ОАО
«ВНИИПТхимнефтеаппаратуры»
СТАНДАРТ
ОРГАНИЗАЦИИ
Сварка разнородных соединений сосудов, аппаратов и
трубопроводов из углеродистых, низколегированных, теплоустойчивых,
высоколегированных сталей и сплавов на железоникелевой и
никелевой основах
СТО 00220368-011-2007
Волгоград 2007
Предисловие
1 РАЗРАБОТАН открытым
акционерным обществом «Волгоградский научно-исследовательский и проектный
институт технологии химического и нефтяного аппаратостроения» (ОАО
«ВНИИПТхимнефтеаппаратуры»), открытым акционерным обществом «Всероссийский
научно-исследовательский институт нефтяного машиностроения» (ОАО
«ВНИИнефтемаш») и открытым акционерным обществом «Всероссийский
научно-исследовательский и конструкторско-технологический институт оборудования
нефтеперерабатывающей и нефтехимической промышленности» (ОАО
«ВНИКТИнефтехимоборудование»):
РАЗРАБОТЧИКИ:
В.А. Крошкин,
В.И. Курило, В.К. Красильников, Т.И. Меняйлова (ОАО
«ВНИИПТхимнефтеаппаратуры»), А.Н. Бочаров, Н.М. Королев (ОАО «ВНИИНЕФТЕМАШ»),
Н.В. Кириличев (ОАО «ВНИКТИнефтехимоборудование»)
|
ОАО
«ВНИИПТхимнефтеаппаратура»:
|
|
|
Заместитель генерального директора по НИР, к.т.н.
|
В.Л. Мирочник
|
|
Заведующий отделом стандартизации
|
К.В. Сафрыгин
|
|
Руководитель разработки, ведущий научный
сотрудник, к.т.н.
|
В.А. Крошкин
|
|
Разработчики:
|
|
|
Заведующий лабораторией
|
В.И. Курило
|
|
Старший научный сотрудник
|
В.К. Красильников
|
|
Инженер-технолог 1 кат.
|
Т.И. Меняйлова
|
|
ОАО «ВНИИнефтемаш»:
|
|
|
Первый заместитель генерального директора
|
В.А. Емелькина
|
|
Заведующий отделом металловедения и сварки, к.т.н.
|
А.Н. Бочаров
|
|
Заведующий лабораторией сварки, к.т.н.
|
Н.М. Королев
|
|
ОАО «ВНИКТИнефтехимоборудования»:
|
|
|
Первый заместитель генерального директора по
научной работе, к.т.н.
|
Н.В. Мартынов
|
|
Заведующий лабораторией сварки, к.т.н.
|
Н.В. Кириличев
|
|
СОГЛАСОВАНО
|
|
|
Заместитель генерального директора по научно-производственной
работе ОАО «НИИхиммаш», к.т.н.
|
П.А. Харин
|
2 УТВЕРЖДЕН И ВВЕДЕН В
ДЕЙСТВИЕ приказом ОАО «ВНИИПТхимнефтеаппаратуры» № 10 от 29.01 2008 г.
3 ВЗАМЕН РТМ 26-298-78 и РТМ
26-378-81
Содержание
СТАНДАРТ ОРГАНИЗАЦИИ
|
СВАРКА РАЗНОРОДНЫХ
СОЕДИНЕНИЙ СОСУДОВ, АППАРАТОВ И
ТРУБОПРОВОДОВ ИЗ УГЛЕРОДИСТЫХ, НИЗКОЛЕГИРОВАННЫХ,
ТЕПЛОУСТОЙЧИВЫХ, ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ И СПЛАВОВ
НА ЖЕЛЕЗОНИКЕЛЕВОЙ И НИКЕЛЕВОЙ ОСНОВАХ
|
Утверждено и введено в действие по ОАО
«ВНИИПТхимнефтеаппаратуры» приказом № 10 от 29.01.2008 г.
Дата введения: 2008-03-01
Настоящий стандарт распространяется на
изготовление, монтаж и ремонт сосудов, аппаратов толщиной до 60 мм и
технологических трубопроводов толщиной до 30 мм из разнородных сталей (сплавов)
для химической, нефтехимической, нефтеперерабатывающей, газовой и других
смежных отраслей промышленности, работающих при температурах от минус 60 до 900°С,
подведомственных Ростехнадзору.
Стандарт разработан с учетом
требований ПБ
03-576, ПБ
03-584, ПБ
03-585, ГОСТ Р
52630, ОСТ 26.260.3, ОСТ 26-01-858, ОСТ
26.260.480, СТП 26.260.486, ОТУ 3,. СТО 8и РД
38.13.004.
Стандарт определяет требования к конструкции
разнородных сварных соединений и технологии изготовления изделий из разнородных
сталей (сплавов).
Настоящий СТО регламентирует применение
основных и сварочных материалов, заготовительные операции, подготовку кромок
под сварку, сборку, способы (ручная дуговая, аргонодуговая, полуавтоматическая
в защитных газах и автоматическая под флюсом), режимы и технологию сварки,
термическую обработку, контроль качества и исправление дефектов сварных
соединений, требования к ремонту и реконструкции корпусного оборудования и
трубопроводов при их сверхнормативной эксплуатации.
В СТО приведены аналоги импортных
основных и сварочных материалов по типам наплавленного металла и маркам
наиболее известных фирм.
Организация, выполняющая сварку изделий
из разнородных сталей и сплавов, должна иметь разрешение на право применения
технологии сварки в порядке, установленном РД
03-615, сварочных материалов - РД
03-613 и сварочного оборудования - РД
03-614.
Настоящий стандарт предназначен для
технологов, конструкторов, мастеров производства, ОТК и рабочих, занимающихся
изготовлением аппаратов и трубопроводов из разнородных сталей.
В настоящем стандарте использованы ссылки
на следующие стандарты, правила и другие нормативные документы:
ГОСТ 2246-70
Проволока стальная сварочная. Технические условия
ГОСТ 2601-84
Сварка металлов . Термины и определения основных понятий
ГОСТ
5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы,
конструктивные элементы и размеры
ГОСТ
6032-2003 Стали и сплавы коррозионно-стойкие. Методы испытаний на стойкость
к межкристаллитной коррозии
ГОСТ
6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ
8713-79 Сварка под флюсом. Соединения сварные. Основные типы,
конструктивные элементы и размеры
ГОСТ
9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и
наплавки. Классификация и общие технические требования
ГОСТ
9467-75 Электроды покрытые металлические для ручной дуговой сварки
конструкционных и теплоустойчивых сталей. Типы
ГОСТ
10052-75 Электроды покрытые металлические для ручной дуговой сварки
высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ
11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми
углами. Основные типы, конструктивные элементы, размеры
ГОСТ
11878-66 Сталь аустенитная. Методы определения содержания ферритной фазы в
прутках
ГОСТ
14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы,
конструктивные элементы и размеры
ГОСТ
16037-80 Сварные соединения сварных трубопроводов. Основные типы,
конструктивные элементы и размеры
ГОСТ
22761-77 Металлы и сплавы. Метод измерения твердости по Бринеллю
переносными твердомерами статического действия
ГОСТ
22762-77 Металлы и сплавы. Метод измерения твердости на пределе текучести
вдавливанием шара
ГОСТ
23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ
26388-84 Соединения сварные. Методы испытаний на сопротивляемость
образованию холодных трещин при сварке плавлением
ГОСТ
26389-84 Соединения сварные. Методы испытаний на сопротивляемость
образованию горячих трещин при сварке плавлением
ГОСТ
Р 52222-2004 Флюсы сварочные плавленые для автоматической сварки.
Технические условия.
ГОСТ Р
52630-2006 Сосуды и аппараты стальные сварные. Общие технические условия
ОСТ
26-5-99 Контроль неразрушающий. Цветной метод контроля сварных соединений,
наплавленного и основного металла
ОСТ 26-01-858-94 Сосуды и аппараты
сварные из никеля и коррозионностойких сплавов на основе никеля. Общие
технические требования
ОСТ
26-11-03-84 Швы сварных соединений сосудов и аппаратов, работающих под
давлением. Радиографический метод контроля
ОСТ 26.260.3-2001 Сварка в
химическом машиностроении. Основные положения
ОСТ 26.260.480-2003 Сосуды и аппараты из
двухслойных сталей. Сварка и наплавка
СТО
00220256-005-2005 Швы стыковых, угловых и тавровых сварных соединений
сосудов и аппаратов, работающих под давлением. Методика ультразвукового
контроля
СТО 00220368-008-2006 Изготовление
деталей и узлов из коррозионностойких сплавов на железоникелевой и никелевой
основе, разнородных соединений и двухслойных сталей с плакирующим слоем из
сплавов марок 06ХН28МДТ, ХН65МВ и Н70МФВ-ВИ. Типовой технологический процесс
СТП 26.260.486-2005 Стандарт организации.
Каталог аналогов импортных и отечественных основных и сварочных материалов,
применяемых при изготовлении сосудов, аппаратов и трубопроводов,
подведомственных Ростехнадзору
РД 24.200.04-90 Швы сварных соединений.
Металлографический метод контроля основного металла и сварных соединений химнефтеаппаратуры
РД 26.260.15-2001 Стилоскопирование
основных и сварочных материалов и готовой продукции
РД
38.13.004-86 Эксплуатация и ремонт технологических трубопроводов под
давлением до 10,0 МПа (100 кгс/см2)
РД 03-606-03
Инструкция по визуальному и измерительному контролю
РД
03-615-03 Порядок применения сварочных технологий при изготовлении,
монтаже, ремонте и реконструкции технических устройств для опасных
производственных объектов
РД 26-17-049-85 Организация хранения,
подготовки и контроля сварочных материалов
РТМ 26-44-82 Термическая обработка
нефтехимической аппаратуры и ее элементов с Изменением № 1
ПБ
03-273-99 Правила аттестации сварщиков и специалистов сварочного
производства
ПБ
03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих
под давлением
ПБ
03-584-03 Правила проектирования, изготовления и приемки сосудов и
аппаратов стальных сварных
ПБ
03-585-03 Правила устройства и безопасной эксплуатации технологических
трубопроводов
ОТУ 3-01 Сосуды и аппараты. Общие
технические условия на ремонт корпусов. Сосуды и аппараты
ТУ 14-1-997-74 Проволока сварочная из
жаропрочных, жаростойких, коррозионностойких сталей и сплавов
ТУ 14-1-1948-77 Флюс марки АНФ-1
ТУ 14-1-2571-78 Проволока сварочная из
стали марок Св-01Х23Н28М3Д3Т и Св-03Х23Н28М3Д3Т
ТУ 14-1-4968-91 Проволока сварочная из
сплава марок Св-08Х25Н40М7 (ЭП673), Св-08Х25Н60М10(ЭП-606), Св-08Х25Н25М3
(ЭП-622), Св-36НГМТ (ЭП-803)
ТУ 14-4-568-74 Электроды марки АНЖР-1
ТУ 14-4-598-75 Электроды марки АНЖР-2
ТУ 14-4-715-75 Электроды марки ОЗЛ-17У.
Технические условия
ТУ 14-4-1276-76 Электроды марки ОЗЛ-37-2
ТУ 14-168-23-78 Электроды марки АНЖР-3У
3.1 Применяемые в настоящем стандарте
стандартизованные термины:
«автоматическая сварка», «аргонодуговая
сварка», «валик», «корень шва», «кратер шва», «наплавка», «проход при сварке»,
«подварочный шов», «разнородные соединения», «сварка в защитном газе», «ручная
дуговая сварка», «сварка дуговая неплавящимся электродом», «сварное
соединение», «слой сварного шва», «стыковое соединение», «тавровое соединение»,
«угловое соединение» приведены в ГОСТ 2601.
3.2 В настоящем стандарте
приведены следующие нестандартизованные термины с соответствующими
определениями:
Зенит
- верхняя точка кольцевого стыка с
наружной стороны
Надир -
нижняя точка кольцевого стыка с внутренней стороны
3.3 В настоящем стандарте
приведены следующие сокращения:
КТО - конструкторско-технологический отдел
МКК -
межкристаллитная коррозия
НД -
нормативный документ
н.б.
- не более
номин. -
номинал
ОГС -
отдел главного сварщика
ОГТ -
отдел главного технолога
ОСТ -
отраслевой стандарт
ОТК -
отдел технического контроля
ОТУ -
общие технические условия
ОШЗ - околошовная зона
ПБ
- правила безопасности
пред. откл. - предельное отклонение
СТО -
стандарт организации
СТП -
стандарт предприятия
РД
- руководящий документ
РДС -
ручная дуговая сварка
УЗД -
ультразвуковая дефектоскопия
ЦД
- цветная дефектоскопия
4.1 Общие требования к
изготовлению деталей и узлов сосудов, аппаратов и технологических трубопроводов
из разнородных сталей согласно требований ГОСТ Р
52630, ОСТ
26.260.3, ОСТ 26-01-858, ОСТ 26.260.480, ПБ
03-576, ПБ
03-584, ПБ
03-585, СТО 00220368-008, ОТУ 3, РД
38.13.004, чертежам и настоящего стандарта.
4.2 Все сборочные и сварочные работы производят в
закрытых отапливаемых помещениях на специальных изолированных участках,
обеспечивающих соблюдение чистоты сварочных работ, отсутствие сквозняков и
температуру окружающего воздуха не ниже 0°С. Другие требования к условиям
выполнения сварочных работ приведены в п. 6.8.4 ГОСТ Р
52630.
При выполнении сварочных работ на
открытых площадках должны быть приняты меры защиты места сварки от воздействия
атмосферных осадков и ветра. Минимально допустимая температура окружающего
воздуха и подогрева устанавливаются с учетом свариваемости менее технологичной
стали, входящей в данное сварное соединение.
4.3 При проведении сварочных
работ, кроме выполнения общих требований техники безопасности и
производственной санитарии, необходимо обращать внимание на эффективность
вентиляции, особенно при выполнении сварки в закрытых сосудах.
4.4 В настоящем СТО под
разнородными сталями понимаются стали разных структурных классов, а также стали
одного структурного класса, но требующие применение различных марок (типов)
сварочных материалов или условий сварки (подогрева, термообработки и т.п.).
Разнородные сварные соединения могут
быть:
- из сталей разных структурных
классов;
- из сталей одного
структурного класса различного уровня прочности или легирования (разных марок);
- из сталей одного
структурного класса со швом другого структурного класса;
- из биметаллов;
- комбинированные сочетания из
перечисленных выше.
Примечание - На сварные соединения биметаллов настоящий
стандарт не распространяется. Требования к сварке двухслойных сталей приведены
в ОСТ 26.260.480.
Однотипные свариваемые материалы в
настоящем документе представлены в виде групп в зависимости от их структурного
класса, прочностных характеристик и химического состава (см. Приложение
А).
4.5 Сварка должна
производиться согласно технологическим процессам, разработанным на основании
чертежей и настоящего СТО.
4.6 При производстве работ по
заготовительным операциям, подготовке кромок, сборке, сварке, термической
обработке, исправлению дефектов и контролю сварных швов соблюдать требования
действующих правил и инструкций по технике безопасности и охране труда.
4.7 Оперативное управление
процессом производства осуществляют:
- руководители ОГС, ОГТ, КТО
(в части соблюдения требований данного стандарта при разработке технологической
документации);
- начальники цехов и участков,
отвечающие за изготовление сосудов, аппаратов и трубопроводов;
- начальник ОТК (в части
контроля качества).
5.1 При разработке технологии
сварки необходимо учитывать технологические особенности свариваемых сталей,
различие их свойств, возможность образования дефектов, специфичных для каждой
из свариваемых сталей, развитие структурных неоднородностей (переходных зон,
кристаллизационных и диффузионных прослоек), которые могут повлиять на
работоспособность сварных соединений.
5.2 Наиболее существенное
влияние на технологические и эксплуатационные характеристики разнородных
сварных соединений оказывают кристаллизационные (мартенситные) и диффузионные
(карбидные) прослойки, образующиеся в процессе сварки и эксплуатации
разнородных сварных соединений, включающих стали неаустенитного класса,
свариваемых аустенитными сварочными материалами.
5.3 Особенности сварки таких
разнородных соединений определяются:
- необходимостью применения
сварочных материалов, обеспечивающих металл шва аустенитного класса;
- образованием и развитием в
зоне сварного соединения химических и структурных неоднородностей, включая
кристаллизационные и диффузионные прослойки по линии сплавления аустенитного шва
с неаустенитной сталью;
- зависимостью химического состава,
структуры металла шва и свойств сварных соединений от степени проплавления
неаустенитной стали;
- различием коэффициентов линейного
расширения свариваемых сталей.
5.4 Возможности обеспечения аустенитной
структуры металла шва и минимальной толщины кристаллизационной прослойки
зависят от химического состава металла шва, который определяется химическим
составом сварочной проволоки и степенью проплавления основного металла.
Сварочные материалы, обеспечивающие
аустенитную структуру металлу шва разнородного соединения по диаграмме Шеффлера
(см. рисунок 5.1), соответственно, обеспечивают и допустимую толщину
кристаллизационной прослойки. Так, применение сварочных материалов, содержащих
не менее 12-13 % никеля, и ограничение доли участия основного металла (не более
30 %) в металле шва соответствуют указанным условиям.
5.5 При проектировании сварных
конструкций не рекомендуется выбирать стыковые разнородные сварные соединения
без разделки кромок. При необходимости применения таких соединений следует
использовать сварочные материалы, содержащие 25 % никеля и более, в зависимости
от толщины свариваемого металла.
5.6 Сварные соединения,
выполненные аустенитными сварочными материалами с высоким содержанием никеля,
склонны к образованию горячих трещин. Поэтому, в данном случае, необходимо
принимать меры для предупреждения горячих трещин:
- применение сварочных
материалов, содержащих молибден;
- использование умеренных
режимов сварки;
- обеспечение оптимальной формы
шва и др.
5.7 Основными мерами
предотвращения образования диффузионных прослоек являются:
- использование в конструкциях
неаустенитных сталей с достаточным, содержанием карбидообразующих элементов;
- отказ от термической
обработки сварного изделия или снижение температуры отпуска и времени выдержки;
- применение сварочных
материалов с повышенным содержанием никеля и других легирующих элементов,
тормозящих диффузию углерода;
- использование умеренных
режимов сварки, уменьшающих перегрев сварных соединений;
- промежуточное охлаждение
сварных соединений после наплавки каждого валика при многослойной сварке;
- предварительное плакирование
неаустенитной стали высоконикелевой сталью с последующей заваркой разделки
кромок экономнолегированным сварочным материалом;
- уменьшение степени
проплавления основного металла (неаустенитной стали).
5.8 При сварке разнородных
сварных соединений, включающих стали неаустенитного класса, свариваемых
аустенитными сварочными материалами, необходимое ограничение образования и роста
диффузионных прослоек обеспечивается соблюдением требований таблиц 8.1-8.3, в
части применения сварочных материалов, и ограничением доли участия
неаустенитной стали в металле шва, которая не должна превышать 30 %.
5.9 Сварные соединения из
разнородных сталей, существенно отличающихся теплофизическими свойствами,
характеризуются тем, что в них невозможно снизить внутренние сварочные
напряжения. В таких соединениях вместо сварочных напряжений после
термообработки возникают новые «отпускные» напряжения, которые отличаются более
неблагоприятным распределением, чем в состоянии после сварки.
Поэтому при проектировании таких
конструкций и технологий их изготовления целесообразно отказываться от
термообработки и предусматривать сварочные материалы, наплавку кромок или
вставку, обеспечивающие постепенное (ступенчатое) изменение теплофизических
свойств.
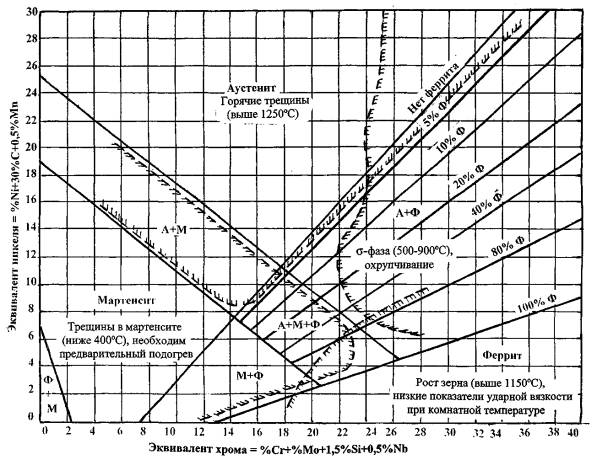
Рисунок 5.1 - Диаграмма Шеффлера
5.10 Термообработка
разнородных сварных соединений, включающих неаустенитные материалы и
выполняемых аустенитными сварочными материалами, не допускается. В
исключительных случаях термообработка производится по указанию в техническом
проекте.
Термообработка разнородных сварных
соединений, выполняемых неаустенитными сварочными материалами, производится по
режимам более легированных сталей.
5.11 В сварных соединениях
сталей, имеющих разные коэффициенты линейного расширения и работающие при
температурах выше 400°С, возникают термические напряжения, которые могут
оказать отрицательное влияние на прочность соединения. В связи с этим для
ответственных сварных узлов, работающих в условиях циклического нагружения
требуется проведение специального расчета. Работоспособность сварных соединений
сталей разных структурных классов должна оцениваться с учетом суммарного
действия рабочих, остаточных и температурных напряжений, а также циклических
нагрузок.
6.1 Сварные конструкции должны
проектироваться с учетом рационального применения сочетаний разнородных сталей
и выполнения максимального объема сварочных работ на заводе-изготовителе.
6.2 При проектировании
ответственных (нагруженных) конструкций из разнородных сталей разных
структурных классов рекомендуется:
- предпочитать стыковые
соединения другим видам: угловым, тавровым, нахлесточным. Расположение швов
должно обеспечивать удобство сварки, надежность ее выполнения;
- располагать разнородное
соединение в наименее нагруженных областях конструкции и в зонах пониженных
температур эксплуатации;
- максимально возможно
исключить в области разнородных швов концентраторы напряжений;
- предусмотреть эффективный контроль на
отсутствие внешних и внутренних недопустимых дефектов;
- принимать конструктивные и другие
решения, исключающие необходимость термической обработки;
- исключать термообработку
разнородных сварных соединений, включающих теплоустойчивые или высокохромистые
нержавеющие стали, а также углеродистые и низколегированные стали толщиной
свыше 30 мм, выполняемых аустенитными сварочными материалами;
- для повышенных температур и сложных
условий эксплуатации в соединение вводить промежуточные конструктивные элементы
из более стабильных сталей или наплавок, с целью ограничения развития хрупких
прослоек.
6.3 При разработке
технологического процесса сварки разнородных сталей необходимо учитывать:
- технологические особенности
(свариваемость) сталей и сплавов, специальные требования (подогрев,
термообработка и т.п.), которые принимаются для разнородного соединения по
действующей нормативно-технической документации на сварку обеих сталей,
составляющих разнородное соединение;
- возможность образования
дефектов, особенно холодных и горячих трещин, специфических для каждой из
свариваемой стали;
- возможность образования и
развития структурных неоднородностей (диффузионных и кристаллизационных
прослоек);
- необходимость и
достаточность обеспечения механических свойств и коррозионной стойкости сварных
соединений.
6.4 Максимальная температура
эксплуатации разнородных сварных соединений сталей аустенитного класса с
углеродистыми и низколегированными марганцевокремнистыми сталями перлитного
класса должна быть не выше, чем меньшая из допускаемых для обеих сталей, но не
выше 470°С.
Предельная минимальная температура не
должна быть ниже, чем большая из допускаемых для каждой стали, но не ниже минус
40°С. Разнородные сварные соединения, выполненные сварочными материалами,
содержащими 60 % никеля, допускается эксплуатировать при температурах не ниже
минус 60°С.
Примечание
- Разнородные сварные соединения, выполненные сварочными материалами,
содержащими 40 % никеля, допускается применять до минус 60°С, при условии
обеспечения степени проплавления перлитной стали не более 20 %.
6.5 Максимальная температура
эксплуатации разнородных сварных соединений сталей аустенитного класса с
хромомолибденовыми сталями перлитного и мартенситного классов должна быть не
выше, чем меньшая из допускаемых для обеих сталей, но не выше 600°С. Предельная
минимальная температура должна быть не ниже 0°С.
6.6 При сварке сталей одного
структурного класса разных марок допускается применять один из сварочных
материалов, рекомендуемых для сварки любой из этих марок.
6.7 При сварке разнородных соединений
углеродистых (С-01) и низколегированных (С-02, С-03) сталей (перлитного класса)
со сталями низколегированными перлитного (С-02, С-03, С-04) и
среднелегированными мартенситного класса (С-05), следует отдавать предпочтение
более технологичным сварочным материалам, которыми, как правило, являются менее
легированные, обеспечивающие более низкий предел прочности и более высокую
пластичность и вязкость металла шва. В отдельных случаях, для конкретных
условий эксплуатации, допускается применение аустенитных сварочных материалов,
технология применения которых должна быть согласована со специализированной
организацией.
6.8 При сварке разнородных
соединений высоколегированных коррозионностойких сталей аустенитного и
аустенитно-ферритного класса (С-07, С-08, С-09), сплавов (С-10) со сталями
перлитного (С-01, С-02, С-03, С-04), мартенситного (С-05), ферритного,
мартенсито-ферритного и мартенситного (С-06) классов следует отдавать
предпочтение менее легированным сварочным материалам, обеспечивающим аустенитную
структуру металла шва с содержанием феррита не менее 2 %. Верхняя граница
допустимого содержания феррита зависит от температуры эксплуатации сварного
соединения и не должна превышать значений, указанных в таблице 6.1.
Таблица 6.1 - Допустимое содержание ферритной фазы в аустенитном
металле шва
|
Температура
эксплуатации сварных соединений, °С
|
Допустимое
содержание ферритной фазы, балл по ГОСТ
11878
|
|
До
плюс 350
|
Не
ограничивается
|
|
В
интервале плюс 350 - 450
|
10
|
|
В
интервале плюс 450 - 550
|
8
|
|
В
интервале плюс 550 - 700
|
6
|
|
В
интервале плюс 700 - 900
|
3
|
Содержание никеля в сварочных
материалах зависит от температуры эксплуатации разнородных сварных соединений и
должно соответствовать требованиям таблиц 8.1 - 8.3.
6.9 Теплоустойчивые стали
перлитного и мартенситного классов (С-04-1, С-04-2, С-05), а также
высокохромистые стали ферритного, мартенсито-ферритного и мартенситного классов
(С-06), при сварке их со сталями других структурных классов требуют подогрева,
согласно таблиц 8.1-8.3. Исключение составляют стали перлитного класса типа
12ХМ (С-04-1), ферритного и мартенсито-ферритного классов толщиной не более 10
мм. Допускается сварка теплоустойчивых сталей перлитного и мартенситного
классов (С-04-1, С-04-2, С-05) и высокохромистых сталей ферритного,
мартенсито-ферритного и мартенситного классов (С-06), независимо от толщины
разнородного соединения, без подогрева при использовании сварочных материалов,
содержащих не менее 40 % никеля.
6.10 Температура подогрева
контролируется контактными или бесконтактными инфракрасными термометрами,
термокарандашами, термокрасками, цифровыми контактными и лазерными
бесконтактными термопарами.
Замер температуры производятся в пределах
зоны равномерного нагрева на расстоянии не менее двух толщин стенки изделия в
каждую сторону от оси шва.
6.11 Сварку разнородных
соединений сталей аустенитного и аустенитно-ферритного классов (С-07, С-08) со
сплавами (С-10-1, С-10-2) рекомендуется выполнять сварочными материалами,
применяемыми для сварки сплавов на железоникелевой основе, а сварку сплавов
группы С-10-1 со сплавами группы С-10-2 - сварочными материалами, применяемыми
для сварки сплавов на никелевой основе, отдавая предпочтение сварочным
материалам используемым для сварки конкретного свариваемого сплава.
6.12 При использовании
аустенитных сварочных материалов для сварки разнородных сварных соединений,
включающих теплоустойчивые стали (С-04, С-05), а также стали ферритного,
мартенсито-ферритного и мартенситного классов (С-06), подлежащих термообработке
согласно требованиям проекта, рекомендуется применять сварочные материалы,
содержащие не менее 40 % никеля (АНЖР-1, АНЖР-2, Св-08Х20Н60М10, Св-08Х25Н40М7
и др.).
6.13 Для сварки разнородных
соединений, включающих теплоустойчивые стали и эксплуатирующихся в средах,
вызывающих коррозионное растрескивание, допускается применять аустенитные
сварочные материалы, содержащие не менее 40 % никеля.
6.14 Необходимость
термообработки разнородных соединений определяется с учетом требований раздела
4.4 ПБ
03-576, раздела 11 СТО 00220368-008 и настоящего СТО.
Термообработке подлежат разнородные
сварные соединения, включающие:
- стали групп С-01, С-02, С-03
толщиной свыше 30 мм, свариваемые по перлитному варианту;
- стали групп С-04, С-05,
кроме сталей перлитного класса типа 12ХМ (С-04-1) толщиной до 10 мм,
свариваемые по перлитному материалу;
- стали групп С-07, С-08 или
сплавы групп С-10-1, С-10-2 при наличии требования стойкости к МКК.
Необходимость термообработки сварных
соединений разнородных сталей должна быть установлена на стадии проектирования
сварных узлов аппаратов и трубопроводов.
6.14 При сварке аустенитными сварочными
материалами, содержащих 12-14 % никеля, разнородных соединений сталей групп
С-01, С-02, С-03, С-04, С-05 и С-06 с другими группами материалов, необходимо
принимать меры по ограничению доли участия неаустенитной стали (≤ 30 %) с
целью ограничения мартенсита в металле шва и предотвращения холодных трещин, что
может быть достигнуто:
- применением РДС и
аргонодуговой сварки неплавящимся электродом, полуавтоматической сварки в
аргоне и смесях газов на основе аргона (Аr + 20 % СО2, Аr + 5 % О2 и др.), автоматической сварки под
флюсом на постоянном токе прямой полярности;
- использованием
технологических приемов, таких как предварительная наплавка кромок, ограничение
режимов сварки и т.п.
Примечание
- Степень проплавления контролируется опытным путем при подборе режима
сварки, в процессе изготовления сварных изделий, по твердости металла шва или
металлографически.
6.15 При сварке аустенитными
сварочными материалами неаустенитных сталей корневую часть шва, без
последующего удаления металла с обратной стороны, рекомендуется выполнять
сварочными материалами, содержащими не менее 40 % никеля.
6.16 При сварке разнородных
соединений с использованием сварочных материалов, содержащих 40 % никеля и
более, необходимо принимать меры по предотвращению образования горячих трещин
(сварку выполнять узкими валиками ограниченного компактного сечения, без
поперечных колебаний электрода, с возможно большей скоростью, при
автоматической сварке под флюсом использовать флюс АН-18, применять
предварительную наплавку кромок, тщательно заваривать кратеры и др.).
6.17 Сварка теплоустойчивых сталей
групп С-04-1, С-04-2 и С-05 выполняется перлитными сварочными материалами,
применяемыми для менее легированной стали с последующей термообработкой
разнородных сварных соединений. Допускается сварка аустенитными сварочными
материалами без термообработки.
6.18 Сварка мартенситных
сталей аустенитными сварочными материалами допускается при содержании в
нефтепродуктах эмульгированной воды не более 0,2 %, хлористых солей не более 10
мг/л и каустической соды не более 30 г/т нефтепродукта.
6.19 Применение соединений с
аустенитными швами не допускается:
- в зонах разделения влаги от
нефтепродукта (п. 18.78 РД
38.13.004);
- для сварки продольных стыков
трубных элементов и обечаек.
Для сварки трубных элементов установок
каталитического риформинга, работающих с применением процесса оксихлорирования,
должны применяться сварочные материалы, содержащие не менее 40 % никеля.
6.20 При сварке разнородных
соединений, включающих стали перлитного (С-01, С-02, С-03, С-04-1, С-04-2),
мартенситного (С-05) классов толщиной более 12 мм, аустенитными сварочными
материалами рекомендуется выполнять предварительную наплавку кромок, указанных
сталей, с целью:
- экономии дорогостоящих
высоконикелевых сварочных материалов;
- уменьшения химической и
теплофизической неоднородности соединений;
- повышения технологической
прочности (стойкости против холодных и горячих трещин) разнородных сварных
соединений.
Примечание:
1. Наплавка кромок сварочными
материалами, содержащими до 25 % никеля, производится с подогревом 150-200°С.
2.
Термообработка сварных соединений не требуется.
6.21 При сварке разнородных
теплоустойчивых сталей перлитного и мартенситного классов (гр. С-04-1, С-04-2,
С-05) допускается применять предварительную подварку корня шва электродами типа
Э42А с последующим заполнением разделки аустенитными сварочными материалами.
Такие соединения могут эксплуатироваться в средах, вызывающих коррозионное
растрескивание при температурах до 260°С.
6.22 При сварке разнородных
соединений теплоустойчивых сталей (С-04-1) с углеродистыми сталями (С-01)
допускается облицовка кромок свариваемых деталей из теплоустойчивых сталей
электродами типа Э42А или Э46А с последующим заполнением разделки этими же
сварочными материалами.
Примечания
1. Наплавка кромок
производится с подогревом 200-250°С.
2.
Термообработка сварных соединений не требуется.
6.23 Наплавка кромок
производится не менее чем в два слоя. Толщина наплавки после механической
обработки должна составлять 5 ± 1 мм под ручную дуговую, аргонодуговую или
полуавтоматическую сварку в аргоне и смесях газов на основе аргона (Аr + 20 % СО2, Аr + 5 % O2 и др.) и 6 ± 1 мм под автоматическую сварку под
флюсом или полуавтоматическую в углекислом газе. Наплавленные кромки после
механической обработки должны соответствовать требованиям стандартов, см. п.
10.1.
6.24 При сварке труб и трубных
деталей могут применяться специальные вставки (переходники), см. рисунок 6.1.
Применение указанных вставок должно предусматриваться конструкторской
документацией.
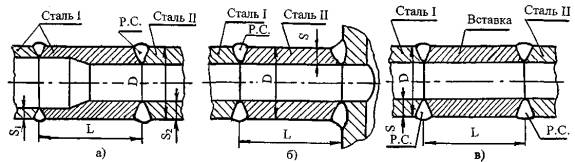
а -
стыки труб с разной толщиной стенки; б - расположение стыка труб разнородных
сталей (Р. С.) вблизи жесткого закрепления; в - вставка из стали промежуточного
состава
Рисунок 6.1 - Вставки в трубопроводах из
разнородных сталей
Длина вставки L определяется допускаемым расстоянием между сварными
швами в соответствии с требованиями ПБ
03-576 и ПБ
03-585.
6.25 Режимы сварки, предварительного и
сопутствующего подогрева, а также термической обработки должны применяться с
учетом свариваемости менее технологичной стали, входящей в данное соединение,
приведены в ОСТ
26.260.3, ОСТ 26.260.480, СТО 00220368-008, РТМ 26-44. Характеристики
свариваемости различных групп сталей и технологические требования к ним
приведены в таблице 6.2.
Таблица 6.2 - Характеристики
свариваемости различных групп сталей и технологические требования к ним
|
Группа
материалов
|
Структурный
класс
|
Марки
отечественных материалов
|
Характеристика
свариваемости
|
Технологические
требования
|
|
С-01, С-02
|
Перлитный
|
Ст.3кп,
Ст.3пс, Ст.3сп, Ст.3Гпс, 10, 15, 20 15К, 16К, 18К, 20К, 22К, 20Л, 25Л, 16ГС,
17ГС, 17Г1С, 09Г2С, 10Г2, 10Г2С1, 10ХСНД, 15ХСНД, 09Г2БТ, 09Г2ФБ, 20ЮЧ, 20КА,
09ГСНБЦ, 09Г2СЮЧ
|
Хорошо
сваривающиеся
|
-
|
|
С-03
|
Перлитный
|
15Г2СФ,
10Г2ФБ, 16Г2АФ, 09ХГ2НАБЧ
|
Удовлетворительно
сваривающиеся
|
Ограничение
погонной энергии
|
|
С-04-1
|
Перлитный
|
12МХ, 12ХМ,
15ХМ, 12Х1МФ, 15Х1МФ
|
Склонны к
образованию холодных трещин
|
Подогрев
200-300°С для толщин свыше 10 мм, термообработка
|
|
С-04-2
|
Перлитный
|
10Х2М1,
10Х2М1А-А, 12Х2МФА, 15Х2МФА
|
Склонны к
образованию холодных трещин
|
Подогрев
250-300°С для толщин свыше 10 мм, термообработка непосредственно после сварки
|
|
С-05
|
Мартенситный
|
15Х5М, 15Х5МУ,
15Х5ВФ
|
Склонны к
образованию холодных трещин
|
Подогрев
350-400°С для толщин свыше 10 мм, термообработка непосредственно после сварки
|
|
С-06
|
Ферритный,
мартенсито-ферритный
|
08X13, 12X17,
08Х17Т, 15Х25Т, 12X13, 14Х17Н2
|
Склонны к
охрупчиванию (рост ферритного зерна) и образованию холодных трещин
|
Подогрев 150-200°С
для толщин свыше 10 мм, термообработка, ограничение погонной энергии
|
|
Мартенситный
|
20X13
|
Склонны к
образованию холодных трещин
|
Подогрев
150-200°С для толщин свыше 10 мм, термообработка
|
|
С-07
|
Аустенитный
|
08Х18Н10Т,
12Х18Н10Т, 12X18Н9Т, 12Х18Н9ТЛ, 08Х18Н12Б, 12Х18Н12Т, 03Х18Н11, 02Х18Н11,
08X18Н10, 04X18Н10
|
Склонны к
образованию горячих трещин
|
Ограничение
погонной энергии
|
|
Аустенито-ферритный
|
08Х18Г8Н2Т,
12Х21Н5Т, 15Х18Н12С4ТЮ, 06Х22Н6Т
|
Склонны к
образованию горячих трещин и охрупчиванию (рост ферритного зерна)
|
Ограничение
погонной энергии
|
|
С-08
|
Аустенитный,
аустенито-ферритный
|
08Х17Н13М2Т,
10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н12М3ТЛ, 03Х17Н14М3, 08Х17Н15М3Т, 08Х21Н6М2Т
|
Склонны к
образованию горячих трещин
|
Ограничение
погонной энергии
|
|
С-09
|
Аустенито-ферритный,
аустенитный
|
20Х23Н13, 08Х20Н14С2,
20Х20Н14С2, 20Х23Н18, 10Х23Н18, 20Х25Н20С2, 12Х25Н16Г7АР
|
|
С-10-1
|
Сплавы на
железо-никелевой основе
|
03ХН28МДТ,
ХН30МДБ, 06ХН28МДТ, ХН32Т, ХН35ВТ, ХН35ВТЮ, ХН38ВТ, 03Х21Н21М4ГБ
|
Склонны к
образованию горячих трещин
|
Ограничение
погонной энергии, легирование металла шва молибденом
|
|
С-10-2
|
Сплавы на
никелевой основе
|
ХН63МБ,
ХН65МВ, ХН65МВУ, Н70МФВ-ВИ, Н65-ВИ, ХН75МБТЮ, ХН78Т
|
Склонны к
охрупчиванию из-за роста зерна и образования интерметаллидов
|
Ограничение
погонной энергии
|
6.26 Сварку деталей и узлов
разрешается производить только после приемки качества сборки ОТК.
7.1 Для выполнения сварочных
работ может применяться оборудование любого типа, обеспечивающее заданным
настоящим СТО режимы сварки и надежность работы.
7.2 Для автоматической сварки
применяются сварочные аппараты типа АДФ-1250, АДФ-800, АДФ-1000, ТС-17С и
другие, серийно выпускаемые промышленностью.
7.3 Для полуавтоматической
сварки применяются сварочные аппараты типа ПДГ-351, ПДГ-525, ПДГО-510 и другие,
серийно выпускаемые промышленностью. Рекомендуется применять аппараты
инверторного типа SINERMIG-401 и другие.
7.4 В качестве источника
питания для РДС и аргонодуговой сварки применяются сварочные выпрямители типа
РД 306 С1, РД-309, РД-413, а также многопостовые типа ВДМ-2×313,
ВДМ-6301, ВДМ-6303С, ВДМ-1202С, ВДМ-1201, ВДМ-1601 и другие. Рекомендуется
применять аппараты инверторного типа Радуга-180, Радуга-250 и FALTIG-400 и другие.
7.5 Для полуавтоматической
сварки в защитных газах применяются сварочные выпрямители типа ВС-300Б,
ВДГ-303, ВДГ-410, ВС-600С и другие.
7.6 Для РДС и
полуавтоматической в защитных газах рекомендуется применять универсальные
сварочные выпрямители типа ВДУ-506, ВДУ-511, ВДУ-601 и другие.
7.7 Для автоматической сварки
и наплавки под флюсом и в защитных газах рекомендуется применять универсальные
сварочные выпрямители типа ВДУ-630, ВДУ-800, ВДУ-1250, ВДУ-1202, ВДУ-1601 и
другие.
7.8 Колебания напряжения питающей сети, к
которой подключено сварочное оборудование, допускается не более ±5 % от
номинального значения.
7.9 Для уменьшения деформаций свариваемых
деталей рекомендуется применять кондукторы и другие специальные технологические
приспособления.
8. Сварочные материалы
8.1 Для сварки деталей и узлов
из разнородных сталей и сплавов рекомендуемые сварочные материалы приведены в
таблицах 8.1 - 8.3.
Сталь марки 08X13 (С-06) и сварные
соединения этой стали применяются для ненагруженных конструкций.
При сварке разнородных соединений одного
структурного класса сварочными материалами другого структурного класса могут
применяться любые сварочные материалы используемые для разнородных соединений
разных структурных классов, включающих материал данного структурного класса.
Например, для сварки стали Ст.3 со сталью 12ХМ, кроме сварочных материалов,
предназначенных для сварки углеродистых и низколегированных сталей, могут
применяться аустенитные сварочные материалы.
8.2 В качестве неплавящегося
электрода при аргонодуговой сварке применять вольфрамовые прутки
лантанированные по ГОСТ
23949 диаметром 2-4 мм.
8.3 Вольфрамовые электроды
должны быть заточены на конус под углом 15°. Перед каждым проходом следует
осматривать заточку и при обнаружении разрушения или загрязнения конца
вольфрамового электрода заменять его или производить восстановление заточки.
8.4 При аргонодуговой сварке в
качестве защитной среды применяется аргон высшего сорта по ГОСТ 10157.
Таблица 8.1 - Электроды для ручной
дуговой сварки
|
Сочетание
свариваемых сталей различных групп в сварном соединении (А + Б)
|
Электроды
|
Допускаемая
температура эксплуатации, условия сварки
|
|
А
|
Б
|
Стандарт
|
Тип
|
Марка
|
|
С-01
(Ст.3)
|
С-02 (16ГС),
С-03 (15Г2СФ)
|
ГОСТ
9467
|
Э-42
Э-42А
Э-46
Э-46А
|
АНО-5
УОНИ
13/45
АНО-3
УОНИИ-13/55К
|
Э-42, Э-46 не
ниже минус 15°С;
Э-42А не ниже
минус 30°С;
Э-46А не ниже
минус 40°С
|
|
С-04-1
(12ХМ)
|
|
Подогрев до
200-250°С, термообработка
|
|
С-04-2
(10Х2М1)
|
|
Подогрев до
200-250°С, термообработка непосредственно после сварки*
|
|
С-05
(15Х5М)
|
|
Подогрев до
350-400°С, термообработка непосредственно после сварки*
|
|
С-02 (16ГС),
С-03
(15Г2СФ)
|
С-04-1
(12ХМ)
|
ГОСТ
9467
|
Э-50А
|
УОНИ
13/55 и им подобные
|
Подогрев до
200-250°С, термообработка
|
|
С-04-2
(10Х2М1)
|
Подогрев до
200-250°С, термообработка непосредственно после сварки*
|
|
С-05
(15Х5М)
|
Подогрев до
350-400°С, термообработка непосредственно после сварки*
|
|
С-01 (Ст.3),
С-02 (16ГС),
С-03(15Г2СФ)
|
С-06
(08X13)
|
ГОСТ
10052
|
Э-10Х25Н13Г2
|
ОЗЛ-6
и им подобные
|
Подогрев до
150-200°С, температура эксплуатации от минус 40 до 400°С
|
|
С-07(08Х18Н10Т),
С-08 (10Х17Н13М3Т),
С-09 (20Х23Н18),
С-10-1 (ХН28МДТ),
С-10-2 (ХН78Т)
|
Э-10Х25Н13Г2
|
ОЗЛ-6
и им подобные
|
От минус 40 до
400°С
|
|
Э-11Х15Н25М6АГ2
|
ЭА-395/9
|
От минус 40 до
450°С
|
|
ТУ
14-168-23
|
10Х25Н25М3Г2
|
АНЖР-3У
|
|
ТУ
14-4-598
|
08Х24Н40М7Г2
|
АНЖР-2
|
От минус 40 до
460°С
|
|
ТУ
14-4-568
|
08Х24Н60М10Г2
|
АНЖР-1
|
От минус 60 до
470°С
|
|
С-04-1 (12ХМ)
С-04-2 (10Х2М1)
|
С-05
(15Х5М)
|
ГОСТ
9467
|
Э-09МХ
Э-09Х1М
|
ОЗС-11
ТМЛ-1У
|
Подогрев до
350-400°С, термообработка непосредственно после сварки*
|
|
С-04-1
(12ХМ),
С-04-2(10Х2М1)
С-05(15Х5М)
|
С-06
(08X13)
|
ГОСТ
10052
|
Э-10Х25Н13Г2
|
ОЗЛ-6
|
Подогрев
200-300°С, температура эксплуатации от 0 до 450°С
|
|
Э-11Х15Н25М6АГ2
|
ЭА-395/9
|
Подогрев
200-300°С, температура эксплуатации от 0 до 500°С
|
|
ТУ
14-168-23
|
10Х25Н25М3Г2
|
АНЖР-3У
|
|
С-07
(08Х18Н10Т),
С-08
(10Х17Н13М3Т)
С-09
(20Х23Н18),
С-10-1
(ХН28МДТ),
С-10-2
(ХН78Т)
|
ГОСТ
10052
|
Э-10Х25Н13Г2
Э-11Х15Н25М6АГ2
|
ОЗЛ-6
ЭА-395/9
|
Подогрев
200-300°С, температура эксплуатации от 0 до 525°С
|
|
ТУ
14-168-23
|
10Х25Н25М3Г2
|
АНЖР-3У
|
|
ТУ
14-4-598
|
08Х24Н40М7Г2
|
АНЖР-2
|
От 0 до 550°С
|
|
ТУ
14-4-568
|
08Х24Н60М10Г2
|
АНЖР-1
|
От 0 до 600°С
|
|
С-06
(08X13)
|
С-07
(08Х18Н10Т),
С-08
(10Х17Н13М3Т)
С-09
(20Х23Н18),
С-10-1
(ХН28МДТ),
С-10-2
(ХН78Т)
|
ГОСТ
10052
|
Э-10Х25Н13Г2
Э-10Х25Н13Г2Б
|
ОЗЛ-6
ЦЛ-9
|
Подогрев до
150-200°С.
При наличии
требований к МКК до 350°С (только Э-10Х25Н13Г2Б)
|
|
С-07
(08Х18Н10Т),
С-08
(10Х17Н13М3Т),
С-09
(20Х23Н18)
|
С-07(08Х18Н10Т),
С-08(10Х17Н13М3Т)
С-09(20Х23Н18)
|
ГОСТ
10052
|
Э-07Х20Н9
Э-10Х25Ш3Г2
|
ОЗЛ-8
ОЗЛ-6
|
Без требований
к МКК
|
|
Э-04Х20Н9
|
ОЗЛ-14А
|
То же, до
550°С
|
|
Э-08Х20Н9Г2Б
Э-08Х19Н10Г2Б
Э-09Х19Н10Г2М2Б
|
ЦЛ-11
ЦТ-15
НЖ-13
|
При наличии
требований к МКК до 350°С, выше - после стабилизирующего отжига
|
|
С-10-1
(ХН28МДТ),
С-10-2
(ХН78Т)
|
ГОСТ
10052
|
Э-11Х15Н25М6АГ2
|
ЭА-395/9
|
От минус 60 до
350°С, при наличии требований к МКК
|
|
ТУ
14-168-23
|
10Х25Н25М3Г2
|
АНЖР-3У
|
|
ТУ
14-4-715
|
Э-04Х23Н27М3Д3Г2Б
|
ОЗЛ-17У
|
|
С-10-1
(ХН28МДГ)
|
С-10-2
(ХН78Т)
|
ГОСТ
10052
|
Э-10Х20Н70Г2Б2В
|
ОЗЛ-25Б
|
|
Примечание:
1. Для удобства пользования таблицей приведены представители марок
каждой группы материалов.
2. Температурные условия применения сварных
соединений дополнительно ограничиваются условиями применения свариваемых
материалов.
3. При отсутствии требований к МКК, условия
применения сварных соединений определяются условиями применения свариваемых
материалов.
4. При сварке более легированных сплавов на
никелевой и железоникелевой основе с менее легированными сплавами и сталями
рекомендуется применять электроды, предназначенные для сварки более
легированных сплавов, см. табл. 6.1 СТО 00220368-008-2006.
*После
«термического отдыха» (350-400°С, выдержка 3 ч) время до термообработки не
ограничивается.
|
Таблица 8.2 - Сварочные материалы для автоматической сварки под
флюсом
|
Сочетание
свариваемых сталей различных групп в сварном соединении (А + Б)
|
Сварочная
проволока
|
Флюс
|
Допускаемая
температура эксплуатации, условия сварки
|
|
А
|
Б
|
Стандарт
|
Марка
|
Марка
|
|
С-01
(Ст.3)
|
С-02
(16ГС),
С-03
(15Г2СФ)
|
ГОСТ 2246
|
Св-08
Св-08А
Св-08ГА
Св-10ГА
|
АН-348А
ОСЦ-45
ФЦ-16
|
Св-08, Св-08А
не ниже минус 20°С;
Св-08ГА,
Св-10ГА не ниже минус 40°С
|
|
С-04-1
(12ХМ)
|
Подогрев до
200-250°С, термообработка
|
|
С-04-2
(10Х2М1)
|
Подогрев до
200-250°С, термообработка непосредственно после сварки*
|
|
С-05
(15Х5М)
|
Подогрев до
350-400°С, термообработка непосредственно после сварки*
|
|
С-02
(16ГС),
С-03
(15Г2СФ)
|
С-04-1
(12ХМ)
|
ГОСТ 2246
|
Св-08ГА
Св-10ГА
Св-08ГСМТ
Св-10НЮ
Св-10НМА
|
АН-348А
ОСЦ-45
АН-22
АН-47
АН-43
ФЦ-16
|
Подогрев до
200-250°С, термообработка
|
|
С-04-2
(10Х2М1)
|
Подогрев до
200-250°С, термообработка непосредственно после сварки*
|
|
С-05
(15Х5М)
|
Подогрев до
350-400°С, термообработка непосредственно после сварки*
|
|
С-01
(Ст.3),
С-02
(16ГС),
С-03
(15Г2СФ)
|
С-06
(08X13)
|
ГОСТ 2246
|
Св-07Х25Н12Г2Т
Св-07Х25Н13
|
АН-26С
АН-18
48-ОФ-6
|
Подогрев до
150-200°С, температура эксплуатации от минус 40 до 400°С
|
|
С-07 (08Х18Н10Т),
С-08 (10Х17Н13М3Т)
С-09 (20Х23Н18),
С-10-1 (ХН28МДТ),
С-10-2 (ХН78Т)
|
Св-07Х25Н12Г2Т
Св-07Х25Н13
|
АН-26С
АН-18
|
От минус 40 до
400°С
|
|
Св-10Х16Н25АМ6
|
АН-26С,
АН-18
|
От минус 40 до
450°С
|
|
ТУ
14-1-4968
|
Св-08Х25Н25М3
|
АН-26С, АН-18
|
|
Св-08Х25Н40М7
|
АН-18
|
От минус 40 до
460°С
|
|
СВ-08Х25Н60М10
|
АН-18
|
От минус 60 до
470°С
|
|
С-04-1
(12ХМ)
С-04-2
(10Х2М1)
|
С-05
(15Х5М)
|
ГОСТ 2246
|
Св-08ХМ
Св-04Х2МА
|
АН-348А
АН-22,
АН-43
|
Подогрев до
350-400°С, термообработка непосредственно после сварки*
|
|
С-04-1
(12ХМ),
С-04-2
(10Х2М1)
С-05
(15Х5М)
|
С-06
(08X13)
|
ГОСТ 2246
|
Св-07Х25Н12Г2Т
Св-07Х25Н13
|
АН-26С
АН-18
48-ОФ-6
|
Подогрев до
200-300°С, температура эксплуатации от 0 до 450°С
|
|
Св-10Х16Н25АМ6
|
АН-26С,
АН-18
|
Подогрев до
200-300°С, температура эксплуатации от 0 до 500°С
|
|
ТУ
14-1-4968
|
Св-08Х25Н25М3
|
|
С-07
(08X18Н10Т),
С-08
(10Х17Н13М3Т)
С-09
(20Х23Н18),
С-10-1 (ХН28МДТ),
С-10-2 (ХН78Т)
|
ГОСТ 2246
ТУ
14-1-4968
|
Св-10Х16Н25АМ6
Св-08Х25Н25М3
|
АН-26С,
АН-18
|
Подогрев до
200-300°С, температура эксплуатации от 0 до 525°С
|
|
ТУ
14-1-4968
|
Св-08Х25Н40М7
|
АН-18
|
От 0 до 550°С
|
|
ТУ
14-1-4968
|
Св-08Х25Н60М10
|
АН-18
|
От 0 до 600°С
|
|
С-06
(08X13)
|
С-07
(08Х18Н10Т),
С-08
(10Х17Н13М3Т)
С-09
(20Х23Н18), С-10-1 (ХН28МДТ),
С-10-2 (ХН78Т)
|
ГОСТ 2246
|
Св-07Х25Н12Г2Т
Св-07Х25Н13
Св-08Х25Н13БТЮ
|
АН-26С
АН-18
48-ОФ-6
|
Подогрев до
150-200°С.
При требовании
к МКК до 350°С (только марка Св-08Х25Н13БТЮ)
|
|
С-07
(08Х18Н10Т),
С-08
(10Х17Н13М3Т),
С-09 (20Х23Н18)
|
С-07
(08Х18Н10Т),
С-08
(10Х17Н13М3Т)
С-09
(20Х23Н18)
|
ГОСТ 2246
|
Св-06Х19Н9Т
|
АН-26С
|
Без требований
к МКК
|
|
Св-04Х19Н9
|
АН-26С,
АН-18
|
То же, до
550°С
|
|
Св-07Х18Н9ТЮ
Св-05Х20Н9ФБС
|
АН-26С,
АН-18
|
При наличии
требований к МКК до 350°С, выше - после стабилизирующего отжига
|
|
С-10-1 (ХН28МДТ),
С-10-2 (ХН78Т)
|
ГОСТ 2246
|
Св-10Х16Н25АМ6
|
АН-26С,
АН-18
|
|
|
ТУ
14-1-4968
|
Св-08Х25Н25М3
|
АН-26С,
АН-18
|
От минус 60 до
350°С, при наличии требований к МКК
|
|
ГОСТ 2246
|
Св-01Х23Н28М3Д3Т
|
АН-18
|
|
С-10-1
(ХН28МДТ)
|
С-10-2
(ХН78Т)
|
ТУ
14-1-997
|
Св-ХН75МБТЮ,
Св-ХН78Т
|
АНФ-1,
ТУ
14-1-1948
|
|
|
Примечание:
1. Для удобства пользования таблицей приведены представители марок
каждой группы материалов.
2. Температурные условия применения сварных
соединений дополнительно ограничиваются условиями применения свариваемых
материалов.
3. При отсутствии требований к МКК, условия
применения сварных соединений определяются условиями применения свариваемых
материалов.
4. Сварочный флюс поставляется по ГОСТ
Р 52222.
5. При сварке более легированных сплавов с менее
легированными сплавами и сталями рекомендуется применять сварочные материалы,
предназначенные для сварки более легированных сплавов, см. табл. 6.2 СТО 00220368-008-2006.
*После
«термического отдыха» (350-400°С, выдержка 3 ч) время до термообработки не
ограничивается.
|
Таблица 8.3 - Сварочные материалы
для сварки в защитных газах
|
Сочетание
свариваемых сталей различных групп в сварном соединении (А + Б)
|
Сварочная
проволока
|
Защитная
среда
|
Допускаемая
температура эксплуатации, условия сварки
|
|
А
|
Б
|
Стандарт
|
Марка
|
|
С-01
(Ст.3)
|
С-02
(16ГС),
С-03
(15Г2СФ)
|
ГОСТ 2246
|
Св-08Г2С
Св-08ГСМТ
Св-08ГС
|
СО2,
Аr
|
Не ниже минус
40°С
|
|
С-04-1 (12ХМ)
|
Подогрев до
200-250°С, термообработка
|
|
С-04-2 (10Х2М1)
|
Подогрев до
200-250°С, термообработка непосредственно после сварки*
|
|
С-05 (15Х5М)
|
Подогрев до
350-400°С, термообработка непосредственно после сварки*
|
|
С-02
(16ГС),
С-03
(15Г2СФ)
|
С-04-1
(12ХМ)
|
ГОСТ 2246
|
Св-08Г2С
Св-08ГСМТ
Св-08ГС
|
СO2, Аr
|
Подогрев до
200-250°С, термообработка
|
|
С-04-2 (10Х2М1)
|
Подогрев до
200-250°С, термообработка непосредственно после сварки*
|
|
С-05 (15Х5М)
|
Подогрев до
350-400°С, термообработка непосредственно после сварки*
|
|
С-01
(Ст.3),
С-02
(16ГС),
С-03
(15Г2СФ)
|
С-06
(08X13)
|
ГОСТ 2246
|
Св-07Х25Н12Г2Т
Св-07Х25Н13
|
CO2,
Аr
|
Подогрев до
150-200°С, температура
эксплуатации
от минус 40 до 400°С
|
|
С-07 (08Х18Н10Т),
С-08 (10Х17Н13М3Т)
С-09 (20Х23Н18),
С-10-1 (ХН28МДТ),
С-10-2 (ХН78Т)
|
Св-07Х25Н12Г2Т
Св-07Х25Н13
|
СО2,
Аr + 20 % СО2,
Аr + 5 % O2
|
От минус 40 до
400°С
|
|
СВ-10Х16Н25АМ6
|
СO2, Аr
|
От минус 40 до
450°С
|
|
ТУ
14-1-4968
|
Св-08Х25Н25М3
|
СO2, Аr
|
|
Св-08Х25Н40М7
|
СO2, Аr
|
От минус 40 до
460°С
|
|
CB-08X25H60M10
|
СO2, Аr
|
От минус 60 до
470°С
|
|
С-04-1
(12ХМ)
С-04-2
(10Х2М1)
|
С-05
(15Х5М)
|
ГОСТ 2246
|
Св-08ХМ
Св-04Х2МА
|
СO2
|
Подогрев до
350-400°С, термообработка непосредственно после сварки*
|
|
С-04-1
(12ХМ),
С-04-2
(10Х2М1)
С-05(15Х5М)
|
С-06
(08X13)
|
ГОСТ 2246
|
Св-07Х25Н12Г2Т
Св-07Х25Н13
|
СO2, Аr
|
Подогрев до
200-300°С, температура эксплуатации от 0 до 450°С
|
|
CB-10X16Н25AM6
|
СO2, Аr
|
Подогрев до
200-300°С, температура эксплуатации от 0 до 500°С
|
|
ТУ
14-1-4968
|
Св-08Х25Н25М3
|
|
С-07
(08Х18Н10Т),
С-08
(10Х17Н13М3Т)
С-09
(20Х23Н18),
С-10-1
(ХН28МДТ),
С-10-2
(ХН78Т)
|
ГОСТ 2246
|
Св-07Х25Н12Г2Т
Св-07Х25Н13
Св-10Х16Н25АМ6
|
СO2, Аr
|
Подогрев до
200-300°С, температура эксплуатации от 0 до 525°С
|
|
ТУ
14-1-4968
|
Св-08Х25Н25М3
|
|
Св-08Х25Н40М7
|
СO2, Аr
|
От 0 до 550°С
|
|
Св-08Х25Н60М10
|
СO2, Аr
|
От 0 до 600°С
|
|
С-06
(08X13)
|
С-07
(08Х18Н10Т),
С-08
(10Х17Н13М3Т)
С-09
(20Х23Н18),
С-10-1
(ХН28МДТ),
С-10-2
(ХН78Т)
|
ГОСТ 2246
|
Св-07Х25Н12Г2Т
Св-07Х25Н13
Св-08Х25Н13БТЮ
|
СО2,
Аr + 20 % СО2,
Аr + 5 % O2
|
Подогрев до
150-200°С.
При наличии
требований к МКК до 350°С
Св-08Х25Н13БТЮ
в аргоне до 350°С
|
|
С-07
(08Х18Н10Т),
С-08
(10Х17Н13М3Т),
С-09
(20Х23Н18)
|
С-07
(08X18Н10Т),
С-08
(10X17Н13М3Т)
С-09
(20Х23Н18)
|
ГОСТ 2246
|
Св-06Х19Н9Т
|
СO2
|
Без требований
к МКК
|
|
Св-04Х19Н9
|
СO2
|
То же, до
550°С
|
|
Св-05Х20Н9ФБС
Св-07Х19Н10Б
|
Аr, Аr + 20 % СО2,
Аr + 5 % O2
|
При наличии
требований к МКК до 350°С, выше - после стабилизирующего отжига
|
|
С-10-1
(ХН28МДТ),
С-10-2
(ХН78Т)
|
ГОСТ 2246
|
Св-10Х16Н25АМ6
|
Аr
|
От минус 60 до
350°С, при наличии требований к МКК
|
|
ТУ
14-1-4968
|
Св-08Х25Н25М3
|
|
ГОСТ 2246
|
Св-01Х23Н28М3Д3Т
|
|
С-10-1
(ХН28МДТ)
|
С-10-2
(ХН78Т)
|
ТУ
14-1-997
|
Св-ХН75МБТЮ,
Св-ХН78Т
|
|
Примечание:
1. Для удобства пользования таблицей приведены представители марок
каждой группы материалов.
2. Температурные условия применения сварных
соединений дополнительно ограничиваются условиями применения свариваемых
материалов.
3. При отсутствии требований к МКК, условия
применения сварных соединений определяются условиями применения свариваемых
материалов.
4. При сварке более легированных сплавов с менее
легированными сплавами и сталями рекомендуется применять сварочные материалы,
предназначенные для сварки более легированных сплавов, см. табл. 6.3 СТО
00220368-008-2006.
*После
«термического отдыха» (350-400°С, выдержка 3 ч) время до термообработки не
ограничивается.
|
8.5 Импортные
аналоги сварочных материалов представлены в Приложении
Б.
8.6 Перед запуском в
производство, поступающие на завод сварочные материалы должны быть проверены
ОТК завода на наличие сертификата, а также на наличие бирок и их соответствие
сертификатам.
8.7 В случае несоответствия
данных сертификата данным бирки или ярлыков, производится контроль качества
сварочных материалов в соответствии с требованиями ГОСТ или технических
условий.
8.8 Перед сваркой электроды
необходимо прокалить.
8.9 Поступающие на предприятие
сварочные материалы до запуска в производство должны быть приняты ОТК.
8.10 При приемке проверяется:
- наличие сертификата на
поставленную партию электродов;
- наличие ярлыка на упаковке и
соответствие его данных сертификатам;
- соответствие качества
электродов требованиям ГОСТ
9466;
- сварочные технологические
свойства электродов путем проведения технологических испытаний тавровых
соединений по ГОСТ
9466.
8.11 При приемке сварочной
проволоки проверяется:
- наличие сертификата на
поставленную проволоку;
- наличие бирок на мотках и
соответствие их данных сертификатам;
- состояние поверхности
проволоки.
8.12 При приемке флюса
проверяется:
- наличие сертификата на
поставленный флюс;
- наличие ярлыков и
соответствие их данных сертификатам;
- сохранность упаковки.
8.13 При приемке защитного
газа проверяется:
- наличие сертификата на
поставленный защитный газ;
- наличие ярлыков на баллонах
и соответствие их данных сертификатам;
- чистота защитного газа по
сертификатам.
Перед использованием каждого нового
баллона производится пробная наплавка валика длиной 100-200 мм на пластину с
последующим визуальным контролем на отсутствие недопустимых дефектов или на
«технологическое пятно» путем расплавления пятна диаметром 15-20 мм.
8.14 При входном контроле,
перед запуском в производство сварочных материалов с требованием стойкости к
МКК, независимо от наличия сертификатов, производятся испытания наплавленного
металла или стыкового сварного соединения по ГОСТ
6032.
Испытание сварочных материалов на
стойкость к МКК допускается совмещать с испытанием на стойкость к МКК
разнородных сварных соединений, для сварки которых они предназначены.
Результаты испытания считаются окончательными и вносятся в паспорт аппарата.
При ручной аргонодуговой сварке испытания на МКК можно не производить, при
условии содержания в проволоке Ti ≥ 8С
или Nb ≥ 10С.
8.15 Перед использованием
сварочной проволоки с ее поверхности должны быть удалены следы коррозии, масел,
окалина и другие загрязнения, а электроды и сварочный флюс прокалены по
режимам, указанным в таблицах 8.4, 8.5.
8.16 Подготовленные к сварке сварочные
материалы следует хранить в сушильных шкафах при температуре 60-100°С или в
сухих отапливаемых помещениях при температуре не ниже +18°С в условиях,
предохраняющих их от загрязнения, ржавления, увлажнения и механических
повреждений. Относительная влажность воздуха - не более 50 %. Организация
хранения, подготовки и контроля сварочных материалов должна соответствовать
требованиям РД 26-17-049.
Таблица 8.4 - Рекомендуемые режимы
прокалки и сроки годности электродов
|
Марка
электродов
|
Температура
печи при загрузке электродов, °С, не более
|
Скорость подъема
температуры, °С/ч
|
Температура
прокалки, °С
|
Время
выдержки, ч
|
Охлаждение
с печью
|
Срок
годности при соблюдении требований п. 8.16, сутки
|
|
при
закрытых дверцах до температуры, °С
|
при открытых
дверцах до температуры, °С
|
|
АНО-5,
АНО-3,
ОЗЛ-14А
|
100
|
100-150
|
180-200
|
1
|
150
|
100-120
|
5
|
|
ОЗС-11
|
0,5
|
|
ОЗЛ-6,
ЭА-395/9,
АНЖР-1,
АНЖР-2,
АНЖР-3У,
ОЗЛ-8,
ЦЛ-11,
ОЗЛ-17У
|
150
|
100-200
|
200-250
|
1
|
100
|
100-120
|
5
|
|
ОЗЛ-25Б
|
1,5
|
|
АНЖР-3У,
ЦЛ-20
|
150
|
100-200
|
350-400
|
1
|
200
|
100-150
|
5
|
|
ЦЛ-9
|
0,8
|
|
УОНИ-13/45,
УОНИ-13/55
|
150
|
100-200
|
350-400
|
1,5
|
200
|
100-150
|
5
|
Таблица 8.5 - Рекомендуемые режимы
прокалки и сроки годности флюсов
|
Марка
флюса
|
Температура
печи при загрузке флюсов, °С, не
более
|
Скорость
подъема температуры, °С/ч
|
Температура
прокалки, °С
|
Время выдержки, ч
|
Охлаждение
с печью
|
Срок
годности при соблюдении требований п. 8.16, сутки
|
|
при
закрытых дверцах до температуры, °С
|
при
открытых дверцах до температуры, °С
|
|
ОСЦ-45,
АН-348А,
АН-26С,
АН-18
|
150
|
100-200
|
300-420
|
2
|
300
|
100-150
|
15
|
|
АН-43
|
150
|
100-200
|
380-450
|
2
|
300
|
100-150
|
15
|
|
АН-47
|
150
|
100-200
|
400-500
|
2
|
300
|
100-150
|
-
|
|
ФЦ-16
|
150
|
100-200
|
600-640
|
4
|
300
|
100-150
|
-
|
|
АН-22
|
150
|
100-200
|
850-900
|
3,5
|
500
|
100-200
|
15
|
|
48-ОФ-6
|
300
|
100-200
|
900-930
|
5
|
500
|
100-200
|
-
|
|
Примечание - Флюсы марок АН-47, ФЦ-16,
48-ОФ-6 после прокалки должны храниться только в только в герметичной таре.
|
8.17
Использование электродов и флюсов, в
случае нарушения условий хранения, установленных в п. 8.16 не допускается.
Применение этих материалов разрешается
только после проведения повторной прокалки по режимам, согласно паспортам,
техническим условиям, настоящего стандарта и проверки сварочно-технологических
свойств электродов по ГОСТ
9466 и флюсов по ГОСТ
Р 52222.
9 Квалификация сварщиков
и специалистов
9.1 К сварке сосудов,
аппаратов и трубопроводов из разнородных сталей допускаются сварщики, прошедшие
теоретические обучения и практические испытания по программе
завода-изготовителя, включающей особенности сварки разнородных соединений
конкретных марок сталей и сплавов.
К выполнению сварочных работ при
изготовлении, ремонте и монтаже оборудования, подведомственного Ростехнадзору,
допускаются только сварщики I уровня
аттестованные по Правилам ПБ
03-273-99.
9.2 К руководству сварочными
работами допускаются специалисты сварочного производства II, III и IV уровней, изучившие положения настоящего стандарта.
10 Требования к
подготовке и сборке деталей под сварку
10.1
Конструктивные элементы подготовки кромок, а также типы и размеры сварных швов,
должны соответствовать ГОСТ 5264, ГОСТ 8713, ГОСТ 14771, ГОСТ 11534, ГОСТ 16037 или чертежам для нестандартных сварных соединений, в
зависимости от применяемого способа сварки.
10.2 Подготовка кромок под
сварку выполняется механической обработкой, плазменной или воздушно-дуговой
резкой.
На деталях из легированных,
высоколегированных сталей после плазменной, воздушно-дуговой резки необходимо
оставлять припуск на механическую обработку не менее 1 мм, на деталях из
теплоустойчивых хромомолибденовых сталей не менее 2 мм, а на деталях из сплавов
на железоникелевой и никелевой основе после плазменной резки - не менее 3 мм от
максимальной впадины.
10.3 Перед сборкой кромки и
прилегающие к ним поверхности должны быть зачищены до металлического блеска с
двух сторон на ширину не менее 20 мм и обезжирены ацетоном, техническим
спиртом, уайт-спиритом и другими растворителями с применением протирочных
материалов из хлопчатобумажной ткани.
10.4 Фиксацию деталей при
сборке конструкций следует производить прихватками сварочными материалами
соответствующих марок (таблицы 8.1, 8.3),
предназначенными для сварки данных сочетаний сталей.
10.5 Размеры прихваток и
расстояния между ними устанавливаются технологическим процессом или другой
нормативно-технической документацией завода-изготовителя.
10.6 Прихватки рекомендуется
располагать со стороны, противоположной выполнению первого прохода.
10.7 Прихватки перед сваркой
должны быть тщательно зачищены, имеющиеся недопустимые дефекты (трещины, поры и
др.) должны быть исправлены.
11.1.1 Изготовление сосудов,
аппаратов и трубопроводов из разнородных сталей (сплавов) производится с
применением ручной дуговой сварки, автоматической сварки под флюсом и сварки в
защитных газах.
11.1.2 Ручной дуговой сваркой
выполняются: швы, расположенные в пространственных положениях, отличных от
нижнего; криволинейные швы (приварка люков, штуцеров, внутренних устройств,
трубопроводов и т.п.); швы малой протяженности; подварка корня шва;
предварительная наплавка кромок при комбинированной сварке.
11.1.3 Полуавтоматическая
сварка в защитных газах может применяться взамен ручной дуговой сварки.
Аргонодуговая сварка применяется для сварки деталей толщиной до 6 мм и подварки
корня шва при односторонней и двухсторонней сварке.
11.1.4 При полуавтоматической
сварке в СО2 разнородных соединений, включающих материалы
перлитного, мартенситного, ферритного и мартенсито-ферритного классов,
аустенитными сварочными проволоками необходимо применять проволоки, содержащие
не менее 25 % никеля.
11.1.5 Аргонодуговая сварка
неплавящимся электродом выполняется на постоянном токе прямой полярности, в
остальных случаях применяется постоянный ток обратной полярности. Переменный
ток может использоваться при РДС, в зависимости от марки применяемых
электродов.
11.1.6 Во избежание больших
сварочных напряжений сначала рекомендуется выполнять стыковые швы в свободном
состоянии, затем остальные стыковые швы и в последнюю очередь - угловые швы.
11.1.7 Сварные швы большой
протяженности рекомендуется сваривать обратно-ступенчатым способом.
11.1.8. При многопроходной сварке
рекомендуется менять направление сварки каждого последующего валика по отношению
к предыдущему.
11.1.9 Все выполненные сварные
швы должны иметь плавный переход к основному металлу и по внешнему виду
отвечать требованиям настоящего стандарта.
11.1.10 Все сварные швы
сосудов, аппаратов и трубопроводов подлежат клеймению в соответствии с
требованиями ПБ
03-576, ПБ
03-584 и ПБ
03-585. Клейма должны ставиться с наружной стороны менее легированной
стали. Для стали марки 10Х2М1А-А клеймение выполнять с подогревом до 100°С до
термообработки.
11.2.1 Рекомендуемые
конструктивные элементы подготовки кромок, а также типы и размеры сварных швов
приведены в таблицах
11.2 - 11.9.
Если толщина свариваемого соединения превышает значения, указанные в таблицах,
то следует руководствоваться ГОСТ
5264, ГОСТ
11534, ГОСТ
16037 или другими НД, согласованными с организацией-разработчиком
настоящего СТО.
11.2.2 В таблице 11.1
приведены рекомендуемые значения сварочного тока при сварке аустенитными
электродами.
11.2.3 Ручная дуговая сварка
разнородных сталей производится, как правило, короткой дугой без поперечных
колебаний электрода с целью уменьшения степени перегрева и получения
удовлетворительных механических свойств сварного соединения. Процесс сварки
должен выполняться на режимах, обеспечивающих минимальную погонную энергию.
Таблица 11.1 - Рекомендуемые значения сварочного тока при ручной
дуговой сварке аустенитными электродами (полярность обратная)
|
Диаметр
электрода, мм
|
Сварочный
ток при различных положениях шва в пространстве, А
|
|
нижнее
|
вертикальное,
горизонтальное, потолочное
|
|
3
|
70-90
|
60-80
|
|
4
|
110-130
|
100-120
|
|
5
|
150-160
|
120-140
|
11.2.4 Для
ручной дуговой сварки разнородных сталей применяются электроды в соответствии с
таблицей
8.1, содержание никеля в которых зависит от температуры эксплуатации.
Допускается применять электроды, имеющие более высокое содержание никеля, чем
указано в таблице.
11.2.5 При РДС разнородных
сварных соединений, эксплуатируемых при температурах до 400°С, как правило,
применяются электроды типа Э-10Х25Н13Г2. В этом случае, необходимо принимать
меры по ограничению проплавления не аустенитной стали, используя электроды
малого диаметра и минимально допустимые режимы сварки (доля участия не
аустенитной стали не должна превышать 30 %), или производить наплавку этих кромок
электродами типа Э-11Х15Н25М6АГ2.
11.2.6 После наложения каждого
валика необходима тщательная зачистка его от шлака.
11.2.7 Зажигание сварочной
дуги производится в разделке шва или на наплавленном металле. Кратер шва должен
тщательно заплавляться частыми короткими замыканиями электрода. Выводить кратер
на основной металл запрещается.
11.2.8 При смене электрода или
случайных обрывов дуги зажигать ее вновь следует, отступив на 15-20 мм назад от
кратера и предварительно зачистив в этом месте шов от шлака и окалины.
11.3.1 Рекомендуемые
конструктивные элементы подготовки кромок, а также типы и размеры сварных швов,
ориентировочные режимы автоматической сварки под флюсом приведены в таблицах
11.11 - 11.16.
Если толщина свариваемого соединения превышает значения, указанные в таблицах,
то следует руководствоваться ГОСТ
8713.
11.3.2 Автоматическая сварка
под флюсом производится на всю длину шва. После выполнения каждого прохода
осуществляется его очистка от шлака, при этом шов и прилегающая к нему зона
подвергаются тщательному визуальному контролю с целью выявления трещин и других
дефектов. В случае их обнаружению они устраняются.
11.3.3 Начинать и заканчивать
сварку продольных стыков необходимо на выводных планках. Длина участка шва на
планках должна быть не менее 100 мм.
11.3.4 Выводные планки
изготавливаются:
- из менее легированной стали
при сочетании сталей перлитного класса или перлитного класса со сталями
мартенситного класса;
- из аустенитной стали типа
12Х18Н10Т при использовании аустенитных сварочных материалов или сплавов на
железо-никелевой (никелевой) основе.
11.3.5 Автоматическая сварка
кольцевых швов выполняется на вращателе, который должен обеспечивать вращение
без рывков и поперечных колебаний.
Таблица 11.2
- Ручная
дуговая сварка стыковых соединений с односторонним скосом двух кромок
односторонним швом
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
С17
|

|
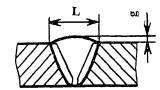
|
Размеры,
мм
|
S = S1
|
L
|
g
|
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
|
3-5
|
8
|
±2
|
0,5
|
+1,5
-0,5
|
|
5-8
|
12
|
|
8-11
|
16
|
|
11-14
|
19
|
|
14-17
|
22
|
±3
|
+2,0
-0,5
|
|
17-20
|
26
|
|
20-24
|
30
|
|
24-28
|
34
|
|
28-32
|
38
|
|
32-36
|
42
|
|
36-40
|
47
|
|
40-44
|
52
|
±4
|
|
44-48
|
54
|
|
48-52
|
56
|
|
52-56
|
60
|
|
56-60
|
65
|
|
Примечание:
1. Корневой слой шва рекомендуется выполнять электродами диаметром 3
мм, последующие слои - 4-5 мм, поверхностный слой - 3-4 мм.
2. Режимы сварки выбираются в зависимости от сочетания
сталей, применяемых электродов и положения шва в пространстве.
|
Таблица 11.3 - Ручная дуговая сварка стыковых соединений с
односторонним скосом двух кромок
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
С21
|

|
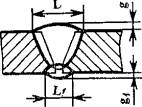
|
Размеры, мм
|
S = S1
|
L
|
Li
±2
|
g = g1
|
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред.
откл.
|
|
3-5
|
8
|
±2
|
8
|
0,5
|
+1,5
-0,5
|
|
5-8
|
12
|
|
8-11
|
16
|
10
|
|
11-14
|
19
|
|
14-17
|
22
|
±3
|
+2,0
-0,5
|
|
17-20
|
26
|
|
20-24
|
30
|
|
24-28
|
34
|
|
28-32
|
38
|
|
32-36
|
42
|
12
|
|
36-40
|
47
|
|
40-44
|
52
|
±4
|
|
44-48
|
54
|
|
48-52
|
56
|
|
52-56
|
60
|
|
56-60
|
65
|
|
Примечание:
1. Корневой слой шва рекомендуется выполнять
электродами диаметром 3 мм, последующие слои - 4-5 мм, поверхностный слой -
3-4 мм.
2. Режимы сварки выбираются в зависимости от
сочетания сталей, применяемых электродов и положения шва в пространстве.
|
Таблица 11.4 - Ручная дуговая сварка стыковых соединений с двумя
симметричными скосами двух кромок
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
С25
|
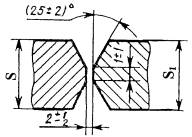
|
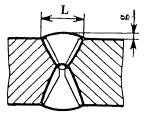
|
Размеры, мм
|
S = S1
|
L
|
g
|
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
|
От
8 до 11
|
10
|
±2
|
0,5
|
+1,5
-0,5
|
|
Св.
11 до 14
|
12
|
|
Св.
14 до 17
|
14
|
±3
|
+2,0
-0,5
|
|
Св.
17 до 20
|
16
|
|
Св.
20 до 24
|
18
|
|
Св.
24 до 28
|
20
|
|
Св.
28 до 32
|
22
|
|
Св.
32 до 36
|
24
|
|
Св.
36 до 40
|
26
|
|
Св.
40 до 44
|
28
|
|
Св.
44 до 48
|
30
|
|
Св.
48 до 52
|
32
|
|
Св.
52 до 56
|
34
|
|
Св.
56 до 60
|
36
|
|
Св.
60 до 64
|
39
|
±4
|
+3,0
-0,5
|
|
Св.
64 до 70
|
42
|
|
Примечание:
1.
Корневой слой шва рекомендуется выполнять электродами диаметром 3 мм,
последующие слои - 4-5 мм, поверхностный слой - 3-4 мм.
2. Режимы сварки выбираются в зависимости от
сочетания сталей, применяемых электродов и положения шва в пространстве.
|
Таблица 11.5 - Ручная дуговая сварка угловых соединений со скосом
одной кромки
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
У7
|
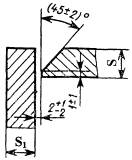
|
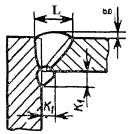
|
Размеры, мм
|
S
|
L
|
g
|
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
|
От
3 до 5
|
8
|
±2
|
0,5
|
+1,5
-0,5
|
|
Св.
5 до 8
|
12
|
|
Св.
8 до 11
|
16
|
|
Св.
11 до 14
|
20
|
|
Св.
14 до 17
|
24
|
±3
|
+2,0
-0,5
|
|
Св.
17 до 20
|
28
|
|
Св.
20 до 24
|
32
|
|
Св.
24 до 28
|
35
|
|
Св.
28 до 32
|
38
|
|
Св.
32 до 36
|
41
|
|
Св.
36 до 40
|
44
|
|
Св.
40 до 44
|
49
|
±4
|
|
Св.
44 до 48
|
53
|
|
Св.
48 до 52
|
56
|
|
Св.
52 до 56
|
60
|
|
Св.
56 до 60
|
64
|
|
Примечание:
1. Корневой слой шва рекомендуется выполнять электродами диаметром 3
мм, последующие слои - 4-5 мм, поверхностный слой - 3-4 мм.
2. Режимы сварки выбираются в зависимости от
сочетания сталей, применяемых электродов и положения шва в пространстве.
|
Таблица 11.6 - Ручная дуговая сварка угловых соединений с двумя
симметричными скосами одной кромки
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
У8
|

S1 ≥ 0,5S
|
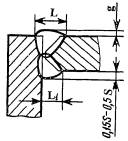
|
Размеры, мм
|
S
|
L
|
L1
|
g
|
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
|
От
8 до 11
|
10
|
±2
|
9
|
±2
|
0,5
|
+1,5
-0,5
|
|
Св.
11 до 14
|
12
|
11
|
|
Св.
14 до 17
|
14
|
±3
|
12
|
±3
|
+2,0
-0,5
|
|
Св.
17 до 20
|
16
|
14
|
|
Св.
20 до 24
|
18
|
16
|
|
Св.
24 до 28
|
20
|
18
|
|
Св.
28 до 32
|
22
|
20
|
|
Св.
32 до 36
|
24
|
22
|
|
Св.
36 до 40
|
26
|
24
|
|
Св.
40 до 44
|
28
|
26
|
|
Св.
44 до 48
|
30
|
28
|
|
Св.
48 до 52
|
32
|
30
|
|
Св.
52 до 56
|
34
|
32
|
|
Св.
56 до 60
|
36
|
34
|
|
Св.
60 до 64
|
39
|
±4
|
37
|
±4
|
+3,0
-0,5
|
|
Св.
64 до 70
|
42
|
40
|
|
Примечание:
1. Корневой слой шва рекомендуется выполнять электродами диаметром 3 мм,
последующие слои - 4-5 мм, поверхностный слой - 3-4 мм.
2. Режимы сварки выбираются в зависимости от
сочетания сталей, применяемых электродов и положения шва в пространстве.
|
Таблица 11.7 - Ручная дуговая сварка тавровых соединений со скосом
одной кромки
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
Т7
|

S1 ≥0,5S
|
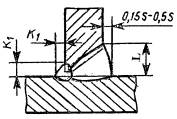
|
Размеры, мм
|
S
|
L
|
|
Номин.
|
Пред.
откл.
|
|
От
3 до 5
|
7
|
±2
|
|
Св.
5 до 8
|
10
|
|
Св.
8 до 11
|
14
|
|
Св.
11 до 14
|
18
|
|
Св.
14 до 17
|
22
|
±3
|
|
Св.
17 до 20
|
26
|
|
Св.
20 до 24
|
30
|
|
Св.
24 до 28
|
33
|
|
Св.
28 до 32
|
36
|
|
Св.
32 до 36
|
40
|
|
Св.
36 до 40
|
44
|
|
Св.
40 до 44
|
47
|
±4
|
|
Св.
44 до 48
|
50
|
|
Св.
48 до 52
|
54
|
|
Св.
52 до 56
|
58
|
|
Св.
56 до 60
|
62
|
|
Примечание:
1. Корневой слой шва рекомендуется выполнять электродами диаметром 3
мм, последующие слои - 4-5 мм, поверхностный слой - 3-4 мм.
2. Режимы сварки выбираются в зависимости от сочетания
сталей, применяемых электродов и положения шва в пространстве
|
Таблица 11.8 - Ручная дуговая сварка тавровых соединений с двумя
симметричными скосами одной кромки
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
Т8
|
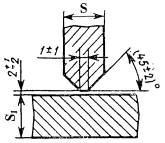
S1 ≥ 0,5S
|
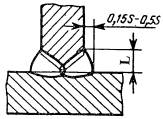
|
Размеры, мм
|
S
|
L
|
|
Номин.
|
Пред.
откл.
|
|
От
8 до 11
|
9
|
±2
|
|
Св.
11 до 14
|
11
|
|
Св.
14 до 17
|
12
|
|
Св.
17 до 20
|
14
|
|
Св.
20 до 24
|
16
|
±3
|
|
Св.
24 до 28
|
18
|
|
Св.
28 до 32
|
20
|
|
Св.
32 до 36
|
22
|
|
Св.
36 до 40
|
24
|
|
Св.
40 до 44
|
26
|
|
Св.
44 до 48
|
28
|
|
Св.
48 до 52
|
30
|
±4
|
|
Св.
52 до 56
|
32
|
|
Св.
56 до 60
|
34
|
|
Св.
60 до 64
|
37
|
|
Св.
64 до 70
|
40
|
|
Примечание:
1. Корневой слой шва рекомендуется выполнять электродами диаметром 3
мм, последующие слои - 4-5 мм, поверхностный слой - 3-4 мм.
2. Режимы сварки выбираются в зависимости от сочетания
сталей, применяемых электродов и положения шва в пространстве
|
Таблица 11.9
-
Ручная дуговая сварка нахлесточных соединений без скоса кромок
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
Н2
|
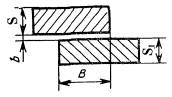
S1 ≥ 2
|

|
Размеры, мм
|
S
|
В
|
b
|
|
Номин.
|
Пред.
откл.
|
|
От
2 до 5
|
3-20
|
0
|
+1,0
|
|
Св.
5 до 10
|
8-40
|
+1,5
|
|
Св.
10 до 29
|
12-100
|
+2,0
|
|
Св.
29 до 60
|
30-240
|
|
Примечание:
1. Корневой слой шва рекомендуется выполнять
электродами диаметром 3 мм, последующие слои - 4-5 мм, поверхностный слой -
3-4 мм.
2. Режимы сварки выбираются в зависимости от сочетания
сталей, применяемых электродов и положения шва в пространстве
|
11.3.6 Для обеспечения
удовлетворительного формирования шва, во избежание прожогов при сварке
кольцевых швов, сварочная дуга должна быть смещена относительно вертикальной
плоскости симметрии аппарата, в сторону, противоположную его вращению на
величину, зависящую от диаметра аппарата, см. таблицу 11.10.
Таблица 11.10 - Величина смещения электрода относительно зенита
(надира), в зависимости от диаметра аппарата
|
Диаметр
обечайки, мм
|
400
|
500
|
1000
|
2000
|
3000
|
4000
|
5000
|
|
Величина
смещения, мм
|
15-25
|
25-35
|
35-50
|
70-90
|
90-125
|
110-155
|
130-180
|
Таблица
11.11 - Автоматическая сварка стыковых соединений с односторонним скосом двух
кромок
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
С21
|
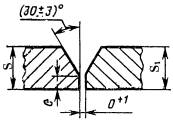
|
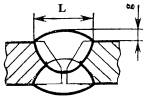
|
Размеры, мм
|
S = S1
|
L
|
с
±2
|
g
|
|
Номин.
|
Пред. откл.
|
Номин.
|
Пред.
откл.
|
|
От
14 до 16
|
18
|
±3
|
6
|
2,0
|
+1,0
-1,5
|
|
Св.
16 до 20
|
22
|
±4
|
7
|
2,5
|
+1,0
-2,0
|
|
Св.
20 до 24
|
24
|
8
|
|
Св.
24 до 30
|
30
|
3,0
|
Ориентировочные режимы сварки
|
Толщина
металла
|
Диаметр
электрода
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Скорость
сварки, м/ч
|
Номер
слоя в шве
|
|
14-16
|
4
|
300-350
300-350
|
30
30-32
|
29,5
23,0-25,0
|
1
2
|
|
18-20
|
300-350
400-450
|
30-32
30
|
23,0-25,0
25,0
|
1-2
3
|
|
22-24
|
300-350
400-450
|
30-32
30
|
23,0-25,0
25,0
|
1-3
4
|
|
26-30
|
300-350
450-520
|
30-32
32-36
|
23,0-25,0
18,0-21,5
|
1-4
5
|
Таблица 11.12 - Автоматическая сварка стыковых соединений с двумя
симметричными скосами двух кромок
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
С25
|
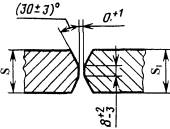
|
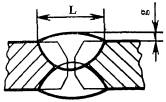
|
Размеры, мм
|
S = S1
|
L
|
g
|
|
Номин.
|
Пред.
откл.
|
Номин.
|
Пред.
откл.
|
|
От.
18 до 25
|
24
|
±4
|
2,5
|
+1,0
-2,0
|
|
Св.
25 до 38
|
28
|
±5
|
|
Св.
38 до 48
|
32
|
+1,5
-2,0
|
|
Св.
48 до 54
|
36
|
|
Св.
54 до 60
|
39
|
Ориентировочные режимы сварки
|
Толщина
металла
|
Диаметр
электрода
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Скорость
сварки, м/ч
|
Номер
слоя в шве
|
|
18-24
|
4
|
400-450
|
30
|
25,0
|
1-4
|
|
26-34
|
400-450
|
30
|
25,0
|
1-6
|
|
36-46
|
450-520
|
32-36
|
18,0-21,5
|
1-10
|
|
48-60
|
450-520
|
32-36
|
18,0-21,5
|
1-16
|
Таблица 11.13 - Автоматическая сварка угловых соединений со скосом
одной кромки с предварительным выполнением подварочного шва
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
У7
|
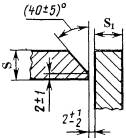
S1 ≥ 0,5S
|
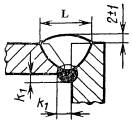
|
Размеры, мм
|
S
|
L
|
|
Номин.
|
Пред.
откл.
|
|
От
8 до 9
|
13
|
±3
|
|
Св.
9 до 12
|
15
|
|
Св.
12 до 14
|
20
|
|
Св.
14 до 20
|
25
|
±4
|
Ориентировочные режимы сварки
|
Толщина
металла
|
Диаметр
электрода
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Скорость
сварки, м/ч
|
Номер
слоя в шве
|
|
8
|
4
|
300-350
|
30
|
29,5
|
1
|
|
10
|
300-350
|
30-32
|
23,0-25,0
|
1
|
|
12
|
400-450
|
30
|
25,0
|
1
|
|
14
|
400-450
|
30
|
25,0
|
1-2
|
|
16
|
400-450
|
30
|
25,0
|
1-2
|
|
18
|
450-520
|
32-36
|
18,0-21,5
|
1-2
|
|
20
|
450-520
|
32-36
|
18,0-21,5
|
1-3
|
Таблица 11.14 - Автоматическая сварка угловых соединений с двумя не
симметричными скосами одной кромки с предварительным выполнением подварочного
шва
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
У3
|
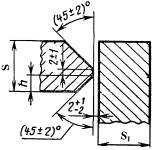
S1 > 0,5S
|
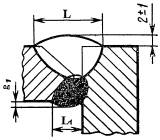
|
Размеры, мм
|
S
|
h ± 1
|
L
|
g1
± 2
|
L1 ± 3
|
|
Номин.
|
Пред. откл.
|
|
От
20 до 24
|
7
|
20
|
±3
|
3
|
17
|
|
Св.
24 до 28
|
8
|
25
|
±4
|
4
|
|
Св.
28 до 34
|
10
|
30
|
5
|
20
|
|
Св.
34 до 40
|
12
|
49
|
23
|
Ориентировочные режимы сварки
|
Толщина
металла
|
Диаметр
электрода
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Скорость
сварки, м/ч
|
Номер
слоя в шве
|
|
20-24
|
4
|
400-450
|
30
|
25,0
|
6
|
|
26-28
|
4
|
400-450
|
30
|
25,0
|
8
|
|
30-34
|
4
|
450-520
|
32-36
|
18,0-21,5
|
10
|
|
36-40
|
4
|
450-520
|
32-36
|
18,0-21,5
|
12
|
Таблица 11.15 - Автоматическая сварка тавровых соединений со скосом
одной кромки с предварительным выполнением подварочного шва
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
Т7
|
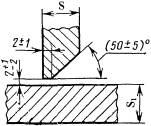
S1 ≥ 0,5S
|
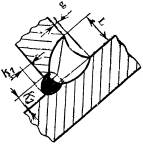
|
Размеры, мм
|
S
|
g
±2
|
L
|
|
Номин.
|
Пред.
откл.
|
|
От
8 до 9
|
4
|
15
|
±3
|
|
Св.
9 до 14
|
5
|
22
|
|
Св.
14 до 20
|
6
|
30
|
±4
|
|
Св.
20 до 24
|
7
|
39
|
|
Св.
24 до 26
|
8
|
|
Св.
26 до 28
|
9
|
45
|
±5
|
|
Св.
28 до 30
|
10
|
Ориентировочные режимы сварки
|
Толщина
металла
|
Диаметр
электрода
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Скорость
сварки, м/ч
|
Номер
слоя в шве
|
|
8-10
|
4
|
300-350
|
30
|
29,5
|
2
|
|
12-14
|
4
|
300-350
|
30-32
|
23,0-25,0
|
3
|
|
16-18
|
4
|
300-350
|
30-32
|
23,0-25,0
|
5
|
|
20-24
|
4
|
400-450
|
30
|
25,0
|
7
|
|
26-30
|
4
|
450-520
|
32-36
|
18,0-21,5
|
9
|
Таблица
11.16 - Автоматическая сварка тавровых соединений со двумя скосами одной
кромки с предварительным выполнением подварочного шва
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
Т8
|

S1 ≥ 0,5S
|

|
Размеры, мм
|
S
|
g ±
2
|
L
|
|
Номин.
|
Пред
откл.
|
|
От
16 до 18
|
4
|
25
|
+4
-7
|
|
Св.
18 до 22
|
5
|
30
|
+4
-8
|
|
Св. 22 до 26
|
6
|
36
|
+4
-10
|
|
Св. 26 до 30
|
7
|
40
|
+4
-11
|
|
Св. 30 до 36
|
8
|
50
|
+4
-12
|
|
Св. 36 до 40
|
9
|
56
|
+4
-16
|
Ориентировочные режимы сварки
|
Толщина
металла
|
Диаметр
электрода
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Скорость
сварки, м/ч
|
Номер
слоя в шве
|
|
16-18
|
4
|
300-350
|
30
|
29,5
|
1-2
|
|
20-22
|
4
|
300-350
|
30-32
|
23,0-25,0
|
1-2
|
|
24-26
|
4
|
400-450
|
30
|
25,0
|
1-2
|
|
28-30
|
4
|
450-520
|
32-36
|
18,0-21,5
|
1-4
|
|
32-40
|
4
|
450-520
|
32-36
|
18,0-21,5
|
1-6
|
11.3.7. Автоматическая сварка
под флюсом разнородных сталей производится на постоянном токе прямой или
обратной полярности.
Режимы выбираются в зависимости от
сочетания применяемых марок сталей и сварочных материалов.
11.3.8 Валики последних слоев
должны иметь плавное сопряжение как между собой, с перекрытием 1/3 предыдущего
прохода, так и с поверхностью корпуса аппарата.
11.3.9 Сварка теплоустойчивых
сталей, как между собой, так и в сочетании со сталями ферритного,
мартенсито-ферритного, а также с другими сталями перлитного класса, должна производиться
с подогревом и без перерыва в работе.
При вынужденных перерывах следует
обеспечить медленное и равномерное охлаждение металла за счет изоляции его
асбестом, теплоизоляционными матами из керамического волокна и другими
термоизоляционными материалами. Стали марок 15Х5М и 10Х2М1А-А подвергнуть
«термическому отдыху» при температуре 300-350°С с выдержкой 2-3 ч (400-450°С с
выдержкой 1,5 ч).
Перед возобновлением сварки стык
необходимо тщательно очистить от грязи, шлака, окалины и подогреть в соответствии
с указаниями таблицы 8.2
11.4.1 Рекомендуемые
конструктивные элементы подготовки кромок, а также типы и размеры сварных швов,
ориентировочные режимы полуавтоматической сварки в защитных газах и ручной
аргонодуговой сварки приведены в таблицах
11.17 - 11.23.
Если толщина свариваемого соединения превышает значения, указанные в таблицах,
то следует руководствоваться ГОСТ
14771, ГОСТ
11534, ГОСТ
16037.
11.4.2 Полуавтоматическая
сварка в защитных газах и ручная аргонодуговая сварка неплавящимся электродом
выполняется во всех пространственных положениях и применима для конструктивных
элементов любой конфигурации. При полуавтоматической сварке в положениях,
отличных от нижнего, применяется проволока диаметром не более 1,4 мм, а
сварочный ток и напряжение должны быть снижены на 10-15 % по отношению к
указанным в таблицах
11.16 - 11.22.
11.4.3 Полуавтоматическая
сварка в защитных газах выполняется на постоянном токе обратной полярности, а
ручная аргонодуговая сварка неплавящимся электродом - на постоянном токе прямой
полярности.
11.4.4 Во избежание перегрева
разнородного сварного соединения и с целью ограничения степени проплавления
основного металла сварку необходимо вести на умеренных режимах. Корневой шов
следует выполнять на повышенной скорости сварки.
11.4.5 При многопроходной
сварки наложение каждого последующего слоя шва должно производиться после
зачистки предыдущего.
11.4.6 После выполнения
каждого прохода многослойного шва необходимо подвергнуть его визуальному
контролю с целью выявления трещин и других дефектов.
11.4.7 При сварке угловых швов в
положении «в угол», свариваемые элементы рекомендуется располагать так, чтобы
деталь из не аустенитной стали находилась в вертикальной плоскости, что
позволит уменьшить степень ее проплавления и вероятность подрезов.
11.4.8 Сварку толщин, превышающих указанные
в таблицах режимов сварки, допускается выполнять проволоками марок
Св-08Х20Н9Г7Т и Св-08Х21Н10Г6 независимо от применяемых способов сварки
(полуавтоматическая в защитных газах или ручная аргонодуговая) и защитных сред.
Использование для этой цели других проволок, указанных в таблице 8.3,
допускается при полуавтоматической и ручной сварке с поперечными колебаниями
электрода, обеспечивающими выполнение каждого слоя многопроходного шва за один
проход.
Таблица
11.17 - Сварка в защитных газах стыковых соединений с односторонним скосом
двух кромок
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
С21
|
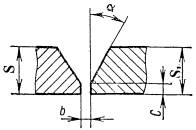
|

|
Размеры, мм
|
Способ
сварки
|
S = S1
|
b
|
с
|
L
|
L1
|
g
|
g1
|
α,
град.
|
|
ИНп,
ИП
|
3,0-3,5
|
1
± 1
|
1
± 1
|
6
± 1
|
6
±2
|
1
± 1
|
0,5+0,5
|
30
±2
|
|
3,8-4,5
|
2
± 1
|
2
± 1
|
7 ± 2
|
|
5,0-5,5
|
8
± 2
|
8 ±2
|
1+1
|
|
6
|
10 ± 2
|
|
7-8
|
12 ± 2
|
|
9-10
|
14 ± 2
|
|
3-4
|
6 ± 2
|
20
±2
|
|
4,5-7,0
|
8 ± 2
|
|
УП
|
8-11
|
10 ± 2
|
|
12-14
|
13 ± 3
|
2
± 1
|
2 ± 1
|
|
16-18
|
16 ± 3
|
Ориентировочные режимы полуавтоматической
сварки в защитных газах
|
Толщина
металла
|
Количество
проходов
|
Диаметр
проволоки
|
Защитная
среда
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
3-4
|
2
|
1,2-1,6
|
CO2,
Аr (смеси)
|
120-190
180-240
|
20-24
18-22
|
10-18
|
|
5-12
|
2-3
|
CO2,
Аr (смеси)
|
160-220
220-280
|
24-28
22-26
|
|
14-20
|
4-10
|
1,6-2,0
|
Аr
|
280-340
|
26-30
|
14-20
|
Ориентировочные режимы ручной аргонодуговой
сварки неплавящимся электродом
|
Толщина
металла
|
Количество
проходов
|
Диаметр
электрода
|
Диаметр
проволоки
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
3-4
|
1-2
|
2-3
|
1,6-2,0
|
60-90
|
9-10
|
6-8
|
|
5-10
|
2-5
|
3-4
|
2,0-3,0
|
100-120
|
10-11
|
8-10
|
Таблица 11.18 - Сварка в защитных газах стыковых соединений с двумя
симметричными скосами двух кромок
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
С25
|
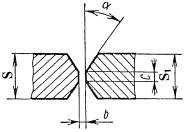
|
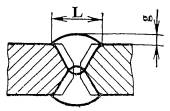
|
Размеры, мм
|
Способ
сварки
|
S = S1
|
b
|
с
|
L ±
2
|
g
|
α,
град.
|
|
ИНп
|
6-9
|
1
± 1
|
1
± 1
|
7
|
1
±1
|
30
±2
|
|
10-12
|
9
|
|
14-16
|
12
|
|
18-20
|
15
|
|
ИП,
УП
|
6-9
|
6
|
|
10-12
|
8
|
|
14-16
|
10
|
|
18-20
|
12
|
Ориентировочные режимы полуавтоматической
сварки в защитных газах
|
Толщина
металла
|
Количество
проходов
|
Диаметр
проволоки
|
Защитная
среда
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
6-8
|
2
|
1,2-1,6
|
СО2,
Аr (смеси)
|
160-220
220-280
|
24-28
22-26
|
10-18
|
|
9-12
|
2-4
|
1,6-2,0
|
СО2,
Аr (смеси)
|
240-300
280-320
|
28-30
26-30
|
|
14-20
|
4-6
|
Аr
|
280-340
|
26-30
|
14-20
|
Ориентировочные режимы ручной аргонодуговой
сварки неплавящимся электродом
|
Толщина
металла
|
Количество
проходов
|
Диаметр
электрода
|
Диаметр
проволоки
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
6-10
|
2-5
|
3-4
|
2,0-3,0
|
100-120
|
10-11
|
8-10
|
Таблица 11.19 - Сварка в защитных газах угловых соединений со скосом
одной кромки
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
У7
|

S1 ≥ 0,5S
|
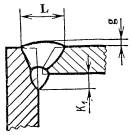
|
Размеры, мм
|
Способ
сварки
|
S
|
b
|
с
|
L
|
g
|
α,
град.
|
|
ИНп,
ИП
|
3,0-3,5
|
1
±1
|
1
±1
|
6
±2
|
1
±1
|
50
±2
|
|
3,8-4,5
|
7 ±2
|
|
5,0-5,5
|
8 ±2
|
|
6,0
|
10 ±2
|
|
УП
|
3,0-4,0
|
6 ±2
|
40
±2
|
|
4,5-7,0
|
8 ±2
|
|
8-11
|
14 ±2
|
|
12-14
|
2
±1,5
|
2
±1,5
|
18
±3
|
2
±1,5
|
|
16-18
|
22 ±3
|
Ориентировочные режимы полуавтоматической
сварки в защитных газах
|
Толщина
металла
|
Количество
проходов
|
Диаметр
проволоки
|
Защитная
среда
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
3-4
|
2
|
1,2-1,6
|
СО2,
Аr (смеси)
|
160-220
220-280
|
24-28
22-26
|
10-18
|
|
5-10
|
2-4
|
1,6-2,0
|
СО2,
Аr (смеси)
|
240-300
280-320
|
28-30
26-30
|
|
12-20
|
4-6
|
Аr
|
280-340
|
26-30
|
14-20
|
Ориентировочные режимы ручной аргонодуговой сварки
неплавящимся электродом
|
Толщина
металла
|
Количество
проходов
|
Диаметр
электрода
|
Диаметр
проволоки
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
3-6
|
2-4
|
2-3
|
1,6-2,0
|
60-100
|
10-11
|
8-10
|
Таблица 11.20 - Сварка в защитных газах угловых соединений с двумя
симметричными скосами одной кромки
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
У8
|
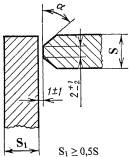
|
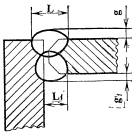
|
Размеры, мм
|
Способ
сварки
|
S
|
L1
|
L ± 2
|
g = g1
|
α,
град.
|
|
ИНп,
ИП
|
6-9
|
5
± 1
|
7
|
1
±1
|
50
±2,
|
|
10-12
|
7
± 1
|
9
|
|
14-16
|
11
± 2
|
13
|
|
18-20
|
15
± 2
|
17
|
|
УП
|
6-10
|
6
± 2
|
8
|
40
±2
|
|
11-16
|
8
± 2
|
10
|
|
18-20
|
11
± 2
|
13
|
Ориентировочные режимы полуавтоматической
сварки в защитных газах
|
Толщина
металла
|
Количество
проходов
|
Диаметр
проволоки
|
Защитная
среда
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
6-8
|
2
|
1,2-1,6
|
СО2,
Аr (смеси)
|
160-220
220-280
|
24-28
22-26
|
10-18
|
|
9-12
|
3-4
|
1,6-2,0
|
СО2,
Аr (смеси)
|
240-300
280-320
|
28-30
26-30
|
|
14-20
|
4-6
|
Аr
|
280-340
|
26-30
|
14-20
|
Ориентировочные режимы ручной аргонодуговой
сварки неплавящимся электродом
|
Толщина
металла
|
Количество
проходов
|
Диаметр
электрода
|
Диаметр
проволоки
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
6
|
2
|
3
|
1,6-2,0
|
60-100
|
10-11
|
8-10
|
Таблица 11.21 - Сварка в защитных газах тавровых соединений со скосом
одной кромки
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
Т7
|
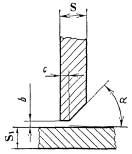
S1 ≥ 0,5S
|

|
Размеры, мм
|
Способ
сварки
|
S
|
b
|
c
|
L
|
g
|
α,
град.
|
|
ИНп
|
3,0-4,0
|
0
± 1
|
1
± 1
|
7
± 2
|
1
± 1
|
55
± 2
|
|
4,5-6,0
|
10 ± 2
|
|
7-10
|
16 ± 2
|
|
ИП,
УП
|
3,0-4,0
|
6 ± 2
|
45
± 2
|
|
4,5-6,0
|
8 ± 2
|
|
7-10
|
12 ± 2
|
|
11-14
|
0+2
|
2
± 1,5
|
16
± 3
|
2
± 1,5
|
|
16-18
|
20 ± 3
|
Ориентировочные режимы полуавтоматической
сварки в защитных газах
|
Толщина
металла
|
Количество
проходов
|
Диаметр
проволоки
|
Защитная
среда
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
3-6
|
2
|
1,2-1,6
|
CO2,
Аr (смеси}
|
160-220
220-280
|
24-28
22-26
|
10-18
|
|
8-12
|
2-4
|
1,6-2,0
|
CO2,
Аr (смеси)
|
240-300
280-320
|
28-30
26-30
|
|
14-20
|
4-6
|
Аr
|
280-340
|
26-30
|
14-20
|
Ориентировочные режимы ручной аргонодуговой
сварки неплавящимся электродом
|
Толщина
металла
|
Количество
проходов
|
Диаметр
электрода
|
Диаметр
проволоки
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
3-6
|
2-4
|
2-3
|
1,6-2,0
|
60-100
|
10-11
|
8-10
|
Таблица
11.22 - Сварка в защитных газах тавровых соединений с двумя симметричными
скосами одной кромки
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
Т8
|
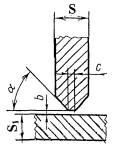
S1 ≥ 0,5S
|

|
Размеры, мм
|
Способ
сварки
|
S
|
b
|
с
|
L ±
2
|
g2
|
α,
град.
|
|
ИНп
|
6-9
|
1 ± 1
|
1 ± 1
|
7 ± 2
|
0,08S-0,25S
|
55
± 2
|
|
10-12
|
9 ± 2
|
|
14-16
|
12 ± 2
|
|
18-20
|
16 ± 2
|
|
ИП,
УП
|
6-9
|
8 ± 2
|
45
± 2
|
|
10-12
|
2
± 1
|
2
± 1
|
10 ± 3
|
|
14-18
|
12 ± 3
|
Ориентировочные режимы полуавтоматической
сварки в защитных газах
|
Толщина
металла
|
Количество
проходов
|
Диаметр
проволоки
|
Защитная
среда
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
3-4
|
2
|
1,2-1,6
|
СО2,
Аr (смеси)
|
120-190
180-240
|
20-24
18-22
|
10-18
|
|
5-8
|
СО2,
Аr (смеси)
|
160-220
220-280
|
24-28
22-26
|
|
9-12
|
2-3
|
1,6-2,0
|
СО2,
Аr (смеси)
|
240-300
280-320
|
28-30
26-30
|
|
14-20
|
4-6
|
Аr
|
280-340
|
28-30
|
14-20
|
Ориентировочные режимы ручной аргонодуговой
сварки неплавящимся электродом
|
Толщина
металла
|
Количество
проходов
|
Диаметр
электрода
|
Диаметр
проволоки
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
6
|
2
|
3
|
1,6-2,0
|
60-100
|
10-11
|
8-10
|
Таблица
11.23 - Сварка в защитных газах нахлесточных соединений без скоса кромок
|
Условное
обозначение сварного соединения
|
Конструктивные
элементы
|
|
подготовленных
кромок свариваемых деталей
|
сварного
шва
|
|
Н2
|
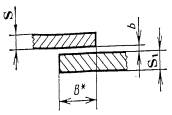
*Размер
для справок
S1 ≥ S
|
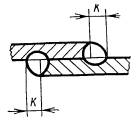
|
Размеры, мм
|
Способ
сварки
|
S
|
В
|
b
|
|
Номин.
|
Пред.
откл.
|
|
ИН
|
0,8-3,0
|
3,0-12,0
|
0
|
+0,2
|
|
3,2-4,0
|
5,0-16,0
|
+0,5
|
|
ИНп
|
0,8-5,0
|
3,0-20,0
|
|
5,5-10,0
|
8,0-40,0
|
+1,0
|
|
ИП,
УП
|
0,8-2,0
|
3,0-20,0
|
+0,5
|
|
2,2-5,0
|
+1,0
|
|
5,5-10,0
|
8,0-40,0
|
|
11,0-20,0
|
12,0-100,0
|
+2,0
|
Ориентировочные режимы полуавтоматической
сварки в защитных газах
|
Толщина
металла
|
Количество
проходов
|
Диаметр
проволоки
|
Защитная
среда
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
3-8
|
2
|
1,2-1,6
|
СО2,
Аr (смеси)
|
120-190
180-240
|
20-24
18-22
|
10-18
|
|
9-12
|
4-6
|
1,6-2,0
|
СО2,
Аr (смеси)
|
240-300
260-320
|
26-30
24-28
|
14-20
|
|
14-20
|
8-10
|
Аr
|
280-340
|
26-30
|
Ориентировочные режимы ручной аргонодуговой
сварки неплавящимся электродом
|
Толщина
металла
|
Количество
проходов
|
Диаметр
электрода
|
Диаметр
проволоки
|
Сварочный
ток, А
|
Напряжение
дуги, В
|
Расход
газа, л/мин
|
|
1,5-2,0
|
2
|
2
|
1,6-2,0
|
60-90
|
9-10
|
6-8
|
|
3,0-6,0
|
3-4
|
2,0-3,0
|
100-120
|
10-11
|
8-10
|
11.4.9 Для
лучшего формирования сварных швов и обеспечения минимального провара основного
металла, полуавтоматическую сварку в нижнем положении рекомендуется производить
«углом вперед».
11.4.10 Многопроходную
полуавтоматическую сварку рекомендуется производить с поперечными колебаниями
электрода, облегчающими удаление из сварочной ванны шлаковых включений и
улучшающими формирование сварного шва.
11.4.11 При сварке угловых
швов с наружной стороны и швов, выполняемых в вертикальном и потолочном
положениях, для повышения надежности газовой защиты расход газов рекомендуется
увеличить на 10 %.
11.4.12
При ручной аргонодуговой сварке
неплавящимся электродом для улучшения условия возбуждения дуги и повышения ее
стабильности рекомендуется:
- затачивать конец
вольфрамового электрода на конус длиной, равной 3-4 диаметра электрода;
- применять осциллятор или
специализированное оборудование.
11.4.13 Длина выступающего из
сопла вольфрамового электрода не должна превышать 5 мм, вылет электрода должен
быть в пределах от 10 до 12 мм.
11.4.14 Ручная аргонодуговая
сварка неплавящимся электродом выполняется с обязательным применением
присадочной проволоки. Присадочная проволока подается впереди сварочной дуги
под углом от 20 до 30° к поверхности изделия таким образом, чтобы сместить дугу
с изделия на присадочную проволоку и уменьшить степень проплавления основного
металла. Угол между осью вольфрамового электрода и поверхностью свариваемого
изделия должен составлять от 75 до 80°, а сварочная горелка должна быть
наклонена в сторону противоположную направлению сварки.
11.4.15 Сварку следует
выполнять узкими валиками, ширина сварочной ванны не должна превышать
внутреннего диаметра сопла горелки.
11.4.16 Сварку швов
протяженностью более 0,3-0,4 м рекомендуется выполнять обратно ступенчатым
способом.
11.4.17 Кратеры должны быть
тщательно заплавлены. Заварку кратеров рекомендуется производить при некотором
увеличении скорости сварки и длины дуги. Кратер необходимо выводить на ранее
наплавленный металл шва и заплавлять за счет расплавления присадочной
проволоки.
11.4.18 Гашение дуги при
ручной аргонодуговой сварке следует производить специальными устройствами,
плавно или ступенчато уменьшающими сварочный ток в конце сварки. Допускается
гашение дуги осуществлять путем удлинения дуги при увеличении скорости сварки.
12.1 Контроль качества сварных
соединений из разнородных сталей осуществляется в соответствии с техническими
условиями на изделие, требованиями раздела 8 ГОСТ Р
52630, ПБ
03-576, ПБ
03-584, ПБ
03-585.
12.2 Пооперационный контроль
включает:
- контроль качества основного
металла, соответствие его свойств данным сертификатов и требованиям стандартов
или технических условий;
- контроль качества сварочных
материалов и правильности их хранения согласно требованиям раздела 8;
- проверку квалификации
сварщиков и специалистов сварочного производства, согласно требованиям раздела 9;
- контроль правильности сборки
и качества подготовки кромок;
- контроль технологических
режимов и последовательность наложения швов;
- контроль качества сварных
соединений.
12.3 При контроле качества
подготовки и сборке деталей под сварку проверяются:
- правильность подготовки и
чистота поверхности свариваемых кромок, отсутствие на них дефектов;
- чистота поверхности
свариваемых кромок и прилегающих к ним участков основного металла на ширине 20
мм;
- зазоры в соединениях в
соответствии с требованиями настоящего стандарта;
- смещение кромок в
соответствии с требованиями ПБ
03-576, ПБ
03-584 и ПБ
03-585;
- правильность сборки деталей,
качество и расположение прихваток.
12.4 В процессе сварки
контролируется:
- режимы сварки;
- очередность наложения швов;
- температура подогрева
деталей, подлежащих сварке с подогревом;
- правильность клеймения
выполненных швов.
12.5 Контроль качества сварных
соединений разнородных сталей производится следующими методами:
- визуальным и измерительным (РД
03-606);
- механическими испытаниями (ГОСТ 6996);
- испытаниями на
межкристаллитную коррозию (ГОСТ
6032);
- металлографическим
исследованием (РД 24.200.04);
- стилоскопированием металла
шва (РД 26.260.15);
- цветной дефектоскопией (ОСТ
26-5);
- ультразвуковой
дефектоскопией (СТО
00220256-005-2005);
- радиографическим (ОСТ
26-11-03);
- замером твердости металла
шва (ГОСТ
22761, ГОСТ
22762);
- гидравлическим испытанием (ГОСТ Р
52630, ПБ
03-576, ПБ
03-585);
- другими методами,
предусмотренными в проекте.
Объем и методы контроля устанавливаются
требованиями чертежей и технических условий на изделие.
12.6 Визуальному и
измерительному контролю подвергаются все сварные соединения по всей
протяженности швов и прилегающие к ним зоны основного металла на расстоянии не
менее 20 мм от границы шва для выявления наружных дефектов, недопустимых по п.
6.10.2 ГОСТ Р
52630, ПБ
03-576 и ПБ
03-585.
12.7 Механические испытания
проводятся на образцах, изготовленных из контрольных стыковых сварных
соединений, определяющих прочность сосуда (продольные швы обечаек, патрубков,
хордовых и меридиональных швах выпуклых днищ) и трубопровода (кольцевые швы).
При изготовлении изделия с применением
автоматической сварки на каждое изделие сваривается один образец. При ручной
сварке изделий несколькими сварщиками, выполняющими отдельные швы, каждым
сварщиком должен быть сварен контрольный образец на каждое изделие.
12.8 Объем и виды механических
испытаний определяются п. 8.3 ГОСТ Р
52630, ПБ
03-576 и ПБ
03-585.
12.9 Механические свойства
разнородных сварных соединений должны быть не ниже механических свойств
свариваемых сталей (сплавов). Показатели механических свойств считаются
неудовлетворительными, если не соответствуют требованиям п. 4.5.55 ПБ
03-576 и п. 6.10.1 ГОСТ Р
52630.
12.10 В случае получения
неудовлетворительных результатов по какому-либо виду механических испытаний
разрешается проведение повторных испытаний на образцах, вырезанных из того же
контрольного соединения.
12.11 Повторные испытания
проводятся на удвоенном количестве образцов лишь по тому виду механических
испытаний, которые дали неудовлетворительные результаты.
В случае получения неудовлетворительных
результатов при повторных испытаниях швы считаются непригодными.
12.12 Испытание сварных
соединений на стойкость к МКК должно производиться при входном контроле
сварочных материалов для сосудов, аппаратов и их элементов, трубопроводов,
изготовленных из разнородных сталей (сплавов), при наличии соответствующего
требования в технических условиях на изделие или в чертежах.
Стойкость сварных соединений к МКК
оценивается на образцах, вырезанных из наплавленного металла или сварных
соединений. Форма, размеры и количество образцов должны соответствовать
требованиям ГОСТ
6032. При изготовлении образцов основной слой должен быть полностью удален.
Метод испытания должен быть указан в техническом проекте или в чертеже.
12.13 Металлографические
исследования проводятся на шлифах, вырезанных из контрольных сварных
соединений, для выявления макро- и микродефектов.
Металлографические исследования
разнородных сварных соединений проводятся на поперечных темплетах,
контролируемая поверхность которых должна включать сечение шва с прилегающей к
нему зоной термического влияния и участков основного металла обеих сталей
данной композиции в соответствии с РД 24.200.04.
12.14 Качество сварного
соединения по результатам металлографического исследования должно
соответствовать требованиям ПБ
03-576, ПБ
03-584 и ГОСТ Р
52630.
12.15 Если при
металлографическом исследовании в контрольном сварном соединении, проверенном
УЗД или радиографическим контролем и признанном годным, будут обнаружены
недопустимые внутренние дефекты, которые должны быть выявлены данным методом
неразрушающего контроля, все производственные сварные соединения,
контролируемые данным сварным соединением, подлежат 100 % проверке тем же
методом дефектоскопии. При этом новая проверка качества всех производственных
стыков должна осуществляться другим, более опытным и квалифицированным
дефектоскопистом.
12.16 Содержание ферритной
фазы в металле шва определяется при наличии указаний в проекте или технических
условий на аппарат по ГОСТ
11878 и соответствовать требованиям п. 4.8.
12.17 Цветной дефектоскопией
по ОСТ
26-5 контролируются сварные соединения приварки штуцеров и труб Ду менее 50
мм и другие соединения недоступные для контроля радиографическим или
ультразвуковым методом, а также сварные швы разнородных соединений сталей,
склонных к образованию трещин при сварке, согласно таблицы
6.2.
12.18 Стилоскопированию
подвергаются сварные швы в соответствии с требованиями ГОСТ Р
52630, ПБ
03-576, ПБ
03-585 и РД 26.260.15.
Стилоскопирование свариваемых деталей,
сварных швов и наплавленных кромок должно производиться с целью установления марок
сталей, использованных в данной композиции, сварочных материалов и их
соответствие чертежам и настоящему стандарту.
12.19 Измерение твердости
должно выполняться в процессе изготовления, на готовом изделии или контрольных
образцах (если невозможно осуществить измерение на изделии).
12.20 Твердость металла шва
контролируется на разнородных сварных соединениях, включающих не аустенитные
стали, выполненных аустенитными сварочными материалами. Для этих соединений
твердость металла шва не должна превышать 220 НВ. Также контролируется
твердость металла шва на разнородных сварных соединениях, включающих
теплоустойчивые стали, свариваемых не аустенитными сварочными материалами
(кроме сварочных материалов из сплавов). В этом случае твердость металла шва не
должна превышать 240 НВ.
12.21 На контрольном сварном
соединении твердость металла шва контролируется не менее чем в трех точках.
На готовом изделии на продольных и
кольцевых швах корпуса твердость измеряется не менее чем на трех участках,
равномерно расположенных по периметру шва и не менее чем в трех точках поперек
сварного шва. Твердость должна измеряться с внутренней и наружной стороны шва.
В случае отсутствия доступа с одной из сторон, твердость контролируется с
доступной стороны.
12.22 Для кольцевых швов сварки
обечаек патрубков с фланцами твердость контролируется с доступной стороны.
12.23 На швах приварки
штуцеров и патрубков к корпусу контроль твердости выполняется в доступных
местах.
12.24 Гидравлическое испытание
выполняется в соответствии с требованиями ГОСТ Р
52630, ПБ
03-576 и ПБ
03-585.
12.25 Пооперационную приемку в
процессе изготовления аппаратов и трубопроводов из разнородных сталей
необходимо фиксировать специальными актами в рабочем технологическом паспорте
на изготовление каждого конкретного изделия.
12.26 Результаты контрольных
испытаний разнородных сварных соединений основных деталей аппаратов и
трубопроводов, подведомственных Ростехнадзору, заносятся в паспорт аппарата.
13.1 Дефекты сварных швов,
выявленные в процессе сварки или после ее завершения, подлежат исправлению
путем подварки или удаления дефектного места с последующей заваркой.
13.2 Исправлению подлежат все
сварные швы, имеющие следующие недопустимые дефекты:
- несоответствие формы и размеров сварных
швов требованиям стандартов, технических условий или чертежей на изделие;
- трещины, прожоги, подрезы,
непровары, свищи и незаплавленные кратеры;
- углубления между валиками
швов, превышающие 2 мм;
- другие дефекты, превышающие
нормы, предусмотренные п. 6.10 ГОСТ
Р 53630.
13.3 Участки сварных швов,
подлежащих исправлению, отмечаются краской или цветным мелом.
13.4 Удаление дефектных
участков швов должно производиться механическим способом: фрезеровкой, вырубкой
пневматическим зубилом, обработкой шлифовальным кругом (допускается применение
плазменной, кислородно-флюсовой, воздушно-дуговой строжки с последующей
зачисткой поверхности резки на глубину не менее 1 мм).
13.5 Качество подготовки под
заварку участков, с которых удалены дефекты, до их заварки проверяется
работником ОТК и производственным мастером, а после удаления трещин дополнительно
контролируется ЦД.
13.6 Исправление дефектных
участков шва должно производиться по технологическим процессам с использованием
сварочных материалов и способов сварки, рекомендованных настоящим стандартом.
13.7 При наличии дефектов,
требующих двусторонней вырубки, допускается исправление дефектного участка
проводить последовательно: сначала вырубку и заварку с одной стороны, затем с
обратной.
13.8 Деформацию (коробление)
участков конструкций допустимо исправлять только в холодном состоянии.
13.9 Исправление заниженных
размеров сварных швов проводится путем дополнительной наплавки валиков на
предварительно зачищенную поверхность ранее выполненного шва.
13.10 Исправление завышенных
размеров сварных швов проводится путем местной подшлифовки или местной подрубки
пневматическим зубилом с последующей зачисткой наждачным камнем для обеспечения
плавных переходов швов к основному металлу.
13.11 Наплывы и натеки сварных
швов в местах перехода к основному металлу должны исправляться опиловкой,
вышлифовкой или местной подрубкой с последующей зачисткой наждачным камнем для
получения плавного перехода от шва к основному металлу.
13.12 Незаплавленные кратеры
сварных швов должны исправляться заваркой по предварительно зачищенному
металлу. Сварку необходимо проводить с применением электродов меньшего
диаметра.
13.13 Исправление сварных швов
с непроварами, прожогами и трещинами проводится путем удаления дефектного
участка до здорового металла с последующей заваркой.
13.14 При обнаружении в
сварном шве трещин, перед вырубкой дефектного участка по концам трещины
рекомендуется произвести засверловки с целью ограничения трещины. Качество
удаление трещины подтверждается ЦД.
13.15 Исправление швов с
подрезами и углублениями между валиками производится путем наплавки валика в углубление.
Перед заваркой участков швов с подрезами и углублениями между валиками
производится зачистка металла шва и основного металла, прилегающего к нему.
13.16 Исправление сварного шва
с газовыми порами и шлаковыми включениями производится путем удаления
дефектного участка с последующей заваркой.
В случае, если газовые поры, шлаковые
включения распространяются на все сечение шва, дефектный участок удаляется
полностью с образованием угла раскрытия 60 ± 5° под заварку.
13.17 Исправление одного и
того же дефектного участка сварного соединения допускается не более двух раз.
При обнаружении дефектов в шве после повторного исправления вопрос о
возможности и способе исправления сварного шва решается ОГС, ОГК совместно с
ОТК завода.
13.18 В том случае, когда дефекты
обнаружены в деталях, прошедших термическую обработку (если это предусмотрено
техническими требованиями), производится повторная термообработка после ремонта
дефектных участков шва.
13.19 Все исправленные участки
сварных швов подлежат приемке ОТК, о чем производится записи в журнале учета.
Все данные о повторном просвечивании должны быть занесены в «Журнал контроля
сварных швов просвечиванием».
13.20 К качеству исправленного
участка шва надлежит предъявлять такие же требования, как и к основному шву.
14.1 Технология сварки
корпусного оборудования и трубопроводов при их ремонте и реконструкции должна
учитывать возможные изменения структуры и свойств основного металла, особенно
при сверхнормативных сроках эксплуатации, которые снижают (ухудшают)
свариваемость и свойства получаемых сварных соединений.
14.2 Характерными изменениями
металла, приобретаемыми в режиме эксплуатации оборудования химических,
нефтехимических и нефтеперерабатывающих производств, являются:
- науглероживание со стороны
поверхности, контактирующей с рабочей средой;
- наводороживание со стороны
поверхности, контактирующей с рабочей средой;
- азотирование со стороны
поверхности, контактирующей с рабочей средой;
- изменение структуры и
свойств в процессе длительного высокотемпературного воздействия;
- высокотемпературная
ползучесть металла при длительном воздействии рабочих напряжений;
- намагничивание.
14.3 Все перечисленные изменения
металла, кроме намагничивания и наводороживания, сохраняются в металле в
процессе вырезки и изготовления образцов металла с применением механических и
термических способов резки. Это позволяет на стадии разработки конкретной
технологии сварки выполнять предварительную оценку свариваемости металла после
эксплуатации и свойств получаемых сварных соединений. При этом если
свариваемость и свойства соединений оказываются на требуемом уровне, то сварка
может быть выполнена по технологии для нового металла. Если свариваемость или
свойства соединений снизились до неприемлемого уровня, то для сварки должна
быть рекомендована технология, компенсирующая негативные изменения металла,
полученные при эксплуатации.
14.4 О свариваемости металла
можно судить по результатам оценки технологичности при сварке образцов по ГОСТ
9466, а о трещиностойкости - по результатам оценки по ГОСТ
26389 (стойкость против горячих трещин) и ГОСТ
26388 (стойкость против холодных трещин).
14.5
Выбор конструкции тавровых образцов для технологических испытаний по ГОСТ
9466 производится с обеспечением непосредственного воздействия сварочной
дугой на участки металла, в которых наиболее вероятны эксплуатационные
изменения. На рисунке 14.1 показаны образцы, изготовленные из трубы и корпуса
аппарата.
|
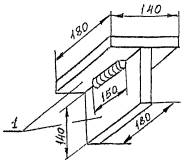
|

|
|
а)
|
б)
|
|
а -
плоские заготовки образцов; б - трубные заготовки образцов; 1 - внутренняя
поверхность изделия, контактирующая с рабочей средой при эксплуатации
|
|
Рисунок 14.1 - Наплавка валиков при
односторонней сварке таврового образца после эксплуатации
|
14.6
Конструкция плоских образцов для качественной оценки склонности к горячим
трещинам по ГОСТ
26389 применительно к корпусам аппаратов принимается по типу 9 б с
проточкой на вырезаемом из корпуса образце со стороны поверхности, обращенной к
рабочей среде (рисунок 14.2).


а -
образец для испытаний по ГОСТ
26389; б - подготовка канавки под заварку на корпусе аппарата при
положительных результатах испытаний на горячие трещины по ГОСТ
26389
Рисунок 14.2 - Тип
образца для качественной оценки склонности к горячим трещинам по ГОСТ
26389 применительно к
корпусам аппаратов
Такой тип образца позволяет
при отсутствии возможности специальной вырезки образца из действующего корпуса
аппарата выполнить канавку для наплавки контрольного шва непосредственно на
внутреннюю поверхность корпуса аппарата. При этой методике в случае отсутствия
склонности к горячим трещинам контрольный шов вышлифовывается полностью с
обеспечением переходного радиуса не менее 5 мм в донной части выборки и в
переходных участках к поверхности корпуса (рисунок 14.2 б), а образовавшаяся
поверхность выборки контролируется цветной дефектоскопией в объеме 100 %. После
этого выборка заплавляется предназначенными для данной стали электродом. После
сошлифовки усиления кольцевого шва заподлицо с поверхностью корпуса аппарата
выполняется контроль зоны наплавки и околошовной зоны цветной дефектоскопией.
14.7 Конструкция плоских и
трубных образцов для качественной оценки склонности к холодным трещинам может
быть принята по типу VII ГОСТ
26388 (рисунок 14.3).
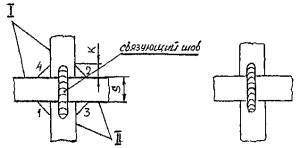
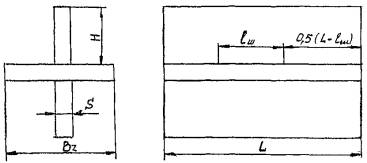
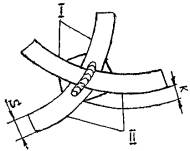
I -
внутренняя поверхность корпуса аппарата (б) и трубопровода (в); II - наружная поверхность
корпуса аппарата (б) и трубопровода (в); 1, 2, 3, 4 - последовательность
выполнения швов
Рисунок 14.3 - Образцы для испытания на
холодные трещины по типу VII ГОСТ
26388
14.8 Оценка влияния
эксплуатационных изменений металла на стойкость против холодных трещин при
сварке осуществляется при испытании образцов типа 9 б ГОСТ
26388 путем оценки стойкости к трещинам последнего валика 4, выполняемого в
наиболее жестких условиях (после предварительной сварки остальных трех швов
крестового образца, рисунок 14.3). При таких испытаниях при необходимости можно
сравнить трещиностойкость внутренней и наружной поверхностей корпуса аппарата и
трубопровода.
14.9 Уточнение характера,
природы и степени эксплуатационного изменения металла, отрицательно влияющего
на свариваемость и свойства получаемых сварных соединений, возможно только при
комплексной оценке по специальным методикам специалистами различного
технического профиля, поэтому такую оценку выполняет специализированная
научно-исследовательская организация по эксплуатации и ремонту
нефтехимоборудования ОАО «ВНИКТИнефтехимоборудование».
14.10 ОАО
«ВНИКТИнефтехимоборудование» рассматривает отклонения свариваемости и (или)
свойств сварных соединений от нормативных требований, при необходимости с
привлечением неразрушающих методов контроля по специальным методикам выполняет
уточнения и делает одно из возможных заключений, приведенных на рис. 14.4.

Рисунок 14.4
14.11 Все перечисленные в п.
14.2 эксплуатационные изменения металла, кроме наводороживания и
намагничивания, сохраняются в вырезанных образцах, используемых для оценки
технологичности и трещиностойкости при сварке. Оценка наводороживания и
намагничивания на действующих корпусах аппаратов и трубопроводах выполняется по
специальным методикам ОАО «ВНИКТИнефтехимоборудование», по которым выполняется
также исключение отрицательного влияния этих факторов на свариваемость при
ремонте и реконструкции нефтехимоборудования.
14.12 При экспертном
обследовании сосудов, аппаратов и трубопроводов, включающем разнородные сварные
соединения сталей перлитного, ферритного, мартенсито-ферритного или
мартенситного классов, выполненные аустенитными сварочными материалами, и
отработавшие рабочий ресурс, могут быть допущены к дальнейшей эксплуатации при
условии если толщина темнотравящейся диффузионной (карбидной) прослойки на
линии сплавления этих сталей со швом менее 80 мкм и при условии согласования со
специализированной научно-исследовательской организацией.
Приложение А
(обязательное)
Таблица А.1
|
Группа
материалов
|
Структурный
класс
|
Марки
отечественных материалов
|
Марки
импортных материалов по зарубежным стандартам
|
|
С-01
|
Перлитный
|
Ст.3кп,
Ст.3пс, Ст.3сп, Ст.3Гпс, 10, 15, 20, 15К, 16К, 18К, 20К, 22К, 20Л, 25Л
|
ASTM SA-105, ASTM SA-106 GrB, ASTM SA-36, ASTM SA-283 GrC(D), ASTM SA-285
GrA(B,C), ASTM SA-515
Gr55(60,65), ASTM SA-516 Gr55(60,65), ASTM SA-333 Gr6, ASTM SA-334 Gr6, ASTM SA-335 Gr P11, API 5L X42-52
|
|
С-02
|
Перлитный
|
16ГС, 17ГС,
17Г1С, 09Г2С, 10Г2, 10Г2С1, 10ХСНД, 15ХСНД, 09Г2БТ, 09Г2ФБ, 20ЮЧ*,
20КА, 09ГСНБЦ, 09Г2СЮЧ
|
ASTM SA-455 Gr70, ASTM SA-515 Gr70, ASTM SA-516 Gr70, ASTM SA-537 Gr70, ASTM SA-662 GrA(C), ASTM SA-662
GrB, ASTM SA-737 GrB, ASTM SA-738 GrA, ASTM SA-333 Gr3(6), ASTM SA-350 GrLF2, API 5L X56-65
|
|
С-03
|
Перлитный
|
15Г2СФ,
10Г2ФБ, 16Г2АФ, 09ХГ2НАБЧ
|
ASTM SA-737 GrC, ASTM SA-738 GrB,
API 5L X70-80
|
|
С-04-1
|
Перлитный
|
12МХ, 12ХМ,
15ХМ, 12Х1МФ, 15Х1МФ
|
ASTM SA-387Gr2C1 1(2), ASTM SA-387Gr11(12)C1 1(2), ASTM SA-336GrF11C1 1(2,3), ASTM SA-335GrP11(P12), ASTM SA-182GrF11C1 1(2,3), ASTM SA-182GrF12C1 1(2), ASTM SA-234GrWP11
|
|
С-04-2
|
Перлитный
|
10Х2М1,
10Х2М1А-А, 12Х2МФА, 15Х2МФА
|
ASTM SA-387 Gr22 C1 1(2), ASTM
SA-335 GrP22, ASTM SA-369 GrFP22
|
|
С-05
|
Мартенситный
|
15Х5М, 15Х5МУ,
15Х5ВФ
|
ASTM SA-387 Gr5, ASTM SA-335 GrP5,
ASTM SA-182 GrF5, ASTM SA-336 GrF5
|
|
С-06
|
Ферритный,
мартенсито-ферритный, мартенситный
|
08X13, 12X17,
08Х17Т, 15Х25Т, 12X13, 14Х17Н2, 20X13
|
ASTM SA-240 TP405, ASTM SA-240
TP430, ASTM SA-240 TP410, ASTM SA-240 TP410S, ASTM SA-268 TP410
|
|
С-07
|
Аустенитный, аустенито-ферритный
|
08Х18Н10Т, 12Х18Н10Т, 12Х18Н9Т, 12Х18Н9ТЛ, 08Х18Н12Б, 12Х18Н12Т,
03Х18Н11, 02Х18Н11, 08Х18Н10, 04Х18Н10, 08Х18Г8Н2Т, 12Х21Н5Т, 15Х18Н12С4ТЮ,
08Х22Н6Т
|
ASTM SA-240
TP304(L), ASTM SA-240 ТР321(Н), ASTM SA-240 TP347(H), ASTM SA-312 TP321,
ASTM
SA-182 F321, ASTM SA-213 TP321
|
|
С-08
|
Аустенитный, аустенито-ферритный
|
08Х17Н13М2Т, 10Х17Н13М2Т, 10Х17Н13М3Т, 12Х18Н12М3ТЛ, 08Х17Н15М3Т,
08Х21Н6М2Т, 03Х17Н14М3
|
ASTM SA-240
TP316(Ti), ASTM SA-240 TP316L
|
|
С-09
|
Аустенито-ферритный, аустенитный
|
20Х23Н13, 08Х20Н14С2, 20Х20Н14С2, 20Х23Н18, 10Х23Н18, 20Х25Н20С2,
12Х25Н16Г7АР
|
ASTM SA-240 TP309,
ASTM SA-240 TP310
|
|
С-10-1
|
Сплавы на железо-никелевой основе
|
03ХН28МДТ, 06ХН28МДТ, ХН32Т, ХН30МДБ, ХН35ВТ, ХН35ВТЮ, ХН38ВТ,
03Х21Н21М4ГБ*
|
ASTM TP904L,
Incoloy-800 (H), D-979
|
|
С-10-2
|
Сплавы на никелевой основе
|
ХН63МБ, ХН65МВ, ХН65МВУ, Н65-ВИ, Н70МФВ-ВИ, ХН75МБТЮ, ХН78Т
|
Hastelloy-C22,
Hastelloy-C276, Hastelloy-B, Hastelloy-B2, Incoloy-825, Inconel-T
|
|
Примечания:
1. Различными шрифтами показано соответствие конкретных марок сталей
их структурным классам.
*Стали
марок 20ЮЧ и 03Х2Ш21М4ГБ приведены в группах С-02 и С-10-1, соответственно,
по однотипности применяемых для их сварки сварочных материалов.
|
Приложение Б
(обязательное)
Таблица Б.1 - Импортные аналоги отечественных электродов,
применяемые для РДС
|
Применяемые
электроды
|
Импортные
аналоги
|
|
ЭСАБ,
Швеция
|
БЕЛЕР,
Австрия
|
Тип
металла шва по AWS
|
|
АНО-5 (Э42)
|
ОК
50.10
|
FOX SPE
|
E6013/AWS А5.1
|
|
УОНИ-13/45
(Э42А)
|
ОК
50.10
|
FOX SPE
|
E6013/AWS A5.1
|
|
АНО-3 (Э46)
|
ОК
46.00
|
FOX UNA
|
E6013/AWS A5.1
|
|
УОНИ-13/55К
(Э46А)
|
Pipeweld 6010
|
FOX-47
|
E6010/AWS А5.1
|
|
УОНИ-13/55
(Э50А)
|
ОК
53.70, ОК 48.00, ОК 48.04
|
FOX EV 50
|
E7016-1/AWS A5.1, E7018/AWS A5.1
|
|
ОЗС-11
(Э-09МХ)
|
-
|
FOX DMV 83 Kb
|
E8016-B1/AWS A5.5, E8013-C/AWS
A5.5
|
|
ЦЛ-20
(Э-09Х1МФ), ТМЛ-1У (Э-09Х1М)
|
ОК
76.18
|
FOX DCVS Kb
|
E8018-B2/AWS A5.5
|
|
ОЗЛ-8
(Э-07Х20Н9), ОЗЛ-14А (Э-04Х20Н9)
|
ОК 61.25
|
FOX AS 2-A
|
E308H-15/AWS А5.4, E304/AWS А5.4
|
|
ЦЛ-11
(Э-08Х20Н9Г2Б)
|
ОК 61.85
|
FOX SAS 2
|
E347-15/AWS А5.4
|
|
ЦТ-15 (Э-08Х19Н10Г2Б)
|
|
ОЗЛ-6
(Э-10Х25Н13Г2)
|
ОК 67.62, ОК 67.60
|
FOX FF,
FOX FF-A
|
E309-15/AWS A5.4, E309-16/AWS А5.4
|
|
ЦЛ-9 (Э-10Х25Н13Г2Б)
|
|
ЭА-395/9
(Э-11Х15Н25М6АГ2), АНЖР-3У (10Х25Н25М3Г2)
|
ОК 69.33
|
FOX CN 20/25 M, FOX CN 20/25 M-A
|
E385-16/AWS А5.4
|
|
ОЗЛ-17У (Э-03Х23Н27М3Д3Г2Б)
|
|
АНЖР-2
(08Х24Н40М7Г2)
|
ОК
92.45
|
FOX NIBAS 625, FOX NIBAS 625-1G
|
ENiCrMo-3/AWS A5.11
|
|
АНЖР-1 (08Х24Н60М10Г2)
|
|
ОЗЛ-25Б (Э-10Х20Н70Г2Б2В)
|
Таблица Б.2 - Импортные аналоги отечественных сварочных материалов,
применяемые для автоматической сварки под флюсом
|
Применяемые
сварочные проволоки (флюс)
|
Импортные
аналоги
|
|
ЭСАБ,
Швеция
|
БЕЛЕР,
Австрия
|
Тип
металла шва по AWS
|
|
Св-08,
Св-08А
(АН-348А,
ФЦ-16)
|
OK Autrod 12.10
(OK Flux 10.71)
|
EMS-1
(BF 16)
|
A5.17 F6A2-EL8
A5.17 F7A6-EM12K
|
|
Св-08ГА,
Св-10ГА
(АН-348А,
АН-47)
|
OK Autrod 12.22
(OK Flux 10.62)
|
EMS-2, EMS-3
(BF 16)
|
A5.17F6A2-EL8
A5.17 F7A6-EM12K
|
|
Св-08ХМ
(АН-348А,
АН-22, АН-43)
|
OK Autrod 13.10
(OK Flux 10.62)
|
EMS-2 CrMo
(BB 24)
|
A5.23 F9PZ-EG-B2
A5.23 F10PZ-EG-B2
|
|
Св-04Х2МА
(АН-348А,
АН-22, АН-43)
|
OK Autrod 13.20
(OK Flux 10.62)
|
CM2-UP
|
A5.23 F9P2-EG-B3
|
|
Св-04Х19Н9
(АН-26С,
АН-18)
|
OK Autrod 16.10
(OK Flux 10.92)
|
CN 18/11 -UP
|
A5.9 ER308 for wire
|
|
Св-06Х19Н9Т,
Св-08Х18Н9ТЮ,
Св-07Х19Н10Б,
Св-05Х20Н9ФБС
(АН-26С,
АН-18)
|
SAS 2-UP,
EAS 2-UP
(BB 202)
|
A5.9 ER347 for wire
A5.9 ER308L for wire
|
|
Св-07Х25Н12Г2Т,
Св-07Х25Н13,
Св-08Х25Н13БТЮ
(АН-26С,
АН-18)
|
OK Autrod 16.53
(OK Flux 10.92)
|
CN 23/12-UP,
FF-UP
(BB 202)
|
A5.9 ER309 for wire
A5.9 ER309L for wire
|
|
Св-10Х16Н25АМ6,
Св-08Х25Н25М3
(АН-26С,
АН-18)
|
OK Autrod 16.55
(OK Flux 10.92)
|
CN 20/25-UP,
FF-UP (BB 202)
|
A5.9 ER385 for wire
|
|
Св-01Х23Н28М3Д3Т
(АН-18)
|
|
Св-08Х25Н40М7
(АН-18)
|
OK Autrod 19.82
(OK Flux 10.92)
|
NIBAS 625-1G
(BB 202)
|
A5.14 ER NiCrMo-3
|
|
Св-08Х25Н60М10
(АН-18)
|
|
Св-ХН75МБТЮ,
Св-ХН78Т
(АНФ-1)
|
Таблица Б.3 - Импортные аналоги отечественных сварочных материалов,
применяемые для полуавтоматической сварки плавящимся электродом в защитных
газах
|
Применяемые
сварочные проволоки (защитный газ)
|
Импортные
аналоги
|
|
ЭСАБ,
Швеция
|
БЕЛЕР,
Австрия
|
Тип
металла шва по AWS
|
|
Св-08Г2С,
Св-08ГС,
Св-08ГСМТ
(СO2, Аr, Аr + 20 % СО2)
|
OK Autrod 12.64
OK Autrod 12.51
OK Aristorod 12.50
OK Aristorod 12.63
(CO2, Ar + 20 % CO2)
|
EML-5
(СO2, Ar + 20 % CO2)
|
A5.18 ER70S-G
A5.18 ER70S-3
A5.18 ER70S-6
|
|
Св-08ХМ
(СO2, Аr, Аr + 20 % СО2)
|
OK Autrod 13.12
(CO2, Ar + 20% CO2)
|
DCMS-1G
(Ar, Ar + 20 % CO2,
Ar + 5 % O2)
|
A5.28 ER80S-G
A5.28 ER80S-B2
|
|
Св-04Х2МА
(СO2, Аr, Аr + 20 % СО2)
|
OK Autrod 13.22
(CO2, Ar + 20 % CO2)
|
CM2-1G
(Ar, Ar + 20 % CO2,
Ar + 5 % O2)
|
A5.28 ER90S-G
A5.28 ER90S-B3
|
|
Св-04Х19Н9
(Аr, Аr + 20 % СО2,
Аr + 5 % O2)
|
OK Autrod 16.95
(Ar, Ar + 12 % CO2,
Ar + 3 % O2)
|
|
A5.9 ER308
|
|
Св-06Х19Н9Т,
Св-08Х18Н9ТЮ,
Св-07Х19Н10Б,
Св-05Х20Н9ФБС
(Аr, Аr + 20 % СО2,
Аr + 5 % O2)
|
OK Autrod 16.11
(Ar, Ar + 12 % CO2,
Ar + 3 % O2)
|
SAS 2-1G(Si)
(Ar, Ar + 20 % CO2,
Ar + 5 % O2)
|
A5.9 ER347 Si
|
|
Св-06Х20Н11МЗТБ,
Св-08Х19Н10М3Б
(Аr, Аr + 20 % СО2,
Аr + 5 % O2)
|
OK Autrod 16.31,
OK Autrod 16.32,
(Ar, Ar + 12 % CO2,
Ar + 3 % O2)
|
SAS 4-1G(Si)
(Ar, Ar + 20 % CO2,
Ar + 5 % O2)
|
A5.9 ER318 Si
A5.9 ER316L Si
|
|
Св-07Х25Н12Г2Т,
Св-07Х25Н13,
Св-08Х25Н13БТЮ
(Аr, C02, Ar + 20 %CO2,
Аr + 5 % O2)
|
OK Autrod 16.53,
OK Autrod 16.52,
OK Autrod 16.51
(Ar, Ar + 12 % CO2,
Ar + 3 % O2)
|
CN 23/12-1G
(Ar, Ar + 20 % CO2,
Ar + 5 % O2)
|
A5.9 ER309
A5.9 ER309 Si
A5.9 ER309L Si
|
|
Св-10Х16Н25АМ6,
Св-08Х25Н25М3
(Аr, CO2, Аr + 20 % СО2,
Аr + 5 % O2)
|
OK Autrod 16.55
(Ar, Ar + 12 % CO2,
Ar + 3 % O2)
|
CN 20/25-UP
(Ar, Ar + 20 % CO2,
Ar + 5 % O2)
|
A5.9 ER385
|
|
Св-01Х23Н28М3Д3Т
(Аr)
|
OK Autrod 16.55
(Ar)
|
CN 20/25-UP
(Ar)
|
|
Св-08Х25Н40М7,
Св-08Х25Н60М10
(Аr, СO2, Аr + 20 % СО2,
Аr + 5 % O2)
|
OK Autrod 19.82
(Ar, Ar + 12 % CO2,
Ar + 3 % O2)
|
NIBAS 625-1G
(Ar, Ar + 20 % CO2,
Ar + 5 % O2)
|
A5.14 ER NiCrMo-3
|
|
Св-ХН75МБТЮ,
Св-ХН78Т
(Аr)
|
OK Autrod 19.82
(Ar)
|
NIB AS 625-1G
(Ar)
|
Таблица Б.4 - Импортные аналоги отечественных сварочных материалов,
применяемые для ручной аргонодуговой сварки неплавящимся электродом
|
Применяемые
сварочные проволоки (защитный газ)
|
Импортные
аналоги
|
|
ЭСАБ,
Швеция
|
БЕЛЕР,
Австрия
|
Тип
металла шва по AWS
|
|
Св-08Г2С,
Св-08ГС,
Св-08ГСМТ
|
OK Tigrod 12.64
OK Tigrod 12.60
|
ЕМК-6
|
A5.18 ER70S-3
A5.18 ER70S-6
|
|
Св-08ХМ
|
OK Tigrod 13.12
|
DCMS-1G
|
A5.28 ER80S-G
A5.28 ER80S -B2
|
|
Св-04Х2МА
|
OK Tigrod 13.22
|
CM2-1G
|
A5.28 ER90S-G
A5.28 ER90S-B3
|
|
Св-04Х19Н9
|
OK Tigrod 16.95
|
-
|
A5.9 ER308
|
|
Св-06Х19Н9Т,
Св-08Х18Н9ТЮ,
Св-07Х19Н10Б,
Св-05Х20Н9ФБС
|
OK Tigrod 16.11
|
SAS 2-1G
|
A5.9 ER347 Si
|
|
Св-06Х20Н11М3ТБ,
Св-08Х19Н10М3Б
|
OK Tigrod 16.31,
OK Tigrod 16.32
|
SAS 4-1G(Si)
|
A5.9 ER318 Si
A5.9 ER316L Si
|
|
Св-07Х25Н12Г2Т,
Св-07Х25Н13,
Св-08Х25Н13БТЮ
|
OK Tigrod 16.53
OK Tigrod 16.51
|
CN 23/12-1G
|
A5.9 ER309
A5.9 ER309 Si
A5.9 ER309L Si
|
|
Св-10Х16Н25АМ6,
Св-08Х25Н25М3
|
OK Tigrod 16.55
|
CN 20/25 M-G,
CN 20/25 M-G(Si)
|
A5.9 ER385
|
|
Св-01Х23Н28М3Д3Т
|
CN 20/25-UP
|
|
Св-08Х25Н40М7,
Св-08Х25Н60М10
|
OK Tigrod 19.82
|
NIBAS 625-1G
|
A5.14 ER NiCrMo-3
|
|
Св-ХН75МБТЮ,
Св-ХН78Т
|
|
№
п/п
|
Организация
|
Адрес,
телефон
|
|
1.
|
ОАО
«ВНИИПТхимнефтеаппаратуры»
|
400005, г.
Волгоград, пр. Ленина, 90 «Б»
Тел./факс
(8442)-23-35-93
|
|
2.
|
ОАО
«ВНИИнефтемаш»
|
115191, г. Москва,
4-й Рощинский пр., д. 19
Тел./факс
(495)-952-29-22
|
|
3.
|
ОАО
«ВНИКТИнефтехимоборудование»
|
400005, г.
Волгоград, пр. Ленина, 98 «Б»
Тел./факс
(8442)-23-13-76
|
Ключевые слова: стандарт организации, разнородные сварные соединения,
сосуды, аппараты, технологические трубопроводы, сварка, термообработка,
контроль качества, ремонт и реконструкция
