
Не ниже 0°С,
не выше 585°С
|
|
15Х5М
|
Св-10Х5М
|
Не ниже 0°С,
не выше 650°С
|
|
08Х18Н10Т,
12Х18Н10Т
|
Св-01Х19Н9.
Св-04Х19Н9
|
До 650°С при
отсутствии требований по стойкости к МКК
|
|
Св-07Х19Н10Б,
Св-06Х19Н9Т, Св-07Х18Н9ТЮ, Св-05Х20Н9ФБС
|
До 350°С при
наличии требований по стойкости к МКК, свыше 350°С до 650°С после
стабилизирующего отжига
|
|
10Х17Н13М2Т,
08Х17Н15М3Т
|
СВ-04Х19Н11М3
|
До 600°С для
стали марки 10Х17Н13М2Т, до 450°С для стали марки 08Х17Н15М3Т при отсутствии
требований по стойкости к МКК
|
|
Св-06Х19Н10М3Т,
Св-06Х20Н11МЗТБ, Св-08Х19Н10М3Б
|
До 350°С при
наличии требований по стойкости к МКК
|
|
08X13
|
Св-08Х20Н9Г7Т,
Св-10Х16Н25АМ6, Св-07Х25Н12Г2Т, Св-08Х25Н13БТЮ
|
Не ниже минус
40°С, до 550°С
|
Таблица В.4 - Электроды для ручной
дуговой сварки разнородных сталей
|
Сочетание
марок стали в сварном соединении (А+Б)
|
Электроды
|
Допустимая
температура эксплуатации сварных соединений, условия сварки и др.
|
|
А
|
Б
|
ГОСТ,
ТУ
|
Тип
|
Марка
|
|
Ст3пс, Ст3сп,
10, 20, 20К
|
16ГС, 17ГС,
10Г2, 09Г2С
|
ГОСТ
9467
|
Э42А, Э46А,
Э50А
|
УОНИ-13/45,
ЦУ-6, УОНИ-13/55К, УОНИ-13/55, АНО-11, ОЗС-25, ТМУ-21У и им равноценные
|
Не ниже минус
30°С
|
|
15ХМ, 12Х1МФ
|
Не ниже 0°С.
Подогрев 200°С-300°С. Термообработка
|
|
15Х5М
|
Не ниже 0°С.
Подогрев 300°С-350°С. Термообработка непосредственно после сварки
|
|
16ГС, 17ГС,
10Г2, 09Г2С
|
15ХМ, 12Х1МФ
|
ГОСТ
9467
|
Э 50А
|
УОНИ-13/55,
АНО-11, ОЗС-25, ТМУ-21У и им равноценные
|
Не ниже 0°С.
Подогрев 200°С-300°С. Термообработка
|
|
15Х5М
|
Не ниже 0°С.
Подогрев 300°С-350°С. Термообработка непосредственно после сварки
|
|
Ст3пс, Ст3сп, 10, 20, 20К,
16ГС, 17ГС, 10Г2, 09Г2С
|
08X13
|
ГОСТ
10052
|
Э-10Х25Н13Г2
|
ОЗЛ-6, ЗИО-8 и
им равноценные
|
До 40°С.
Возможен подогрев в зависимости от толщины и марки стали
|
|
08Х18Н10Т,
12Х18Н10Т, 10Х17Н13М2Т, 08Х17Н15М3Т
|
|
Э-11Х15Н25М6АГ2
|
НИАТ-5,
ЭА-395/9 и им равноценные
|
До 435°С
|
|
ТУ
14-168-23-78 [45]
|
10Х25Н25М3Г2
|
АНЖР-3У
|
До 470°С
|
|
ТУ 14-4-598-75
[46]
изм. 1
|
08Х24Н40М7Г2
|
АНЖР-2
|
До 550°С
|
|
ТУ 14-4-568-74
[47]
|
08Х24Н60М10Г2
|
АНЖР-1
|
До 550°С
|
|
15ХМ, 12Х1МФ
|
15Х5М
|
ГОСТ
9467
|
Э-09Х1М
|
ТМЛ-1У, ЦЛ-38
и им равноценные
|
Не ниже 0°С,
не выше 560°С. Подогрев 300°С-350°С, термообработка непосредственно после
сварки
|
|
15ХМ, 12Х1MФ, 15Х5М
|
08X13
|
ГОСТ
10052
|
Э-10Х25Н13Г2
|
ОЗЛ-6, ЗИО-8 и
им равноценные
|
Не ниже 0°С,
не выше 550°С. Подогрев сталей 15ХМ, 12Х1МФ 200°С-300°С, стали 15Х5М
300°С-350°С. Термообработка
|
|
08Х18Н10Т, 12Х18Н10Т,
10Х17Н13М2Т, 08Х17Н15М3Т
|
Э-11Х15Н25М6АГ2
|
ЭА-395/9
|
|
ТУ 14-4-598-75
[46]
изм. 1
|
08Х24Н40М7Г2
|
АНЖР-2
|
|
ТУ 14-4-568-74
[47]
|
08Х24Н60М10Г2
|
АНЖР-1
|
|
08X13
|
08Х18Н10Т,
12Х18Н10Т, 10Х17Н13М2Т, 08Х17Н15М3Т
|
ГОСТ
10052
|
Э-10Х25Н13Г2,
Э-11Х15Н25М6АГ2, Э-10Х25Н13Г2Б
|
ОЗЛ-6, НИАТ-5,
ЦЛ-9 и им равноценные
|
Подогрев
150°С-250°С. Для ненагруженных конструкций
|
|
08Х18Н, 10Т, 12Х18Н, 10Т
|
10Х17Н13М2Т,
08Х17Н15М3Т
|
ГОСТ
10052
|
Э-07Х20Н9
|
ОЗЛ-8
|
Без требований
по МКК
|
|
Э-04Х20Н9
|
ОЗЛ-14А
|
То же, до 550°С
|
|
Э-08Х20Н9Г2Б
|
ЦЛ-11
|
При требовании
МКК до 350°С
|
|
Примечание - Без индекса «Э» даны
условные обозначения типов электродов, не предусмотренных ГОСТ
10052.
|
Таблица В.5 - Присадочные
проволоки для ручной аргонодуговой сварки разнородных сталей
|
Сочетание
марок стали в сварном соединении
|
Сварочная
проволока
|
Допускаемая
температура эксплуатации, условия сварки и др.
|
|
А
|
Б
|
ГОСТ,
ТУ
|
марка
|
|
Ст3пс, Ст3сп,
10, 20, 20К, 16ГС, 17ГС, 09Г2С, 10Г2
|
08X13
|
ГОСТ 2246
|
Св-07Х25Н13,
Св-07Х25Н12Г2Т
|
Подогрев в
зависимости от толщины и марки стали. Для ненагруженных конструкций
|
|
08Х18Н10Т, 12Х18Н10Т,
08Х17Н15М3Т, 10XI7H13M2T
|
Св-07Х25Н13,
Св-07Х25Н12Г2Т
|
До 400°С
|
|
Св-10Х16Н25АМ6
|
До 435°С
|
|
ТУ
14-1-4968-91 [48]
|
Св-08Х25Н25М3
|
До 470°С
|
|
Св-08Х25Н40М7
|
До 550°С
|
|
ТУ
14-1-4968-91 [48]
|
Св-08Х25Н25М3
|
Подогрев до
150°С-200°С. При наличии требований по МКК только Св-07Х19Н10Б;
Св-06Х25Н12ТЮ. Для ненагруженных конструкций
|
|
08X13
|
ГОСТ 2246
|
Св-10Х16Н25АМ6,
Св-07Х25Н12Г2Т, Св-06Х25Н12ТЮ, Св-07Х19Н10Б
|
|
08Х18Н10Т, 12Х18Н10Т
|
08Х17Н15М3Т,
10Х17Н13М2Т
|
ГОСТ 2246
|
Св-04Х19Н9
|
До 610°С при
отсутствии требований по стойкости к МКК
|
|
Св-06Х19Н9Т,
Св-05Х20Н9ФБС, Св-07Х18Н9ТЮ
|
До 350°С при
наличии требований по стойкости к МКК
|
|
ТУ
14-1-4981-91 [49]
|
Св-08Х20Н9С2БТЮ
|
Приложение Г
(рекомендуемое)
|
Наименование
организации, разработавшей технологическую карту
|
|
Утверждаю
|
|
|
|
Главный инженер
|
|
|
|
_______________
(подпись)
|
(Фамилия, инициалы)
|
|
|
_______________
(дата)
|
|
Технологическая
карта
_____________________
(наименование работы)
Объект:_________________________________________________________________________
(наименование аппарата, его номер по
технологической схеме, заводской номер, номер
________________________________________________________________________________
чертежа технического проекта или рабочего
чертежа, местонахождение аппарата)
Характеристика__________________________________________________________________
(собранного элемента при модернизации - таблица
Г.1.1 или аппарата при ремонте -
________________________________________________________________________________
устранении дефекта с применением сварки - таблица
Г. 1.2)
Таблица Г.1.1
|
Номер
позиции
|
Наименование сборочной единицы, детали
|
Номер чертежа технического проекта или
рабочего чертежа
|
|
Поз. 1
|
Корпус аппарата
|
|
|
Поз. 2
|
(Наименование детали)
|
|
|
Поз. 3
|
(Наименование детали)
|
|
|
Материал:
поз. 1 - (марка стали, номер
стандарта или ТУ)
поз. 2 - (то же)
поз.
3 - (то же)
|
|
Толщина:
поз. 1 - мм, поз. 2 - мм, поз. 3 - мм
|
Таблица Г.1.2
|
Номер позиции
|
Наименование сборочной единицы
|
Номер чертежа технического проекта или
рабочего чертежа
|
|
Поз. 1
|
Корпус аппарата
|
|
|
Материал:
поз. 1 - (марка стали, номер
стандарта или ТУ)
Дефект:
наименование дефекта, его местоположение на корпусе аппарата, размерные
характеристики
|
Перечень и
последовательность операций сборки и сварки (при варианте работ по таблице
Г.1.1) или Перечень и последовательность операций (при варианте работ по
таблице Г.1.2)
|
№
п/п
|
Операции
|
содержание операции и требования
|
Оборудование и инструменты
|
|
1
|
2
|
3
|
4
|
Сварочные
материалы, режимы сварки и прокалки
|
Марка и тип электрода, номер стандарта или ТУ
|
Диаметр,
мм
|
Сварочный ток,
А
|
Температура прокалки,°С
|
Время прокалки,
ч
|
|
1
|
2
|
3
|
4
|
5
|
Примечания
1 Проверка технологических свойств
электродов.
2 Устранение
недопустимых дефектов, обнаруженных при контроле выполнения работ.
|
Карта
разработана:
|
(Руководитель
подразделения - должность)
|
|
|
__________
(подпись)
|
(Фамилия,
инициалы)
|
__________
(дата)
|
|
|
(Руководитель
службы сварки - должность, сведения об аттестации)
|
|
|
__________
(подпись)
|
(Фамилия,
инициалы)
|
__________
(дата)
|
|
|
(Исполнитель -
должность, сведения об аттестации)
|
|
|
__________
(подпись)
|
(Фамилия,
инициалы)
|
__________
(дата)
|
|
Согласовано:
|
|
|
|
|
__________
(должность)
|
__________
(подпись)
|
(Фамилия,
инициалы)
|
__________
(дата)
|
|
|
Наименование организации, разработавшей технологическую инструкцию
|
|
Утверждаю
|
|
|
|
Главный инженер
|
|
|
|
_______________
(подпись)
|
(Фамилия, инициалы)
|
|
|
_______________
(дата)
|
|
Технологическая инструкция
на проведение сварочных (сборочно-сварочных) работ при ремонте (модернизации)
________________________________________________________________________________
(наименование аппарата, номер чертежа
технического проекта или рабочего чертежа на модернизацию)
|
|
(Руководитель
подразделения - должность)
|
|
__________
(подпись)
|
(Фамилия,
инициалы)
|
__________
(дата)
|
|
(Руководитель
службы сварки - должность, сведения об аттестации)
|
|
__________
(подпись)
|
(Фамилия,
инициалы)
|
__________
(дата)
|
|
(Исполнитель - должность,
сведения об аттестации)
|
|
__________
(подпись)
|
(Фамилия,
инициалы)
|
__________
(дата)
|
|
Согласовано:
|
|
|
|
|
__________
(должность)
|
__________
(подпись)
|
(Фамилия,
инициалы)
|
__________
(дата)
|
1 Общие положения
Указывается
область распространения данной технологической инструкции на сварочные
(сборочно-сварочные) работы при ремонте или модернизации аппарата (приводятся
наименование и идентификационные данные аппарата - номер чертежа технического
проекта, рабочего чертежа на модернизацию, обозначение аппарата по
технологической схеме, заводской номер, его местонахождение и
предприятие-владелец).
Приводится
перечень нормативных документов, с учетом требований которых разработана
данная технологическая инструкция, - ОСТ 26 291, ПБ 03-576-03 [1], ПБ 03-584-03 [2], настоящий стандарт и др.
Указывается
необходимость аттестации сварщиков и руководителей сварочных работ в
соответствии с ПБ 03 273-99 [5] и РД 03-495-02 [6], аттестации технологии сварки, сварочных
материалов и сварочного оборудования в соответствии с РД 03-615-03 [3], РД 03-613-03 [9], РД 03-614-03 [11].
2 Техническая характеристика аппарата
Приводятся
данные, влияющие на конструкцию сварных соединений и требования к их
качеству, необходимость термической обработки, методы контроля и нормы оценки
его результатов:
- Давление, МПа - рабочее, расчетное, пробное при
гидравлическом испытании;
- Температура, °С - рабочая, расчетная стенки,
минимально допустимая отрицательная температура стенки;
- Среда - состав, взрывоопасность, пожароопасность;
- Группа аппарата для контроля сварных соединений;
- Внутренний диаметр аппарата и толщина стенки, мм;
- Материал корпуса - марка стали, номер стандарта
или ТУ.
3 Характеристика дефектов и способы их устранения
(при ремонте)
Указывается
наименование дефектов, их местоположение на аппарате и размерные
характеристики, а также выбранные способы устранения.
4 Материалы
Указывается
необходимость наличия сертификатов на материал деталей, привариваемых к
корпусу. Приводятся марки и размеры сварочных электродов, указывается
необходимость наличия их сертификатов, проверки технологических свойств,
прокалки и ее режимы.
5 Подготовка изделий
Указывается
необходимость подготовки аппарата к производству огневых работ, приводится
порядок выполнения операций кислородной резки при замене деталей внутренних и
наружных устройств, механической обработки сварочных кромок, зачистки,
контроля и разметки участков поверхности корпуса под приварку новых
внутренних или наружных устройств при модернизации. При выполнении ремонта
указывается порядок подготовки дефектных мест под сварку (наплавку).
6 Сборка
Указывается,
что сборка деталей выполняется на прихватках, приводятся условия их
выполнения и контроля, а также условия применения временных креплений при
сборке и их последующего удаления. Указывается последовательность выполнения
сборки всех деталей с указанием их названий и позиций по чертежу и его
спецификации.
7 Сварка
Указываются
температурные условия выполнения сварки, при необходимости - предварительный
и сопутствующий подогрев и условия его выполнения и контроля, порядок
наложения слоев кольцевых и продольных швов, порядок сварки двусторонних швов
и комбинированной сварки односторонних швов. Указывается сила сварочного тока
в зависимости от диаметра электрода и пространственного положения сварною
шва.
8 Контроль качества сварных соединений
Указывается
перечень методов, которыми должны контролироваться сварные соединения,
выполненные при ремонте (модернизации) данного аппарата. Каждый метод
сопровождается указанием конкретных сварных соединений, для контроля которых
он применяется, указывается нормативная документация данного метода,
приводятся нормы оценки результатов контроля.
9 Термическая обработка
При
необходимости термообработки сварного соединения указываются условия ее
выполнения - ширина зоны нагрева, способы нагрева и контроля температуры,
параметры режима - температура нагрева, время выдержки при этой температуре,
скорости нагрева и охлаждения.
10 Безопасность труда
Указывается
на необходимость соблюдения инструкций по технике безопасности, разработанных
в соответствии с общегосударственными нормами и утвержденных в установленном
порядке. При выполнении работ на высоте, в стесненных условиях снаружи и
внутри аппарата необходимо обратить особое внимание на безопасность их
проведения и предупреждение поражения электрическим током, ушибов и
отравления работающих вредными газами и пылью, выделяющимися при сварке,
кислородной резке и механической зачистке.
|
|
Объект____________________
__________________________
Наименование работ________
__________________________
«_____» _______________ 20
_____ г.
Мы,
нижеподписавшиеся, руководитель сварочных работ
________________________________________________________________________________
(должность,
фамилия, инициалы)
и представитель заказчика (администрации
объекта)___________________________________
________________________________________________________________________________
(должность,
фамилия, инициалы)
составили настоящий акт в том, что аттестованный
сварщик____________________________
________________________________________________________________________________
(разряд,
фамилия, инициалы, клеймо №)
сварил допускной стык труб диаметром _____ мм с
толщиной стенки_____ мм из
стали марки __________ (стык пластин толщиной _____ мм из стали
марки__________).
Стык катушек (пластин) с
разделкой кромок_______________________________________
(форма разделок)
собран с зазором _____ мм.
Сварка выполнялась в__________
положении без поворота электродами марки__________
диаметром _____ мм, партии № _____. Корень шва
выполнен ручной дуговой сваркой
электродами диаметром _____ мм (ручной аргонодуговой сваркой неплавящимся
электродом
с проволокой марки __________ ).
Допускной стык заклеймен и
подвергнут контролю:
- визуальному осмотру и обмеру
в соответствии с РД 03-606-03
[17],
ОСТ 26
291,
результат и номер заключения;
- радиографическому (или
ультразвуковому) в соответствии с ГОСТ
7512, ОСТ
26-11-03
(ГОСТ 14782, ОСТ 26-2044), ОСТ 26
291, результат и номер заключения.
По результатам контроля признать
допускной стык годным, сварщика допустить к
выполнению сварочных работ на аппарате (аппаратах) объекта.
Руководитель сварочных
работ, (подпись), (фамилия, инициалы)
Представитель заказчика, (подпись), (фамилия,
инициалы)
|
|
Объект____________________
__________________________
Наименование работ________
__________________________
Д.2
Акт №_____
на проверку сварочно-технологических
свойств электродов
«_____» _______________ 20 _____ г.
Мы,
нижеподписавшиеся, руководитель сварочных работ____________________________
________________________________________________________________________________
(должность,
фамилия, инициалы)
и аттестованный
сварщик_________________________________________________________,
(разряд, фамилия, инициалы)
составили настоящий акт в том, что нами произведена
проверка сварочно-технологических
свойств электродов марки _____, диаметром _____ мм, сертификат №_____, партия
№_____.
При проверке выполнялась
сварка одностороннего таврового образца в угол в нижнем
положении. После визуального контроля сварного шва образец был разрушен по
шву с
последующим осмотром поверхности излома.
В результате проверки
установлено:
возбуждение дуги
_____________________________________________________________
горение
дуги__________________________________________________________________
разбрызгивание металла
________________________________________________________
отделение
шлака_______________________________________________________________
формирование
шва_____________________________________________________________
в изломе
дефекты______________________________________________________________
ЗАКЛЮЧЕНИЕ: Электроды данной партии по
сварочно-технологическим свойствам
соответствуют требованиям ГОСТ
9466, признаны годными для сварки ответственных
изделий.
Руководитель сварочных
работ, (подпись), (фамилия, инициалы)
Сварщик, (подпись), (фамилия, инициалы)
|
|
Объект____________________
__________________________
Наименование работ________
__________________________
Д.3
Протокол №_____
ультразвукового контроля сплошности
основного металла
и металла околошовной зоны
«_____» _______________ 20
_____ г.
Наименование прибора ________, зав. № ________,
свидетельство о госповерке №_________
от __________ 20 _____г., действительно до
__________20 _____г.
Тип пьезоэлектрического преобразователя __________,
зав. № __________
Предельная чувствительность, мм2 __________
Нормативная документация контроля - ГОСТ
22727, ГОСТ
17410, ГОСТ
24507, ГОСТ
14782,
ОСТ 26
291
Результаты контроля
|
Наименование
элемента
|
Условный
номер
дефекта
|
Местоположение
дефекта
|
Глубина
залегания,
мм
|
Площадь
(размеры)
дефекта, мм
|
Характер
дефекта
|
Примечание
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Заключение:
|
|
Ответственное лицо
|
________
(должность)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
____
(дата)
|
|
Дефектоскопист
|
_________________________
(должность,
уровень квалификации)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
|
Удостоверение № __________, выдано __________,
действительно до __________.
|
|
|
Объект____________________
__________________________
Наименование работ________
__________________________
«_____» _______________ 20
_____ г.
Приборы и инструменты: Комплект для ВИК,
свидетельство о госповерке № _____ от ______
20 _____г., действительно до __________20 _____г.
Нормативная документация контроля: РД
03-606-03 [17],
ОСТ 26
291
1. Выполнен визуальный и измерительный
контроль___________________________________
________________________________________________________________________________
(наименование
объекта контроля - подготовки кромок, выборок дефектных мест, собранного
________________________________________________________________________________
под
сварку соединения, сварного соединения и др.)
Контроль выполнен
согласно_______________________________________________________
________________________________________________________________________________
(наименование
или шифр технической документации)
2. При контроле выявлены следующие
дефекты_______________________________________
________________________________________________________________________________
(характеристика
дефектов - форма, размеры, расположение или ориентация)
________________________________________________________________________________
________________________________________________________________________________
3. Заключение по
результатам визуального и
измерительного контроля___________________
________________________________________________________________________________
________________________________________________________________________________
________________________________________________________________________________
|
Контроль выполнил
|
_________________________
(должность,
уровень квалификации)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
Удостоверение № __________, выдано __________,
действительно до __________.
Руководитель работ по визуальному и измерительному
контролю, (фамилия, инициалы, подпись)
|
Объект____________________
__________________________
Наименование работ________
__________________________
Д.5
Протокол № _____
магнитопорошкового контроля сварных
соединений
«_____» _______________ 20
_____ г.
Наименование прибора, зав. № _____, свидетельство о
госповерке № ____ от _______20 ___г,
действительно до __________20 _____г.
Тип магнитной суспензии
_________________________________________________________
Средства проверки качества магнитной суспензии
____________________________________
Чувствительность контроля
________________________________________________________
Способ проведения контроля
Нормативная документация контроля - ГОСТ
21105, ОСТ 26-01-84, РДИ 38.18.017-94 [24].
Результаты контроля
|
Наименование
элемента
|
Условный
номер дефекта
|
Местоположение
дефекта
|
Характер
дефекта
|
Размеры
дефекта, мм
|
Примечание
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Заключение:
|
|
Ответственное лицо
|
________
(должность)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
____
(дата)
|
|
Дефектоскопист
|
_________________________
(должность,
уровень квалификации)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
|
Удостоверение № __________, выдано __________,
действительно до __________.
|
|
|
Объект____________________
__________________________
Наименование работ________
__________________________
Д.6
Протокол № _____
капиллярного контроля (цветной
дефектоскопии) сварных соединений, сварочных
кромок, выборок дефектов сварных швов и основного металла
«_____» _______________ 20
_____ г.
Дефектоскопические материалы
____________________________________________________
(марка,
изготовитель)
аттестация
__________, класс чувствительности ______________________________________
(дата)
Нормативная
документация контроля: ГОСТ
18442, ОСТ
26-5, РД 26-11-01-85 [50],
ОСТ 26
291.
Результаты контроля
|
Наименование
элемента
|
Толщина,
мм
|
Сварное
соединение
|
Сварочные
кромки
|
Размеры
выборки,
мм
|
Выявленные
дефекты
|
Описание
результатов
контроля
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Заключение:
|
|
Ответственное лицо
|
________
(должность)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
____
(дата)
|
|
Дефектоскопист
|
_________________________
(должность,
уровень квалификации)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
|
Удостоверение № __________, выдано __________,
действительно до __________.
|
|
|
Объект____________________
__________________________
Наименование работ________
__________________________
Д.7
Протокол № _____
радиографического контроля сварных
соединений
«_____» _______________ 20
_____ г.
Наименование аппаратуры или источника излучения
__________________________________,
зав. № ____________, свидетельство о госповерке
№____________, от __________20 _____г.,
действительно до __________20 _____г.
Нормативная документация контроля - ГОСТ
7512, ГОСТ
23055, ОСТ
26-11-03, ОСТ 26
291.
Результаты контроля
|
Наимено-
вание
элемента
|
Объем
контроля,
%
|
Толщина
стенки в
месте
сварки,
мм
|
Класс
дефектности
по ГОСТ
23055
|
Тип
дефекта
|
Поры
или
включения
|
Суммарная
длина, мм
|
Соответствие
норме
качества
|
|
ширина
(диаметр),
мм
|
длина,
мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Заключение:
|
|
Ответственное лицо
|
________
(должность)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
____
(дата)
|
|
Дефектоскопист
|
_________________________
(должность,
уровень квалификации)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
|
Удостоверение № __________, выдано __________,
действительно до __________.
|
|
|
Объект____________________
__________________________
Наименование работ________
__________________________
Д.8
Протокол № _____
ультразвукового контроля сварных
соединений
«_____» _______________ 20
_____ г.
Наименование прибора ______________, зав. №
_____________, свидетельство о госповерке
№
__________ от __________20 _____г., действительно до __________20 _____г.
Тип пьезоэлектрического
преобразователя _______________________, зав. № ____________,
А
браковочная прямого луча = ________ dB, А
браковочная отраженного луча = _______dB.
Предельная
чувствительность, мм2 __________
Нормативная
документация контроля - ГОСТ
14782, ОСТ 26-2044, ОСТ 26
291.
Результаты контроля
|
Наиме-
нование
элемента
|
Условный
номер
дефекта
|
Рас-
стояние
от базы,
мм
|
Эквива-
лентная
пло-
щадь,
мм2
|
Наи-
большая
глубина
залега-
ния, мм
|
Условная
протяжен-
ность,
мм
|
Условная
ширина,
мм
|
Условная
высота,
мм
|
Тип
дефекта
|
Соот-
ветствие
норме
качества
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Заключение:
|
|
Ответственное лицо
|
________
(должность)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
____
(дата)
|
|
Дефектоскопист
|
_________________________
(должность,
уровень квалификации)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
|
Удостоверение № __________, выдано __________,
действительно до __________.
|
|
|
Объект____________________
__________________________
Наименование работ________
__________________________
«_____» _______________ 20
_____ г.
Наименование прибора ______________, зав. №
_____________, свидетельство о госповерке
№
__________ от __________20 _____г., действительно до __________20 _____г.
Стандартный
образец __________
Нормативная документация контроля - ГОСТ
22761, ГОСТ 18661,
ГОСТ
23273, ОСТ 26
291, СТО Газпром __________.
|
Результаты контроля
|
Наи-
мено-
вание
эле-
мента
|
Марка
стали
|
Номер
участка
сварного
соедине-
ния
|
Твердость
металла, НВ
|
|
основного
|
шва
|
зоны
термическо-
го влияния
|
|
т.1
|
т.5
|
т.3
|
т.2
|
т.4
|
|
|
|
1
|
X
|
X
|
X
|
X
|
X
|
|
|
|
2
|
X
|
X
|
X
|
X
|
X
|
|
|
|
3
|
X
|
X
|
X
|
X
|
X
|
|
Среднее
арифметическое
|
X
|
X
|
X
|
X
|
X
|
|
Заключение:
|
|

Схема замера твердости на одном
участке сварного соединения
|
|
Ответственное лицо
|
________
(должность)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
____
(дата)
|
|
Дефектоскопист
|
_________________________
(должность,
уровень квалификации)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
|
Удостоверение № __________, выдано __________,
действительно до __________.
|
|
|
Объект____________________
__________________________
Наименование работ________
__________________________
«_____» _______________ 20
_____ г.
Наименование прибора ______________, зав. №
_____________, свидетельство о госповерке
№ __________ от __________20 _____г., действительно
до __________20 _____г.
Нормативная документация контроля - РД
26.260.15-2001 [23],
ОСТ 26
291.
Результаты контроля
|
Наиме-
нование
элемента
|
Марка
стали
|
Тип
и
марка
электрода
|
Марка
сварочной
проволоки
|
Результаты стилоскопирования
металла шва
|
|
Содержание
химических
элементов
|
Наличие
(+) или
отсутствие (-) химических
элементов
|
|
Сr
|
Ni
|
Mo
|
Mn
|
Мо
|
V
|
Nb
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Заключение:
|
|
Ответственное лицо
|
________
(должность)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
____
(дата)
|
|
Дефектоскопист
|
_________________________
(должность,
уровень квалификации)
|
_______
(подпись)
|
_______________
(фамилия,
инициалы)
|
|
Удостоверение № __________, выдано __________,
действительно до __________.
|
|
|
Объект____________________
__________________________
Наименование работ________
__________________________
Д.11
Акт № _____
на проведение термической обработки
сварного соединения
«_____» _______________ 20
_____ г.
Мы, нижеподписавшиеся, руководитель сварочных работ
______________________________
________________________________________________________________________________
(должность,
фамилия, инициалы)
и представитель заказчика
(администрации объекта) __________________________________
________________________________________________________________________________
(должность,
фамилия, инициалы)
составили настоящий акт в том, что аттестованным
оператором-термистом _______________
________________________________________________________________________________
(фамилия,
инициалы)
проведена термическая
обработка ремонтного сварною соединения ______________________
________________________________________________________________________________
(наименование
элементов)
из стали марки ________c толщиной металла в месте сварки __________мм.
Термообработка
выполнена с применением нагревателя вида _______, способ измерения
температуры ______.
Режим термообработки соответствует указанному в
технологической инструкции:
- температура
нагрева, °С -
- время выдержки при
этой температуре, ч -
- скорость нагрева,
°С/ч -
- скорость
охлаждения, °С/ч -
Результаты замера твердости, НВ, после
термообработки:
- основной металл -
- зона термического
влияния -
-
сварной шов - соответствуют нормам СТО Газпром __________.
Диаграмма термической обработки прилагается.
На основании вышеизложенного считать, что
термообработка выполнена в соответствии с
требованиями ОСТ 26
291, РТМ 26-44-82 [29],
СТО Газпром __________.
Руководитель сварочных работ, (подпись), (фамилия,
инициалы)
Представитель заказчика, (подпись), (фамилия,
инициалы)
Оператор-термист, (подпись), (фамилия, инициалы)
|
Удостоверение № __________, выдано __________,
действительно до __________.
|
|
|
[1]
|
Правила
Госгортехнадзора России ПБ 03-576-03
|
Правила
устройства и безопасной эксплуатации сосудов, работающих под давлением
|
|
[2]
|
Правила
Госгортехнадзора России ПБ 03-584-03
|
Правила
проектирования, изготовления и приемки сосудов и аппаратов стальных сварных
|
|
[3]
|
Руководящий документ
Госгортехнадзора России РД 03-615-03
|
Порядок
применения сварочных технологий при изготовлении, монтаже, ремонте и
реконструкции технических устройств для опасных производственных объектов
|
|
[4]
|
Справочник
специалиста сварочного производства в 2-х т., Т.1. Раздел III «Методические документы системы аттестации
сварочного производства». Рекомендации по применению РД 03-615-03, Москва, 2006
|
|
[5]
|
Правила
Госгортехнадзора России ПБ 03-273-99
|
Правила
аттестации сварщиков и специалистов сварочного производства
|
|
[6]
|
Руководящий документ
Госгортехнадзора России РД 03-495-02
|
Технологический
регламент проведения аттестации сварщиков и специалистов сварочного
производства
|
|
[7]
|
Строительные нормы и
правила СНиП 23-01-99
|
Строительная
климатология
|
|
[8]
|
Стандарт
Американского сварочного общества AWS A5.12-80*
|
Вольфрамовые
электроды для дуговой сварки
|
|
[9]
|
Руководящий документ
Госгортехнадзора России РД 03-613-03
|
Порядок
применения сварочных материалов при изготовлении, монтаже, ремонте и
реконструкции технических устройств для опасных производственных объектов
|
|
[10]
|
Справочник
специалиста сварочного производства в 2-х т., Т.1. Раздел III «Методические документы системы аттестации
сварочного производства». Рекомендации по применению РД 03-613-03, Москва, 2006
|
|
[11]
|
Руководящий документ
Госгортехнадзора России РД 03-614-03
|
Порядок
применения сварочного оборудования при изготовлении, монтаже, ремонте и
реконструкции технических устройств для опасных производственных объектов
|
|
[12]
|
Справочник
специалиста сварочного производства в 2-х т., Т.1. Раздел III «Методические документы системы аттестации
сварочного производства». Рекомендации по применению РД 03-614-03, Москва, 2006
|
|
[13]
|
Руководящий документ
Госгортехнадзора России РД 03-421-01
|
Методические
указания по проведению диагностирования технического состояния и определению
остаточного срока службы сосудов и аппаратов
|
|
[14]
|
Руководящий документ
ВНИИПТ химнефтеаппаратуры РД 26-17-049-85
|
Организация
хранения, подготовки и контроля сварочных материалов
|
|
[15]
|
Руководящий документ
Госгортехнадзора России РД 09-364-00
|
Типовая
инструкция по организации безопасного ведения огневых работ на взрывоопасных
и взрывопожароопасных объектах
|
|
[16]
|
Руководящий документ
ЦКБН РД 26-18-8-89
|
Сварные
соединения приварки люков, штуцеров и муфт. Основные типы, конструктивные
элементы и размеры
|
|
[17]
|
Руководящий документ
Госгортехнадзора России РД 03-606-03
|
Инструкция
по визуальному и измерительному контролю
|
|
[18]
|
Руководящий документ
НПО «Волгограднефтемаш» и ВНИИПТ химнефтеаппаратуры РД 26-8-87**
|
Сварка
хладостойких низколегированных сталей, применяемых в конструкциях,
эксплуатирующихся при отрицательных температурах
|
|
[19]
|
Руководящий документ
НПО «Волгограднефтемаш» и ВНИИПТ химнефтеаппаратуры РД 26-17-77-87**
|
Сварка
электродуговая ручная и автоматическая под флюсом сосудов и аппаратов из
углеродистых и низколегированных повышенной прочности сталей
|
|
[20]
|
Руководящий
технический материал ВНИИПТ химнефтеаппаратуры РТМ 26-298-78**
|
Сосуды
и аппараты сварные стальные. Соединения из разнородных сталей
|
|
[21]
|
Руководящий
технический материал ВНИИПТ химнефтеаппаратуры РТМ 26-378-81**
|
Сварка
в защитных газах нефтехимической аппаратуры из разнородных сталей
|
|
[22]
|
Правила
Госгортехнадзора России ПБ 03-440-02
|
Правила
аттестации персонала в области неразрушающего контроля
|
|
[23]
|
Руководящий документ
ВНИИПТ химнефтеаппаратуры РД 26.260.15-2001**
|
Стилоскопирование
основных и сварочных материалов и готовой продукции
|
|
[24]
|
Руководящий документ
ВНИКТИ нефтехимоборудование РДИ 38.18.017-94***
|
Инструкция
по магнитопорошковому контролю оборудования и сварных соединений
|
|
[25]
|
Руководящий документ
ВНИКТИ нефтехимоборудование РДИ 38.18.016-94***
|
Инструкция
по ультразвуковому контролю сварных соединений технологического оборудования
|
|
[26]
|
Руководящий документ
ВНИКТИ нефтехимоборудование РДИ 38.18.020-95***
|
Инструкция
«Радиографический контроль сварных соединений сосудов, аппаратов и
трубопроводов»
|
|
[27]
|
Руководящий документ
НИИХИММАШ РД 26-01-128-2000****
|
Инструкция
по ультразвуковому контролю стыковых и угловых сварных соединений химической
аппаратуры из сталей аустенитного и аустенитно-ферритного классов с толщиной
стенки от 4 до 30 мм
|
|
[28]
|
Руководящий документ
ВНИИПТ химнефтеаппаратуры РД 24.200.04-90**
|
Швы
сварных соединений. Металлографический метод контроля основного металла и
сварных соединений химнефтеаппаратуры
|
|
[29]
|
Руководящий документ
ВНИИПТ химнефтеаппаратуры РТМ 26-44-82**
|
Термическая
обработка нефтехимической аппаратуры и ее элементов
|
|
[30]
|
Нормативный документ
ВНИКТИ нефтехимоборудование ОТУ 3-01***
|
Сосуды
и аппараты. Общие технические условия на ремонт корпусов
|
|
[31]
|
Технические условия
ЦНИИЧермет ТУ 14-1-2657-79
|
Прокат
листовой стали марки 15Х5М
|
|
[32]
|
Технические условия
ЦНИИЧермет ТУ-14-1-4853-90
|
Прокат
толстолистовой стойкий к коррозионному
растрескиванию
|
|
[33]
|
Технические условия
ГНЦ РФ «ЦНИИТМАШ», ОАО «РосНИТИ» ТУ 14-3Р-55-2001
|
Трубы
стальные бесшовные для паровых котлов и трубопроводов. Технические условия
|
|
[34]
|
Технические условия
ВНИТИ ТУ 14-3-1600-89
|
Трубы
бесшовные из стали марки 20ЮЧ
|
|
[35]
|
Технические условия
ВНИТИ, Первоуральского Новотрубного завода ТУ 14-3-1652-89
|
Трубы
холоднодеформированные из стали 20ЮЧ
|
|
[36]
|
Технические условия
ВНИТИ ТУ 14-3-1745-90
|
Трубы
бесшовные горячедеформированные из стали марки 20ЮЧ
|
|
[37]
|
Технические условия
ООО «ВНИИгаз», ОАО «РосНИТИ» ТУ 14-3-1128-2007
|
Трубы
стальные бесшовные горячедеформированные для газопроводов газлифтных систем и
обустройства газовых месторождений
|
|
[38]
|
Технические условия
ВНИТИ ТУ 14-3-190-82
|
Трубы
стальные бесшовные для котельных установок и трубопроводов
|
|
[39]
|
Технические условия
ВНИИНЕФТЕМАШ ТУ 26-0303-1532-84
|
Поковки
из стали марки 20ЮЧ
|
|
[40]
|
Технические условия
Нижнетагильского металлургического комбината ТУ 14-1-1431-75
|
Кольца
горячекатаные для фланцев стали марки 20
|
|
[41]
|
Технические условия
Таганрогского металлургического завода ТУ 14-3-375-75
|
Кольца
для фланцев стальные горячекатаные
|
|
[42]
|
Стандарт Американского сварочного общества AWS A5.1-91*
|
Электроды покрытые для дуговой сварки
углеродистых сталей
|
|
[43]
|
Технические условия
ВНИИПТ химнефтеаппаратуры ТУ 14-1-3648-83
|
Проволока
сварочная из стали марки Св-08Г2СНТЮР
|
|
[44]
|
Технические условия
ВНИИПТ химнефтеаппаратуры ТУ 14-131-922-98
|
Проволока
стальная сварочная марки Св-06Х5Г2СМФТЮЧ
|
|
[45]
|
Технические условия
ИЭС им. Е.О. Патона ТУ 14-168-23-78
|
Электроды
марки АНЖР-3У
|
|
[46]
|
Технические условия
ИЭС им. Е.О. Патона ТУ 14-4-598-75
|
Электроды
марки АНЖР-2
|
|
[47]
|
Технические условия
ИЭС им. Е.О. Патона ТУ 14-4-568-74
|
Электроды
марки АНЖР-1
|
|
[48]
|
Технические условия
ОАО «Металлургический завод «Электросталь» ТУ 14-1-4968-91
|
Проволока
сварочная из сплава марок Св-08Х25Н40М7 (ЭП 673), Св-08Х25Н60М10 (ЭП 606),
Св-08Х25Н25М3 (ЭП 622), Св-36НГМТ (ЭП 803)
|
|
[49]
|
Технические условия
ОАО «Металлургический завод «Электросталь»
ТУ 14-1-4981-91
|
Проволока
стальная сварочная марок Св-06Х21Н7БТ (ЭП 500), Св-08Х25Н20С3Р1 (ЭП 532),
Св-08Х15Н23В7Г7М2 (ЭП 88), Св-08Х20Н9С2БТЮ (ЭП 156), Св-01Х19Н18Г10АМ4 (ЭП
690)
|
|
[50]
|
Руководящий документ
НИИХИММАШ РД 26-11-01-85****
|
Инструкция
по контролю сварных соединений, недоступных для проведения радиографического
и ультразвукового контроля
|
|
[51]
|
Руководящий документ
ООО «ВНИИГАЗ» РД 558-97
|
Руководящий
документ по технологии сварки труб при производстве
ремонтно-восстановительных работ на газопроводах
|
|
[52]
|
Технические условия
ИЭС им. Е.О. Патона ТУ 39.1401-89
|
Электроды
покрытые металлические для ручной дуговой сварки марки АНО-ТМ. Технические
условия
|
|
[53]
|
Технические условия
ИЭС им. Е.О. Патона ТУ 14-170-173-91
|
Электроды
покрытые металлические для ручной дуговой сварки марки АНО-ТМ/Н. Технические
условия
|
|
[54]
|
СТО
00220575.063-2005*
|
Сосуды,
аппараты и блоки технологические установок подготовки и переработки нефти и
газа, содержащих сероводород и вызывающих коррозионное растрескивание.
Технические требования
|
*Официальный экземпляр документа находится в ДОАО ЦКБН
ОАО «Газпром».
**Официальный экземпляр документа находится в ОАО
«ВНИИПТхимнефтеаппаратуры».
***Официальный экземпляр документа находится в ОАО
«ВНИКТИнефтехимоборудование».
****Официальный экземпляр документа находится в ОАО
«НИИХИММАШ».
Ключевые слова:
сборка, сварка, термическая обработка, контроль качества, ремонт, модернизация,
корпусное технологическое оборудование, ОАО «Газпром»
